NXT系列编程手册NEXIM编.pdf - 第160页
2. Job 编制器 PRG-NXTSN-006S0 146 NXT 系列 编程手册 Nexim 编 注意事项 以下情况时发生错误。请在修正动态 BOM 变更文件的错误原因后 ,重新开始生产。 • 机器内不存在读取的电路板 ID 的动态 BOM 变更文件时 • 动态 BOM 变更文件的格式错误时 • 要切换的元件号码不存在时 • 指定了 1001 个以上的参照点 (<Seq>< /Seq>Tag 数 ) 时 格式…
PRG-NXTSN-006S0 2. Job 编制器
NXT 系列 编程手册 Nexim 编
145
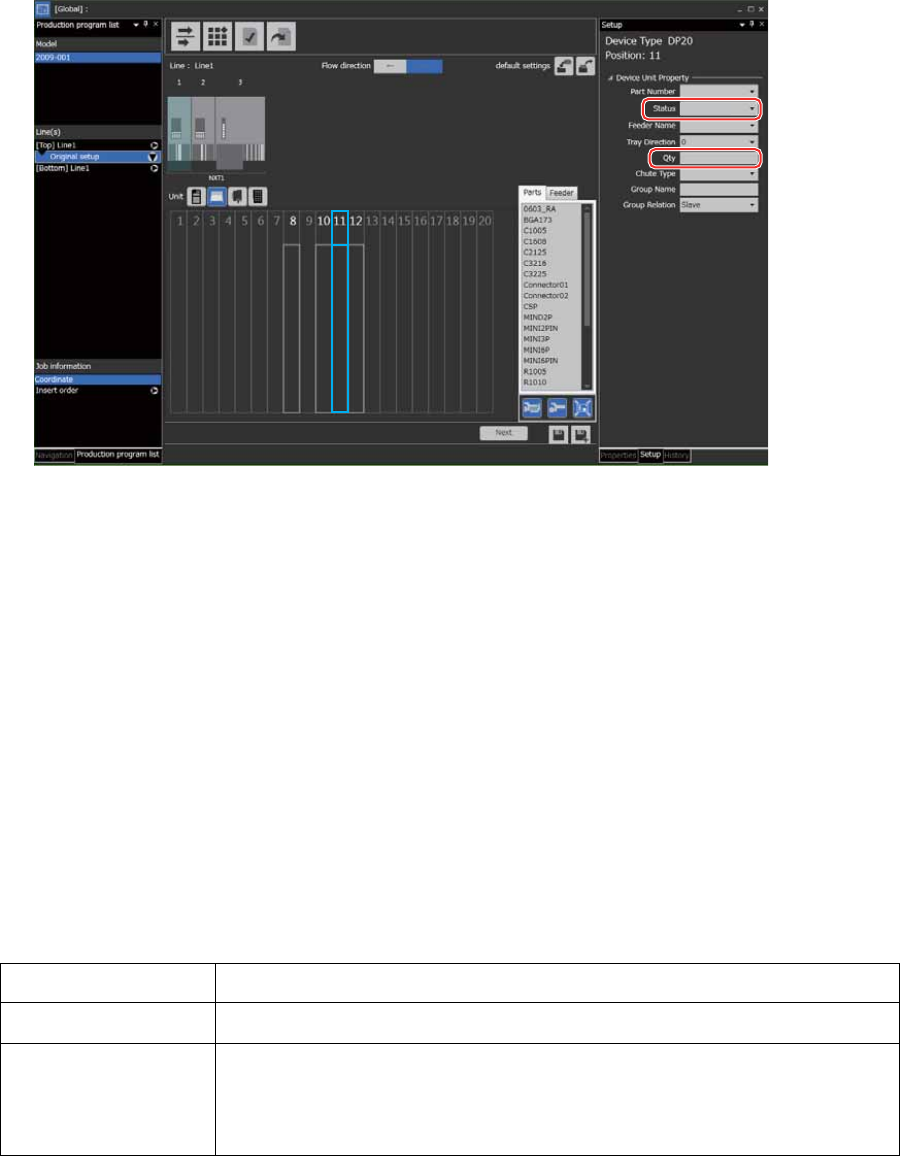
b. 请在生产线图上选择对象模组。
c. 请在[单元]上单击[Part Supply Unit]图标。
d. 请进行 Parts B、Parts C、Parts D 的分配。
e. 请将每个分配元件的 [Device Unit Property] 的 [Status] 设定为 "Fixed",请确认 [Qty] 的数值是否
大于 1。
注意事项
• 多个吸嘴头的工作头时,对于可能在特定参照点上贴装的所有元件,请使用相同的吸嘴。
• 请对上例中 PartsB、PartsC、PartsD 的 Shape 数据所记载的吸嘴名和吸嘴直径范围( 最小、最大 ) 以
及 Wide Range 吸嘴尺寸范围 ( 最小、最大 ) 都使用相同值。
• 可以对特定参照点进行贴装的元件种类数大于进行贴装的顺序数时,不能进行元件分配。(例如,
上例中 Ref.8 中,有 6 个贴装顺序和 3 种类可以贴装的元件。如果元件种类达到 7 种时,就不能进
行元件分配。)此种情况时,可以使用虚设顺序,并在之后说明的动态 BOM 变更文件内进行顺序
跳过。但是,使用 MES I/F 的用户系统内,实施贴装顺序检查后停止机器的运用时,不能使用虚设
顺序,请切换为通常的 Job。
动态 BOM 变更文件的准备
本章节说明使用动态 BOM 生产功能时所需变更文件的规格。请用户自己准备自动创建文件的系统构建。
每个电路板 ID 都需要使用动态 BOM 变更文件指定在特定参照点上贴装的元件种类。请如下所示,在指定
