JP-Nordson-EFD-GV-Series-Operating-Manual.pdf - 第146页
GVシリーズ 自動ディスペンシングシステム 146 www.nordsonefd.com/jp japan@nordsonefd.com +81-3-5762-2760 ノ ー ド ソ ンEFD は、 世界中 で液剤塗布装置 の販売 ・ サー ビ ス を 行な っ て お り ま す 。 Z Clearance Setup(Z間隔設定) クリッ ク 機能 各塗布コマンド後にノズルが引き上げられる高さを指定します。Z Clearanceの…
GVシリーズ 自動ディスペンシングシステム
145
www.nordsonefd.com/jp japan@nordsonefd.com +81-3-5762-2760 ノードソンEFDは、世界中で液剤塗布装置の販売・サービスを行なっております。
Var(バー)
クリック 機能
アドレスをダブル
クリックして、ド
ロップダウンメニ
ューから選択
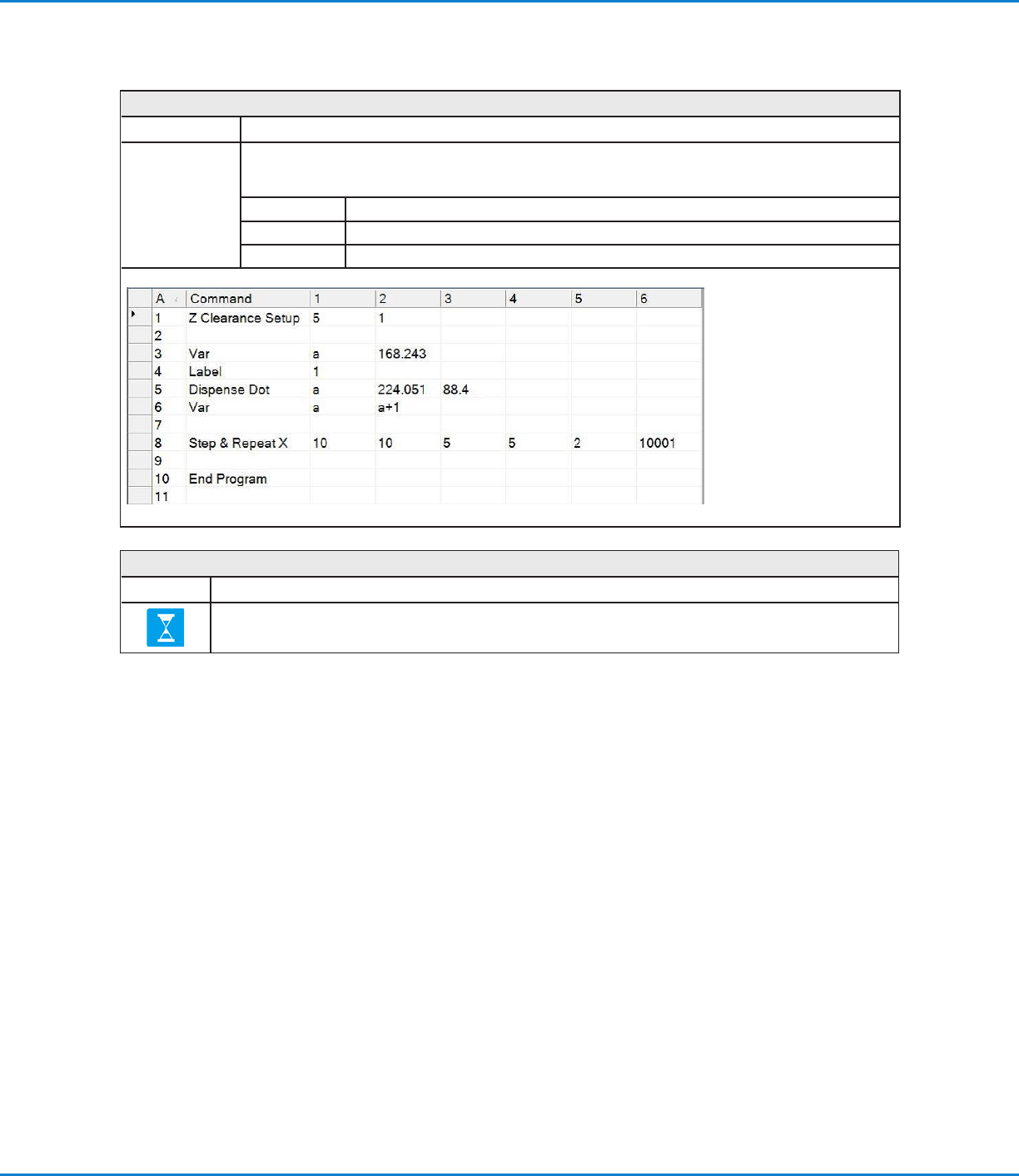
記号または文字に数値を割り当てることができます。割り当てられると、記号または文字を数値の代わりに
プログラムで使用できます。 Setコマンドを使用して、割り当てられた数値だけ座標を増減させることもで
