NXT系列编程手册NEXIM编.pdf - 第131页
PRG-NXTSN-006S0 2. Job 编制器 NXT 系列 编程手册 Nexim 编 117 d. 在 [ 外形编辑器 ] 上的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [ 圧力控制选项 ] 图标后,在 [ 属性 ] 区域 上设定以下的项目。 e. 在 [ 外形编辑器 ] 的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [ 电路板停止位置补正 ] 图标后,在 [ 属性 ] 区域上将 [Panel Stopping P…
2. Job 编制器 PRG-NXTSN-006S0
116 NXT 系列 编程手册 Nexim 编
5. 设定了压下动作时的加减速或者加圧力等项目后,具有与通常贴装动作时相同的功能。贴装元件压下
功能不进行元件的贴装。
备注
按照默认设定进行压下动作时,由于按照与通常贴装相同的速度进行压下动作,因此可能损坏元件及吸嘴。
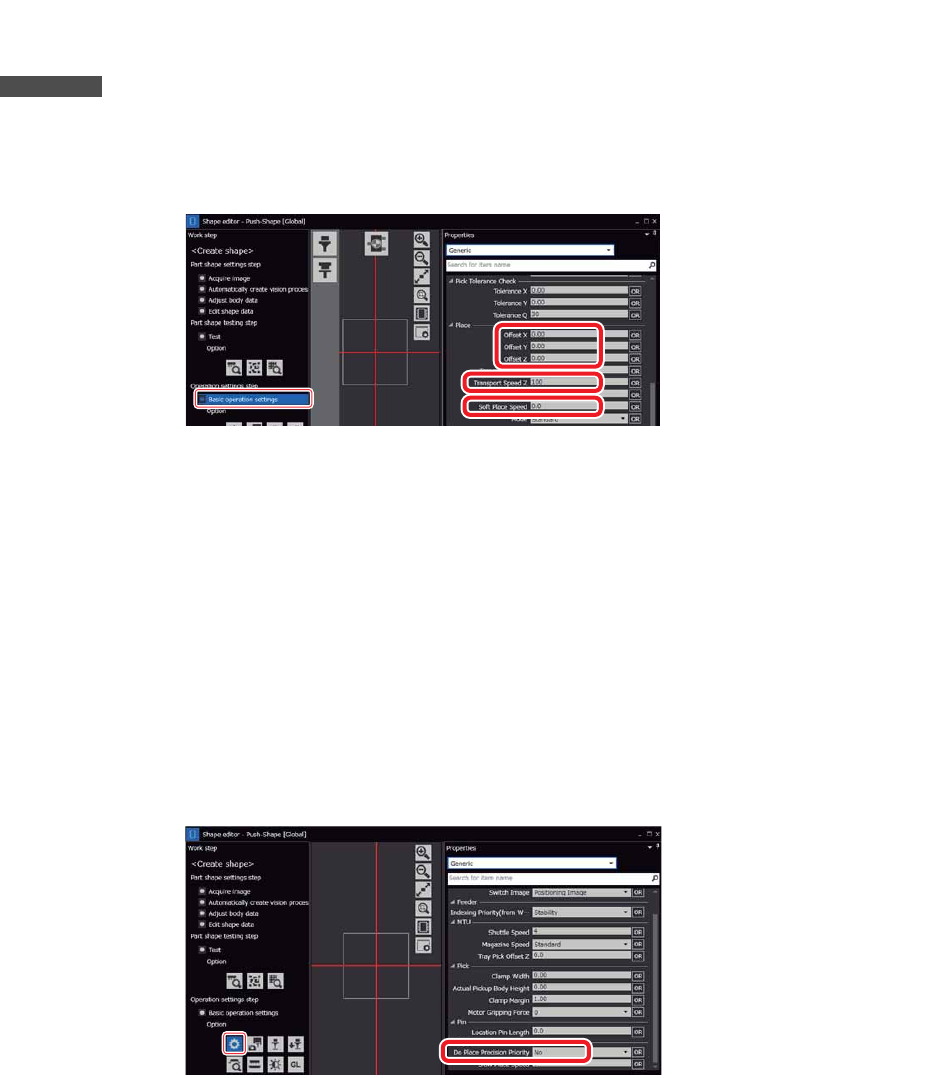
a. 在 [ 外形编辑器 ] 上选择 [ 动作设定步骤 ] 的 [ 基本动作设定 ] 后,在 [ 属性 ] 区域的 [Place] 上设定
以下的项目。
b. 在 [ 外形编辑器 ] 的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [ 详细设定 ] 图标后,在 [ 属性 ] 区域上将
[Place]-[Do Place Precision Priority] 设定为 “No”。
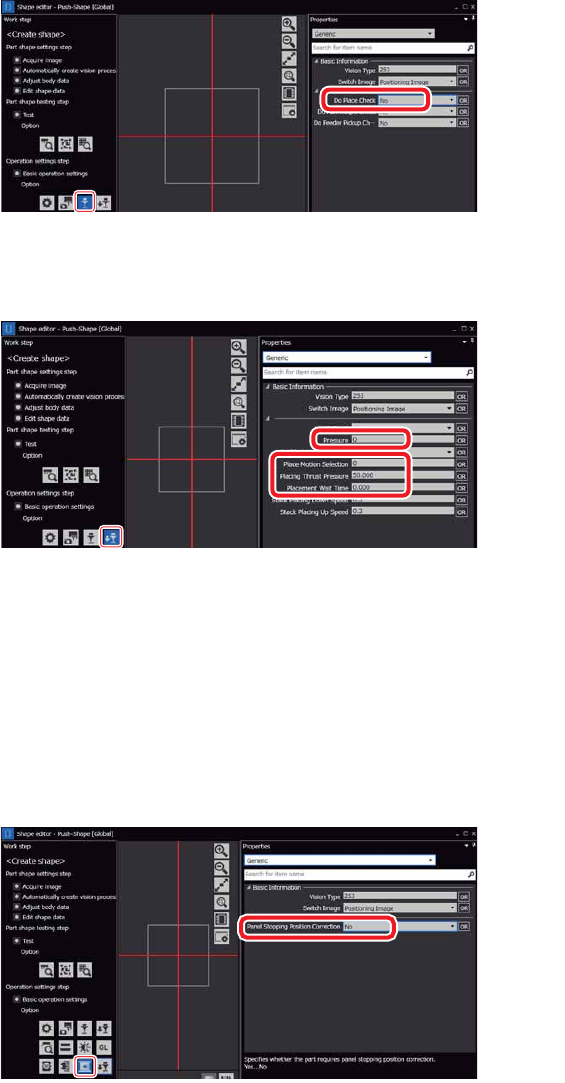
