NXT系列编程手册NEXIM编.pdf - 第149页
PRG-NXTSN-006S0 2. Job 编制器 NXT 系列 编程手册 Nexim 编 135 • 无论对 Top 面和 Bottom 面,都请逐个进行设定。 • 请将 [Board] 为 ”0”, [Type] 为 ”Skip”, [Level] 为 ”Panel” 的定位点顺 序的 [Decide] 设定为 ”Yes”。 • 读取坐标必须设定在 Top 面和 Botto m 面的不同判别颜色的位置上。 • 设定的跳过定位点不能…
2. Job 编制器 PRG-NXTSN-006S0
134 NXT 系列 编程手册 Nexim 编
2.5.28 正反随机生产
根据电路板上的定位点来切换 Job 的功能,就是在开头模组上读取判断贴装电路板面的定位点 ( 以下为
Job 识别定位点 ) 来决定贴装电路板面的生产功能。从第 2 个模组开始不实施 Job 识别定位点的读取。
必要器材
对应单元
• (注)可以生产的电路板尺寸等规格与双搬运轨道机器相同。
限制以及注意事项
• 单通道运用 (电路板 Y 尺寸大于 280mm)时不能使用。
• 不对应 M3 双模组生产。
• 不对应突出电路板元件的搬运和贴装。
• 不对应自动换线功能。
• 开头模组上不进行料盘先读先出,吸嘴先行更换,元件先行抓取动作。
• 不对应 NPI 支持功能。
• 使用使用此功能的自动支撑销时,请在 Top 面和 Bottom 面上设定相同的支撑销配置。可以在任何
一个通道上实施支撑销配置确认模式。
• 使用使用此功能的机上子电路板跳过时,不能以电路板面为单位设定不同的子电路板跳过。要进行
与电路板面无关的指定子电路板的跳过时,请在通道 1 和通道 2 进行相同的跳过设定。设定后,取
入的电路板进行所设定的子电路板跳过,与电路板面无关。
设定方法
为了判断贴装的电路板面,设定 Job 识别定位点顺序。
根据跳过定位点实施 Job 切换时
通常的跳过定位点顺序不能作为 Job 识别定位点顺序来使用。请在通常的跳过定位点顺序外,另外设定
Job 识别专用的跳过定位点顺序。