きます。Varは、Find MarkおよびFiducial Markコマンドとともに使用できます。
パラメータ 説明(下図を参照)
Symbol 割り当てられたValueを表す記号または文字を入力します
Value 記号または文字が表す数値を入力します
Varコマンドを含むプログラムの例
Wait Point(待機ポイント)
クリック 機能
前のコマンドの直後に適用する待機ポイントを登録します。このコマンドが実行されると、ディスペンスノズル
は前のコマンドの終点で、指定された時間(秒)待機します。
付録A:コマンド機能リファレンス(続き)
GVシリーズ 自動ディスペンシングシステム
146
www.nordsonefd.com/jp japan@nordsonefd.com +81-3-5762-2760 ノードソンEFDは、世界中で液剤塗布装置の販売・サービスを行なっております。
Z Clearance Setup(Z間隔設定)
クリック 機能
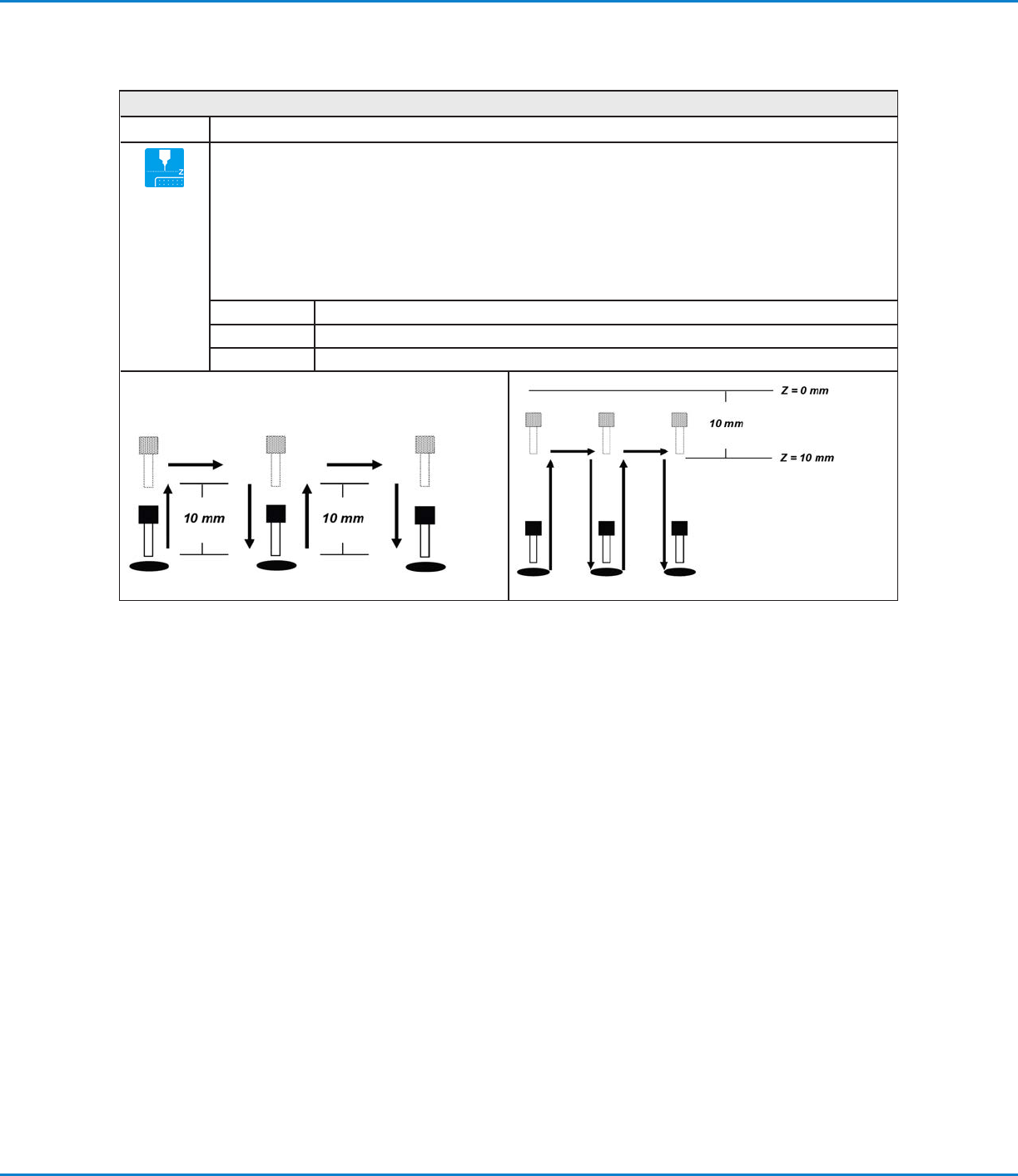
各塗布コマンド後にノズルが引き上げられる高さを指定します。Z Clearanceの目的は、ノズルをあるポイント
から次のポイントに移動するときにすべての障害物を乗り越えられるよう、十分な高さに引き上げることです。
