NXT系列编程手册NEXIM编.pdf - 第37页
PRG-NXTSN-006S0 2. Job 编制器 NXT 系列 编程手册 Nexim 编 23 Hexa 供料器 (HexaFeeder) Dyna 工作头 (DynaHead) Allocate Trays (TUL) 设定是否从顶部开始配置 TUL 料盘还是从底部开始配置料盘。 From Top: 从顶部开始配置。 From Bottom: 从底部开始配置。 Number of slots occupied by stack e…
2. Job 编制器 PRG-NXTSN-006S0
22 NXT 系列 编程手册 Nexim 编
定位点 (Mark)
料盘 (Tray)
Do M3 Paired
Modules Shift
Production
设定是否选择以下优化方式: 在 M3 双模组上执行电路板 X 尺寸 (向机器搬
入电路板的长度)大于 250mm 小于 454mm 的 Job 的生产时, 不向进行 M3
双模组生产的模组分配干涉区域 ( 受相邻模组贴装位置的影响处于贴装等待状
态的区域 ) 的元件, 而是移动电路板、在其他进行 M3 双模组生产的模组上生
产。
No:不选择上述优化方式
Yes - Minimum Slot:执行上述优化使料槽数量达到最少
Yes - For Cycle Time:在优先周期时间的前提下执行上述优化
Optimize For Single
Module Production
(M3)
指定是否承认对 X (对机器的电路板搬入长度)为 250 ~ 305 mm 的电路板
进行 M3 单模组生产。
此设定对超过范围的电路板无效。
Change Panel
Stopping Position
(M3-Single)
设定在 M3 单模组上生产电路板尺寸 X (对机器的电路板搬入长度)为
250mm ~ 305mm 的电路板时,是否进行电路板停止位置优化的设定。
Consider Mark
Coordinates and
Optimize
[Optimize For Single Module Production (M3)] 为 [Yes] 时,设定是否考虑
定位坐标后分配到模组上。
Auto set M3 paired &
single module prod
ratio
指定是否承认对 X (对机器的电路板搬入长度)为 250 ~ 305 mm 的电路板
进行 M3 双模组生产。
此设定对超过范围的电路板无效。
项目名 说明
Mark Reset 设定是否清除对象顺序的基准定位点设定后进行自动选择。
设定为 [n/c] 时,只对还没有指定基准定位点的顺序进行基准定位点的自动选
择。
设定为 [Reset] 时,清除所有已指定的基准定位点,自动选择所有顺序的基准
定位点。
Mark Compensation
Count
设定在使用基准定位点的自动选择功能时,是否使用多个定位点。
对于没有指定基准定位点顺序的设定有效。
[Mark Reset] 设定为 [Reset] 时,对于所有顺序的设定都有效。
项目名 说明
Adjust Tray Direction 设定在执行优化时是否进行 Tray Direction 的调整。
Tray Direction 设定 [Tray Direction] 调整方法。
只有把 [Adjust Tray Direction] 设定为 [Yes] 时显示。
设定 [Auto] 时,自动调整 Tray Direction。指定角度时,调整所有的 Tray 角
度。
项目名 说明
PRG-NXTSN-006S0 2. Job 编制器
NXT 系列 编程手册 Nexim 编
