NXT系列编程手册NEXIM编.pdf - 第38页
2. Job 编制器 PRG-NXTSN-006S0 24 NXT 系列 编程手册 Nexim 编 2.4.3 机器模型的设定 在 [ 生产程序列表 ] 画面的 [ 对象模型 ] 上选择了模型的 [ 对象生产线 ] 上选择生产线后,在生产线图上选 择对象机器后,显示 [Setup] 区域内的机器模型的设定项目。 在 [Setup] 区域的 [ 机器模型 ] 内单击图标后,显示各个项目。请根据需要设定各个项目 。 • 没有显示目的图标时,…
PRG-NXTSN-006S0 2. Job 编制器
NXT 系列 编程手册 Nexim 编
23
Hexa 供料器 (HexaFeeder)
Dyna 工作头 (DynaHead)
Allocate Trays (TUL) 设定是否从顶部开始配置 TUL 料盘还是从底部开始配置料盘。
From Top: 从顶部开始配置。
From Bottom: 从底部开始配置。
Number of slots
occupied by stacked
TUL parts
设定料盘单元 -L 中的元件的占有料槽数。
1: 将所有料盘作为占有 1 个料槽进行优化。
2: 将所有料盘作为占有 2 个料槽进行优化。
3: 将所有料盘作为占有 3 个料槽进行优化。
Allocate the same
parts to one drawer
在料盘单元 -L/LT 中,设定是否对一个托架只配置相同的元件。
項目名 説明
Use Hexa Feeders 设定是否使用 HEXA 供料器。
Fix Current Hexa
Feeders
设定固定当前的 HEXA 供料器是否配置。
Optimize
HexaFeeder Units
设定是否自动调整 HEXA 供料器单元的数量。
项目名 说明
Optimize auto-tool
Configuration
考虑所有自动更换头个数的同时,设定最佳自动更换头的构成。
Number of R12
Auto-Tools owned
优化所有输入的 R12 自动更换头的构成。
Number of R4 Auto-
Tools owned
优化所有输入的 R4 自动更换头的构成。