位置上准备规格数据。
创建对象 PC Machine Communication Server PC
创建对象文件夹 fujiweb\RWB\RefToPartNum
文件名 < 电路板 ID>_< 电路板面 >.xml
例)电路板 ID 为 ABC00001 时 Top 面时 ABC00001_T.xml
电路板 ID 为 ABC00002 时 Bottom 面时 ABC00002_B.xml
01PRG-0572E
㻼㼍㼞㼠㼟㻭
㻼㼍㼞㼠㼟㻮
㻼㼍㼞㼠㼟㻯
㻼㼍㼞㼠㼟㻰
㻞
㻼㼍㼞㼠㼟㻯
㻲㼕㼤㼑㼐
2. Job 编制器 PRG-NXTSN-006S0
146 NXT 系列 编程手册 Nexim 编
注意事项
以下情况时发生错误。请在修正动态 BOM 变更文件的错误原因后,重新开始生产。
• 机器内不存在读取的电路板 ID 的动态 BOM 变更文件时
• 动态 BOM 变更文件的格式错误时
• 要切换的元件号码不存在时
• 指定了 1001 个以上的参照点 (<Seq></Seq>Tag 数 ) 时
格式
<?xml version="1.0" encoding="utf-8"?>
<result name='DynamicPlaceSeq'>
<Seq>
<BN>1</BN>
<Ref>Placement01</Ref>
<PN>PartsA</PN>
<Skip>0</Skip>
</Seq>
<Seq>
<BN>1</BN>
<Ref>Placement02</Ref>
<PN>PartsA</PN>
<Skip>0</Skip>
</Seq>
・
・
</result>
← [ 固定 ]
← [ 固定 ]
←元件切换的参照点单位
←子电路板号码 (0 ~ )
←参照点名
←切换的元件号码名
←跳过 (0: 根据 Job / 1: 进行 )
←下一参照点单位
← [ 固定 ]
时机 请在将对象电路板送入机器之前创建。
补充说明 • Job 内存在但是文件内没有记载的参照点根据 Job 进行贴装。(请仅记载进
行与 Job 不同的贴装的参照点。)
• 即使对所有参照点都根据 Job 进行贴装的电路板,也需要创建文件。请创
建只有固定行的文件。