c. 在 [ 外形编辑器 ] 上的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [ 吸取 • 贴装检查 ] 图标后,在 [ 属性 ] 区
域上将 [Do Place Check] 设定为 “No”。
[Offset X]: 设定元件压下时的 X 方向修正值。
[Offset Y]: 设定元件压下时的 Y 方向修正值。
[Offset Z]: 设定元件压下高度的修正值。
[Transport Speed Z]: 设定元件压下时的 Z 轴加速度。
[Soft Place Speed]: 设定元件压下时的 Z 轴下降速度。
※ 设定必须在 [Generic] 中进行。
各个项目的详细设定内容请参照 「3.3 外形数据」。
01PRG-0444E
01PRG-0445E
PRG-NXTSN-006S0 2. Job 编制器
NXT 系列 编程手册 Nexim 编
117
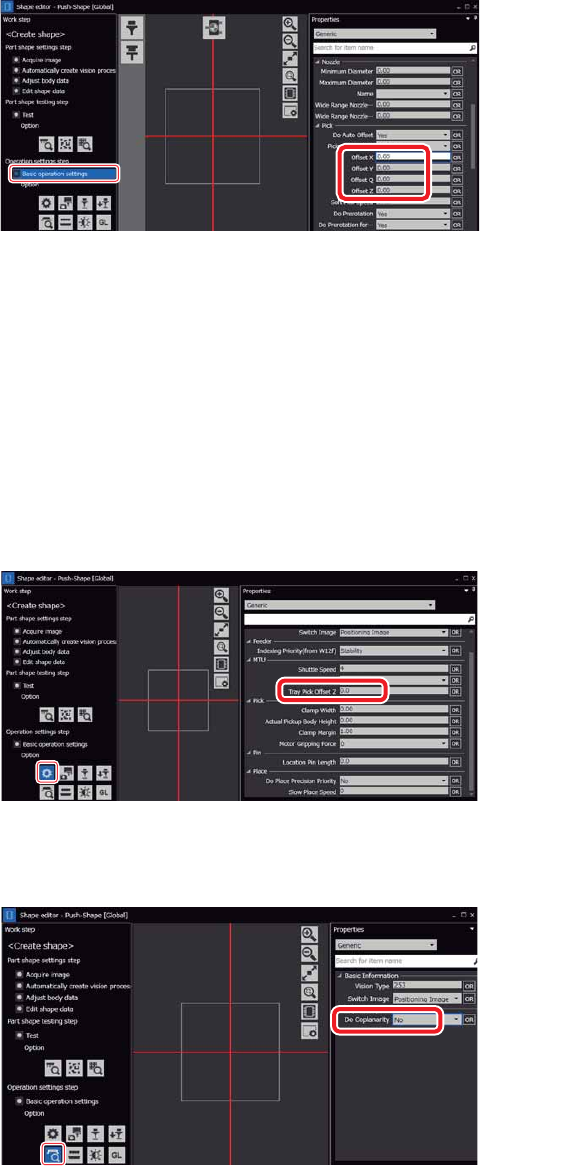
d. 在 [ 外形编辑器 ] 上的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [ 圧力控制选项 ] 图标后,在 [ 属性 ] 区域
上设定以下的项目。
e. 在 [ 外形编辑器 ] 的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [ 电路板停止位置补正 ] 图标后,在 [ 属性 ]
区域上将 [Panel Stopping Position Correction] 设定为 “No”。