Preferred multiple
set Auto-Tool
考虑对 1 个模组配置更多指定自动更换头的同时,设定自动更换头的构成。
Processing time limit 对使用的自动更换头进行优化,设定一次优化的时间。
Optimize auto-tool
to use
根据 Job 内所设定的自动更换头构成,设定实际生产时使用的自动更换头。
项目名 说明
2. Job 编制器 PRG-NXTSN-006S0
24 NXT 系列 编程手册 Nexim 编
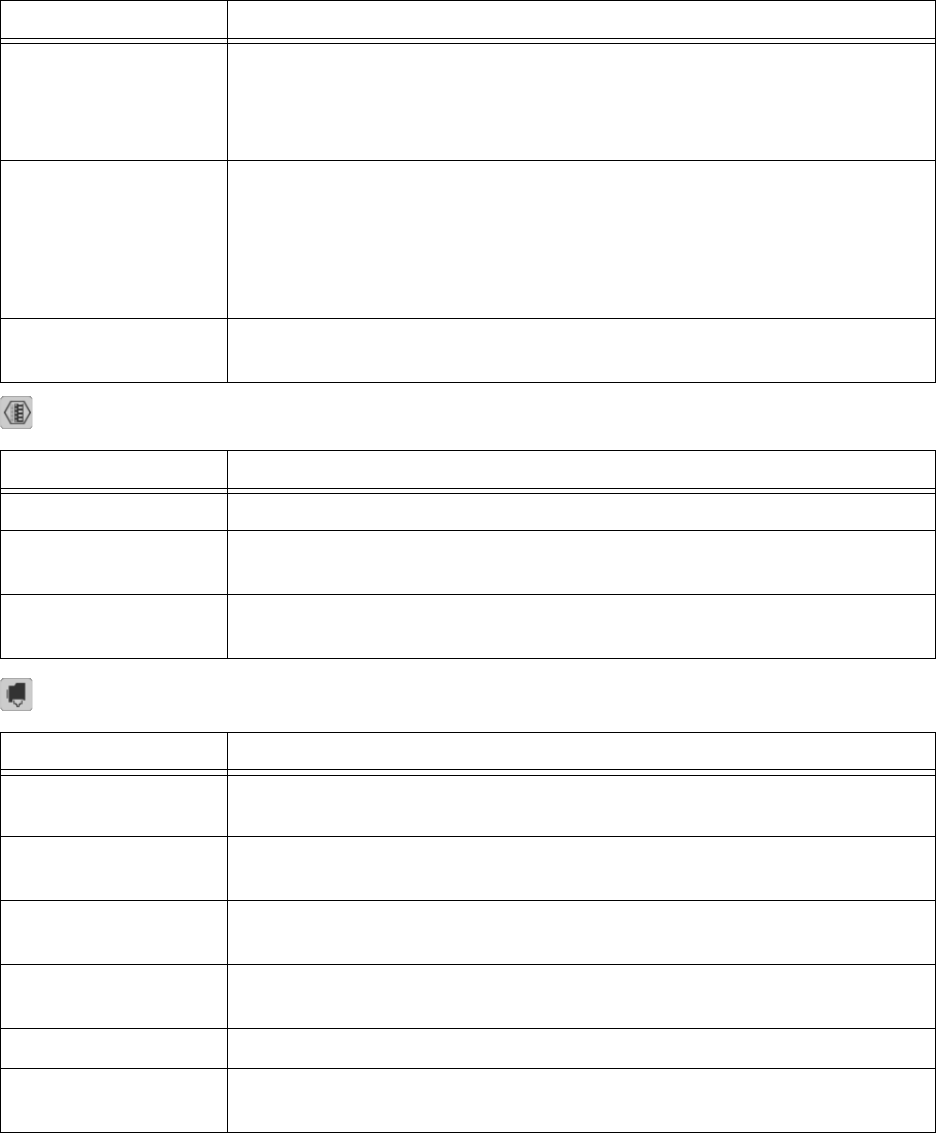
2.4.3 机器模型的设定
在 [ 生产程序列表 ] 画面的 [ 对象模型 ] 上选择了模型的 [ 对象生产线 ] 上选择生产线后,在生产线图上选
择对象机器后,显示 [Setup] 区域内的机器模型的设定项目。
在 [Setup] 区域的 [ 机器模型 ] 内单击图标后,显示各个项目。请根据需要设定各个项目。
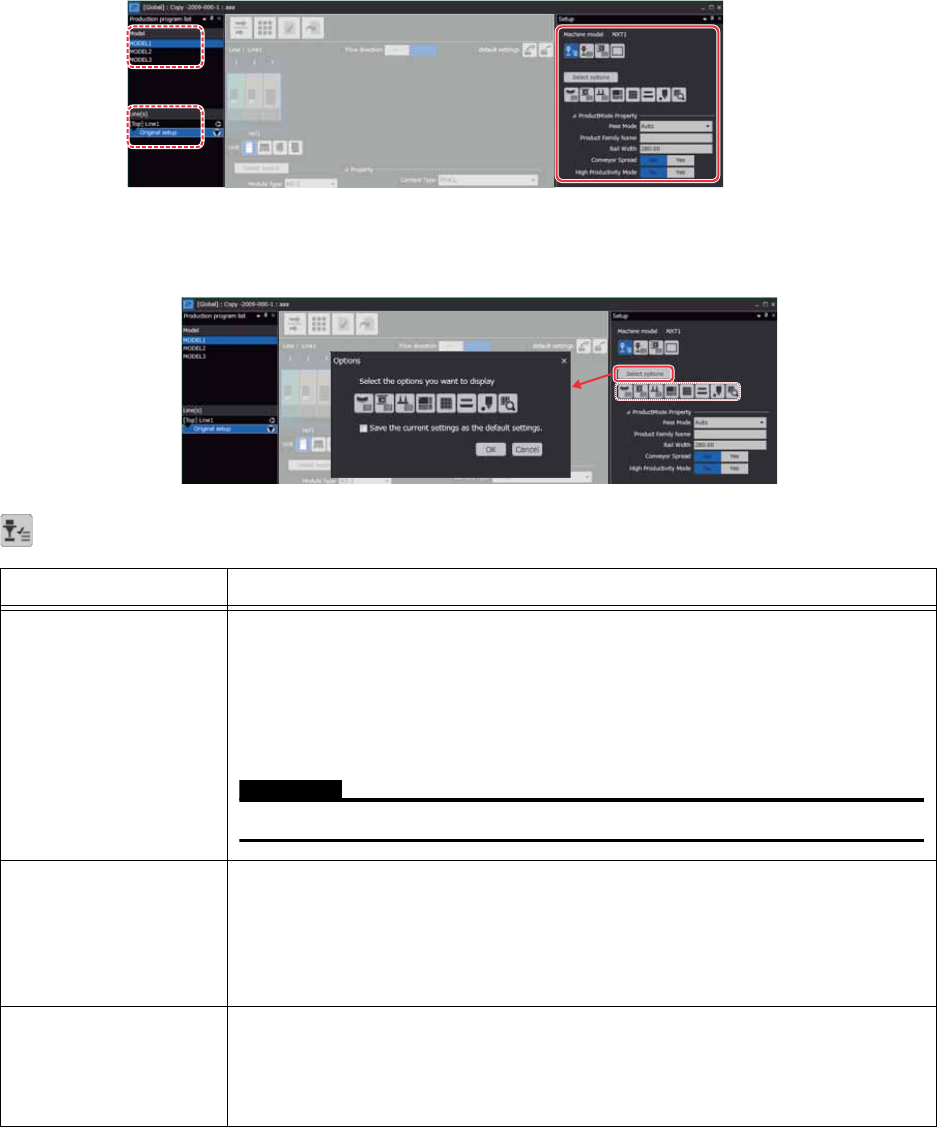
• 没有显示目的图标时,单击[Setup]区域的 [ 选项选择],在显示的[选项 ] 对话框内单击图标后,单击
[OK]。
生产模式 (Product Mode Property)
项目名 说明
Pass Mode 不进行生产,机器作为搬运轨道使用时设定。
On:启用 Pass Mode。
Off:关闭 Pass Mode。
Auto:自动设定 Pass Mode。
注意
生产中使用此功能时,需要在辅助软件设定。
Product Family
Name
Lane1 及 Lane2 同时生产不同电路板面时,请输入 Family Name。
只有一样的 Family Name 才可以同时生产。不同的 Family Name 无法同时
生产。
没有在 Family Name 输入的 Job,可以同时生产。
Rail Width 设定轨道 2 的基准轨道固定位置。
只有把 [Fix Rail] 设定为 [Yes] 时才显示。
请根据使用的 Buckup plate 进行设定。
01PRG-0532E
01PRG-0545E