此外,实施根据跳过定位点的 Job 切换时,必须使用电路板停止位置补正功能。不使用电路板停止位置补
正功能时,可能发生 Job 识别定位点的读取位置偏移或者判別颜色的误检测,导致没有在电路板面进行实
际生产。
NXT-2 NXT-2c NXT-3 NXT-3c
基座单元 2M-2/4M-2 2M-2c/4M-2c 2M-3/4M-3 2M-3c/4M-3c
模组单元 M3-2/M6-2 M3-2c/M6-2c M3-3/M3-3S/M6-3 M3-3c/M6-3c
搬运轨道单元 单搬运轨道 (注),双搬运轨道
PRG-NXTSN-006S0 2. Job 编制器
NXT 系列 编程手册 Nexim 编
135
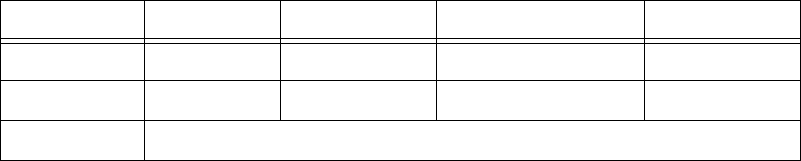
• 无论对 Top 面和 Bottom 面,都请逐个进行设定。
• 请将 [Board] 为 ”0”,[Type] 为 ”Skip”,[Level] 为 ”Panel” 的定位点顺序的 [Decide] 设定为
”Yes”。
• 读取坐标必须设定在 Top 面和 Bottom 面的不同判别颜色的位置上。
• 设定的跳过定位点不能和通常的跳过定位点并用。请作为判断电路板面的专用定位点进行设定。
注意
设定坐标的 Top 面和 Bottom 面的颜色相同时,不能正确判断电路板面。
根据 Fiducial 定位点实施 Job 切换时
通常的 Fiducial 定位点顺序不能作为 Job 识别定位点顺序来使用。
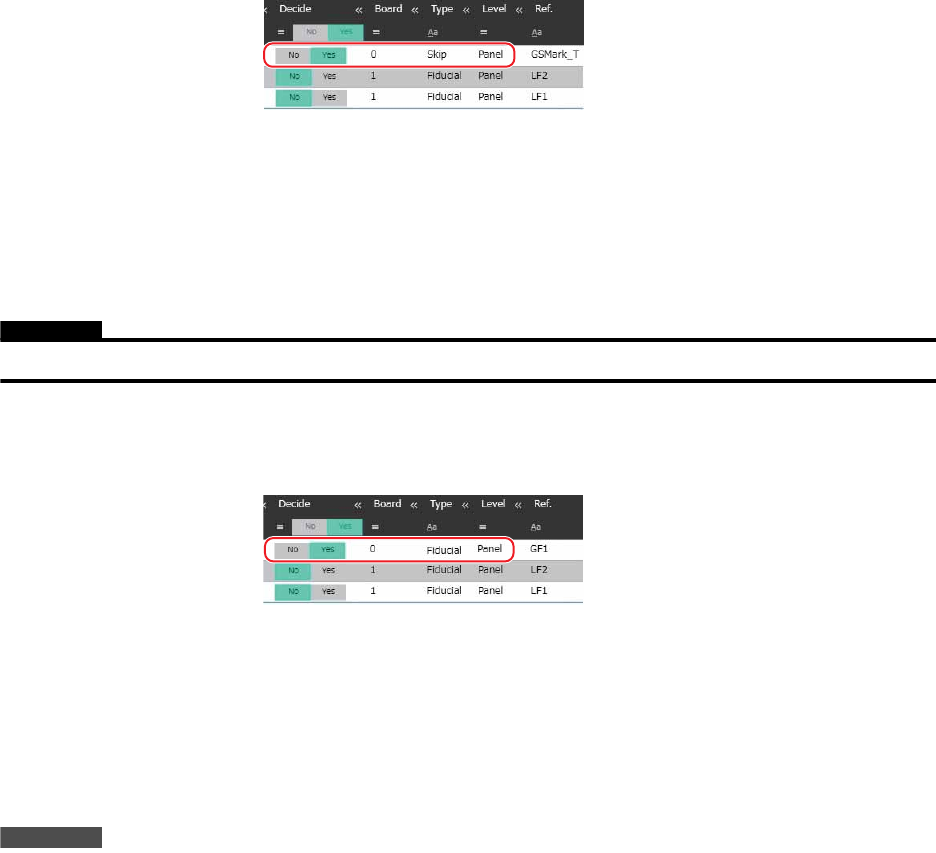
• 无论对 Top 面和 Bottom 面,都请逐个进行设定。
• 请将 [Board] 为 ”0”,[Type] 为 ”Fiducial”,[Level]为 ”Panel” 的定位点顺序的[Decide]设定
为 ”Yes”。
• 读取坐标相同时,请在 Top 面和 Bottom 面上设定便于判别的不同定位点形状。
• 设定的基准定位点可以和通常的补正定位点并用。
备注
读取坐标不同时 (定位点相机上进入的视野不同时)可以为相同定位点。
电路板停止位置补正功能