f. 在 [ 外形编辑器 ] 上选择 [ 动作设定步骤 ] 的 [ 基本动作设定 ] 后,将 [ 属性 ] 区域的 [Pick] 以下的项
目设定为 “0”。
[Pressure]: 设定元件压下压力。
[Place Motion Selection]: 进行元件压下时,请设定 1 ~ 4。
[Placing Thrust Pressure]: 设定进行元件压下时的压力。
[Placement Wait Time]: 设定元件压下时 Z 轴在下降端的停留时间。
01PRG-0446E
01PRG-0447E
01PRG-0448E
2. Job 编制器 PRG-NXTSN-006S0
118 NXT 系列 编程手册 Nexim 编
• 设定为 “0” 的项目
g. 在 [ 外形编辑器 ] 的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [ 详细设定 ] 图标后,在 [ 属性 ] 区域上将
[MTU]-[Tray Pick Offset Z] 设定为 “0”。
h. 在 [ 外形编辑器 ] 的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [Coplanarity] 图标后,在 [ 属性 ] 区域上将
[Coplanarity]-[Do Coplanarity] 设定为 “No”。
i. 在 [ 外形编辑器 ] 的 [ 动作设定步骤 ] 的 [ 选项 ] 上单击 [Flux] 图标后,在 [ 属性 ] 区域上将 [Flux]-
[Do Flux] 设定为 “No”。
[Offset X]
[Offset Y]
[Offset Q]
[Offset Z]
01PRG-0449E
01PRG-0450E
01PRG-0452E