PRG-NXTSN-006S0 2. Job 编制器
NXT 系列 编程手册 Nexim 编
25
生产条件 (Product Condition Property)
搬运 (Conveyance Property)
Conveyor Spread 设定是否进行双搬运轨道的两端导轨的固定。
Yes:进行
No:不进行
Rail Distance 设定从第 1 导轨到第 4 导轨的距离。
0 时两端靠近。(NXT-2/NXT-3 为 610mm, NXT-2c/NXT-3c 为は 380mm。
)
High Productivity
Mode
设置是否使用生产优先模式。详细请参照 「2.5.29 使用生产优先模式时」。
Target Heads High
Productivity Mode
设定要使用生产优先模式进行贴装的工作头。
项目名 说明
Placed Parts Height 设定来自前工序机器的电路板的先行贴装的元件高度。
Do Advance Pickup 设定是否启用元件的先行抓取吸取功能。
Fix Placement Pitch 要以指定间隔贴装元件时进行设定。
请指定 2 个在贴装、点胶、检查顺序时进行参照的基准定位点。
此功能和 PAM 模式不能并用。
项目名 说明
Speed 设定电路板的搬运速度。
High: 可以稳定搬运标准元件的电路板的速度。
Middle: 相当于 High 的 70%的搬运速度
Low: 相当于 High 的 50%的搬运速度
ULow: 相当于 High 的 30%的搬运速度
Decelerate Module
No.
设定在送出侧降低电路板搬运速度的模组号码。
Speed After
Decelerate
此项目仅在 [Decelerate Module No.] 中设定了模组号码时才显示。
设定减速后的搬运速度。此速度必须小于 [Speed] 中所指定的速度。
Clamp Torque 设定电路板夹紧时的夹紧力矩。
Normal: 通常
Soft: 较小 (在易碎电路板的时候使用。)
Bottom Side Part
Height
设定电路板反面的元件高度。如果元件高度较低,可以缩短搬运时间。
项目名 说明