实施根据跳过定位点的 Job 切换时,必须使用电路板停止位置补正功能。不使用电路板停止位置补正功能
时,可能发生 Job 识别定位点的读取位置偏移或者判別颜色的误检测,导致没有在电路板面进行实际生
产。
此外,使用电路板停止位置补正功能时,存在以下限制。
• 不对应使用 F 定位点的电路板停止位置补正。
• 与电路板边缘定位点位置或电路板边缘相关的设定,请在 Top 面和 Bottom 面上进行同样设定。
在单搬运轨道机器上实施时
因为实际机器上即使对单搬运轨道也作为双搬运轨道机处理,所以电路板尺寸等的规格与双搬运轨道相同。
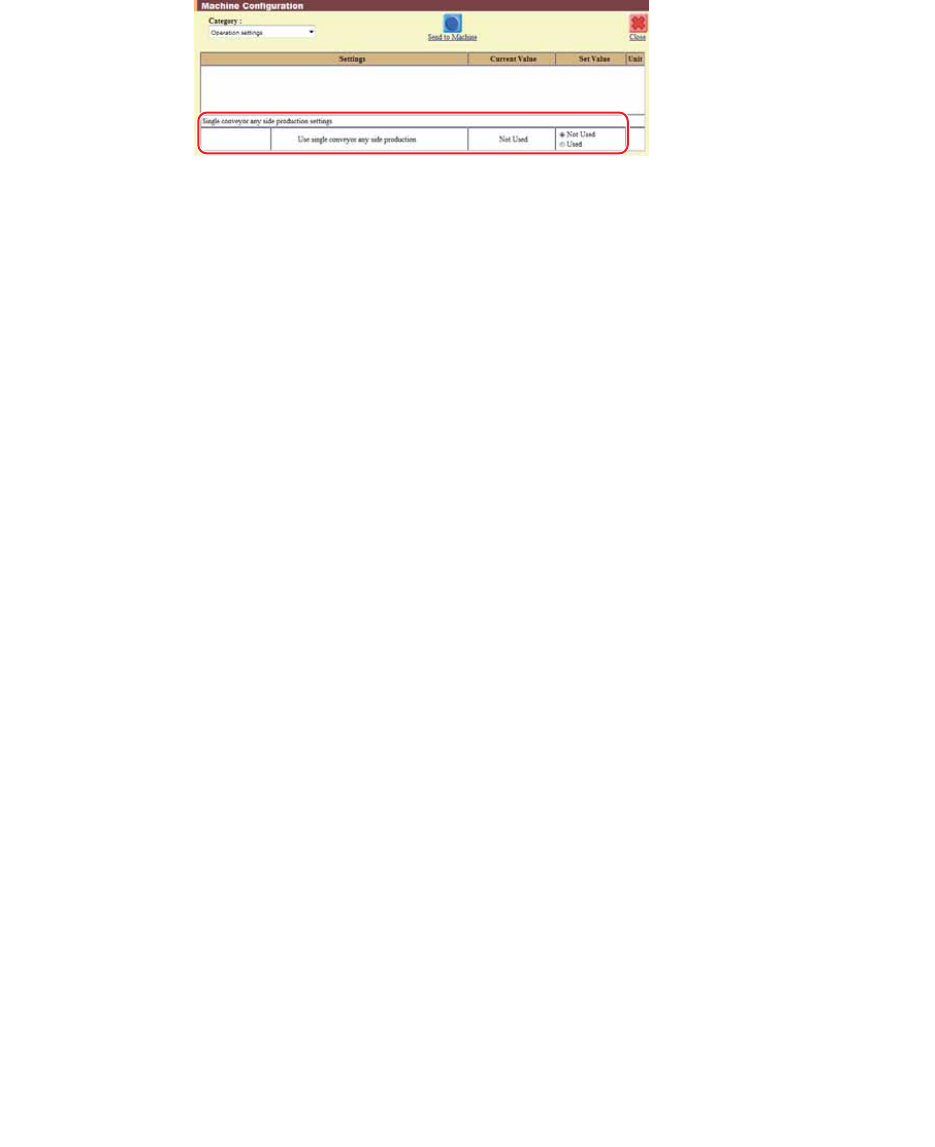
• 请将生产线的搬运轨道类型设定为 ”Double”。
• 请将机器功能设定的[生产动作功能设定]-[单搬运轨道机上TopBottom随机生产设定]项目设定为”
使用 ”。
01PRG-0386
01PRG-0387
2. Job 编制器 PRG-NXTSN-006S0
136 NXT 系列 编程手册 Nexim 编
2.5.29 使用生产优先模式时
使用生产优先模式后可以提高产能 (生产効率)。
以下说明使用生产优先模式时所需要的器材以及设定。
必要器材
对象机器
• NXT-3、NXT-3c
单元
• H02F、H08M、H24(G, S) 工作头
• W04f、W08f 供料器
注意事项
• 生产优先模式的贴装精度与标准模式的不同。贴装精度不安定时,请解除设定,停止使用生产优先
模式。
设定方法
使用生产优先模式时需要进行以下的设定。
1. 在显示在 [ 生产程序列表 ] 画面的 [ 对象生产线 ] 上选择生产线。
2. 在生产线图上选择作为对象的模组。
3. 在 [ 单元 ] 上单击 [Module] 图标。
4. 在 [ 安装 ] 区域的 [ProductMode Property] 上将 [High Productivity Mode] 设定为 “Yes”后,单击
[Target Heads High Productivity Mode] 的 [...]。
5. 在显示的对话框内选择使用的工作头后,单击 [OK]。
01PRG-0388-E