23
Hexa 供料器 (HexaFeeder)
Dyna 工作头 (DynaHead)
Allocate Trays (TUL) 设定是否从顶部开始配置 TUL 料盘还是从底部开始配置料盘。
From Top: 从顶部开始配置。
From Bottom: 从底部开始配置。
Number of slots
occupied by stacked
TUL parts
设定料盘单元 -L 中的元件的占有料槽数。
1: 将所有料盘作为占有 1 个料槽进行优化。
2: 将所有料盘作为占有 2 个料槽进行优化。
3: 将所有料盘作为占有 3 个料槽进行优化。
Allocate the same
parts to one drawer
在料盘单元 -L/LT 中,设定是否对一个托架只配置相同的元件。
項目名 説明
Use Hexa Feeders 设定是否使用 HEXA 供料器。
Fix Current Hexa
Feeders
设定固定当前的 HEXA 供料器是否配置。
Optimize
HexaFeeder Units
设定是否自动调整 HEXA 供料器单元的数量。
项目名 说明
Optimize auto-tool
Configuration
考虑所有自动更换头个数的同时,设定最佳自动更换头的构成。
Number of R12
Auto-Tools owned
优化所有输入的 R12 自动更换头的构成。
Number of R4 Auto-
Tools owned
优化所有输入的 R4 自动更换头的构成。
Preferred multiple
set Auto-Tool
考虑对 1 个模组配置更多指定自动更换头的同时,设定自动更换头的构成。
Processing time limit 对使用的自动更换头进行优化,设定一次优化的时间。
Optimize auto-tool
to use
根据 Job 内所设定的自动更换头构成,设定实际生产时使用的自动更换头。
项目名 说明
2. Job 编制器 PRG-NXTSN-006S0
24 NXT 系列 编程手册 Nexim 编
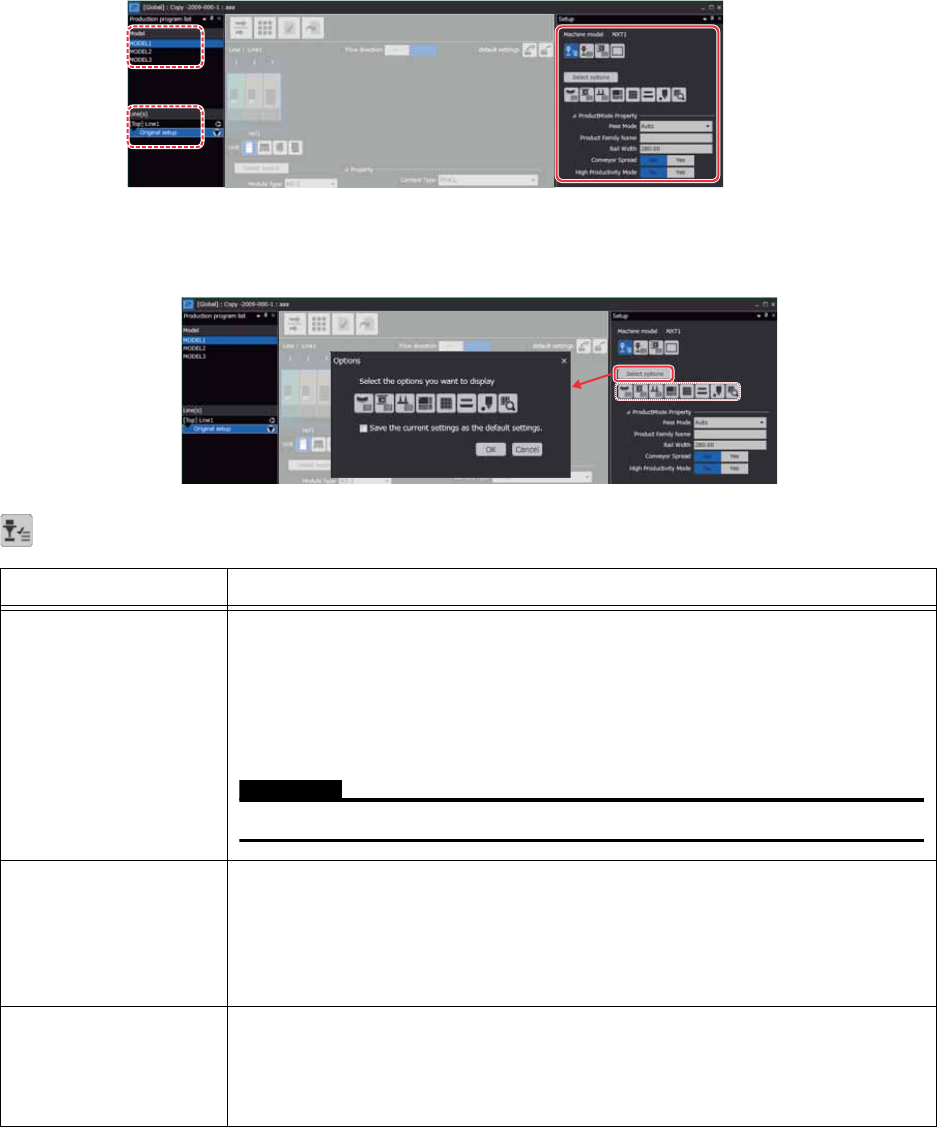
2.4.3 机器模型的设定
在 [ 生产程序列表 ] 画面的 [ 对象模型 ] 上选择了模型的 [ 对象生产线 ] 上选择生产线后,在生产线图上选
择对象机器后,显示 [Setup] 区域内的机器模型的设定项目。
在 [Setup] 区域的 [ 机器模型 ] 内单击图标后,显示各个项目。请根据需要设定各个项目。
• 没有显示目的图标时,单击[Setup]区域的 [ 选项选择],在显示的[选项 ] 对话框内单击图标后,单击
[OK]。
生产模式 (Product Mode Property)
项目名 说明
Pass Mode 不进行生产,机器作为搬运轨道使用时设定。
On:启用 Pass Mode。
Off:关闭 Pass Mode。
Auto:自动设定 Pass Mode。
注意
生产中使用此功能时,需要在辅助软件设定。
Product Family
Name
Lane1 及 Lane2 同时生产不同电路板面时,请输入 Family Name。
只有一样的 Family Name 才可以同时生产。不同的 Family Name 无法同时
生产。
没有在 Family Name 输入的 Job,可以同时生产。
Rail Width 设定轨道 2 的基准轨道固定位置。
只有把 [Fix Rail] 设定为 [Yes] 时才显示。
请根据使用的 Buckup plate 进行设定。
01PRG-0532E
01PRG-0545E