ポイント間に障害物がない場合は、[Z Clearance]に小さな値(たとえば5 ㎜)を設定して、プログラムのサイク
ル時間を必要最小限に抑えることができます。
Z Clearanceは、さらに絶対値(0)と相対値(1)で定義できます。相対値として指定した場合、その高さまで
ノズルを引き上げる相対距離となります。絶対値として指定した場合、Z軸の0位置から、ノズルが引き上げられ
る高さまでの距離となります。指定したポイント位置のZ軸値は関係ありません。
ノードソンEFDは、Z Clearanceコマンドをプログラムの先頭に挿入することをお勧めしています。
パラメータ 説明(下の図を参照)
値 塗布後にノズルを持ち上げる高さ(単位はmm)。
0(Abs), 1(Rel) ノズルを引き上げる方法:0(Abs) = 絶対値、1(Rel) = 相対値
Z Clearance = 10 mm(相対値) Z Clearance = 10 mm(絶対値)
付録A:コマンド機能リファレンス(続き)
GVシリーズ 自動ディスペンシングシステム
147
www.nordsonefd.com/jp japan@nordsonefd.com +81-3-5762-2760 ノードソンEFDは、世界中で液剤塗布装置の販売・サービスを行なっております。
付録B:ウィザードを使用しない場合の設定手順