• 请对每块电路板创建 1 个文件。两面电路板时需要 2 个文件。
• 只要实施跳过指示 (1) 时,可以使用空元件号码。但是需要 Tag<PN></
PN> 的记载。
• 使用子电路板号码 0 进行指定时,所有子电路板的指定参照点名都是对
象。
限制事项 可以指定的最大参照点数 (<Seq></Seq>Tag 数 ) 为 1000。
PRG-NXTSN-006S0 2. Job 编制器
NXT 系列 编程手册 Nexim 编
147
2.5.33 进行 PIN 转印时
PIN 转印是一种将接合材料 (锡膏、助焊剂、胶着剂等)供应到电路板上的方法。将带有匹配电路板图形
的 PIN 的吸嘴进行浸渍使其附着接合材料后、再将接合材料转印到电路板上。
• 设定进行 PIN 转印时 Job 内的 PIN 转印用数据。
• PIN 转印的动作与通常的贴装顺序不同。不进行元件吸取动作,但是进行影像处理以及贴装动作。
必要器材
单元
• G04(F) 工作头
• 浸渍助焊剂单元
• PIN 转印用吸嘴
创建 Job
1. 请准备元件数据。
• 使用与 PIN 转印用吸嘴组合发布的元件数据 (元件号码、外形、封装)和吸嘴规格数据。请导入各
数据并将其分配给 Job。
• 关于使用多个吸嘴同时进行 PIN 转印的方法,请参照之后说明的 「进行同时浸渍时」。
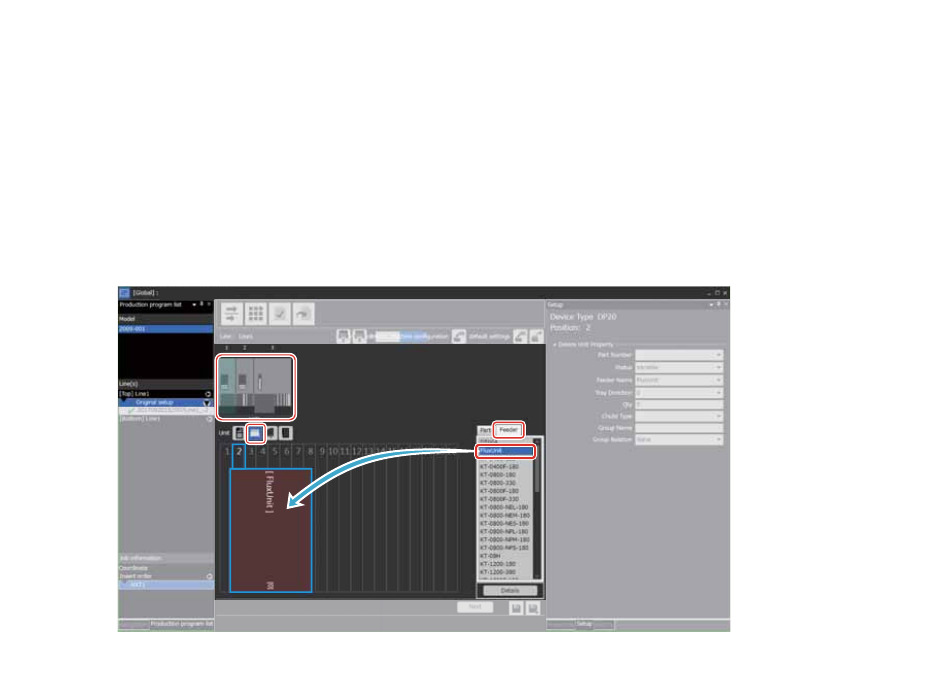
2. 请对供料器料槽设定浸渍助焊剂单元。
a. 显示 [ 生产程序列表 ] 画面后在 [ 对象生产线 ] 内选择生产线,请选择进行 PIN 转印的模组。
b. 单击 [ 单元 ] 内的 [Part Supply Unit] 图标,请对供料器料槽设定浸渍助焊剂单元。
3. 请设定 PIN 转印顺序用的料槽。
c. 请对供料器料槽设定 PIN 转印顺序用的料槽。
• 在 PIN 转印顺序时不进行元件吸取动作。推荐将 PIN 转印顺序用料槽的配置位置固定在模组两端
(通过将 [Device Unit Property] - [Status] 设定为 “Fixed” 进行固定配置后,优化时不被重新配
置)。以上配置后,普通元件就可以配置在靠近元件相机的位置。
01PRG-0584E