設定およびキャリブレーションの手順は、すべて[Robot Initial Setup]ウィザードが案内してくれます。[Robot Initial
Setup]ウィザードは、ノズルの交換を含め、システムに変更を加えた後に実行してください。ただし、この付録で説明する手順
は個別に実行できます。必要に応じて参照してください。
カメラのスケールを設定する
カメラは対象物を映すときにピクセルを実際の寸法に変換します。この変換をカメラが正確に行えるようにするためには、カメ
ラのスケールを設定して、1インチ当たりのピクセル数と比較した対象物のサイズをカメラに「学習させる」必要があります。 カ
メラの目盛りを設定するには、自動または手動のいずれかの方法を使用します。自動方式で何度も失敗する場合は、手動方式
を使 用してください 。
自動方式
# クリック 手順 参考画像
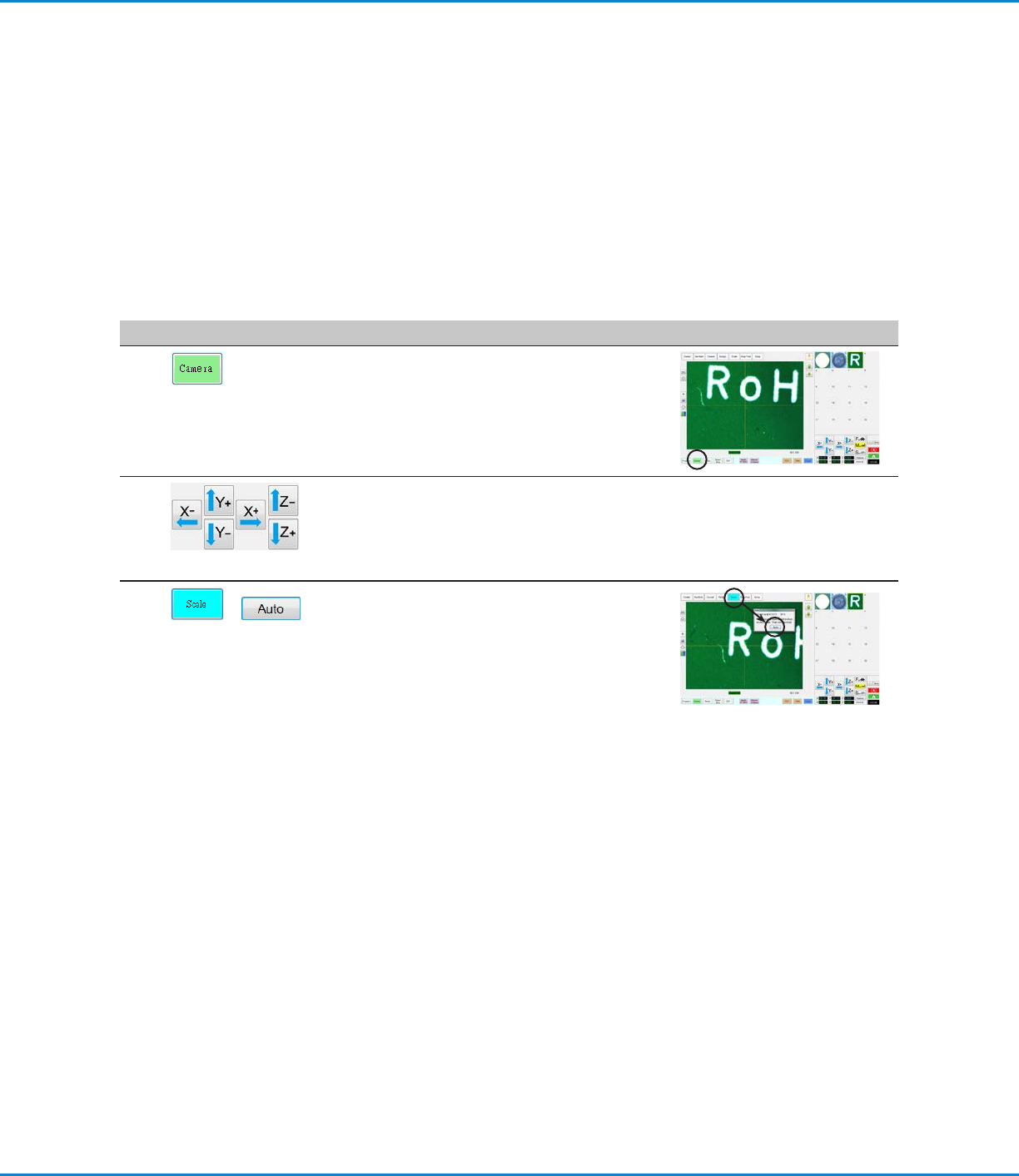
1
• [CAMERA]タブをクリックします。
2
• 塗布対象基材の右下隅にある基準点にカメラ
を移 動します。
• 画像の焦点を合わせます。カメラの焦点を合わ
せる手順については、「カメラ」(18ページ)を参
照してください 。
3
>
• [SCALE] >[AUTO] をクリックします。
残りのスケール設定プロセスは、システムが完
了します。