XPF-1.0S编程手册.pdf - 第210页
PRG-XPF-1.0S 6. 编辑程序 XPF 编程手册 201 9. 定位点 No.(0 ~ 20 00) 输入定位点编号。 只要不与其他 「定位点 No.」相重复 ,任何号码都可以输入,但只有在读入定位点的顺 序中才有效。 10.子电路板跳过 在是否进行子点陆板跳过时选择 以下数值。 11.主定位点 No.(0 ~ 2000 ) 设定成为贴装元 件的主要基准的 「 定位点 No.」 。 12.次定位点 No.(0 ~ 2000 )…
6. 编辑程序 PRG-XPF-1.0S
200 XPF 编程手册
·在显示选择顺序的画面上编辑
·往顺序的坐标上进行修正
·设定子电路板跳过
在顺序编辑上,可以编辑以下项目。
1. 选择区域(顺序No.)
显示顺序No.。顺序No.从1按顺序显示。
2. 子电路板 No. (0 ~ 3000)
输入子电路板的识别号码。
如果电路板由复数的子电路板构成,每块子电路板 f 分别设定为一致的识别号码。电路
板不是由复数的子电路板构成的时候,请设定为 「0」。
生产的电路板是拼板时,按以下方式中的一种生成顺序数据。
如果电路板由具有同样印刷电路板图形的复数的子电路板构成时,请用以下某一种方法
创建顺序。
a. 以特定的子电路板 No. 作为 “1”并以手工输入其子电路板内的顺序后,以其数据为
依据,在机器侧进行扩展,自动生成所需要的其它子电路板的顺序。
b. 手工输入及所有子电路板的顺序。
3. 顺序种类
顺序的种类从以下之中选择并指定。
4. X 坐标 (-650.00mm ~ 650.00mm)
输入电路板上 X 方向的坐标。
当与生产程序原点不同的基准点开始输入坐标时,必须以电路板数据的原点修正量 X 作
为修正值输入。
5. Y 坐标 (-650.00mm ~ 650.00mm)
输入电路板上 Y 方向的坐标。
当与生产程序原点不同的基准点开始输入坐标时,必须以电路板数据的原点修正量 Y 作
为修正值输入。
6. 角度 (0.00 ~ 359.99 度 )
输入贴装元件时的角度。
贴装元件时的角度是 0 度时 , 按创建元件数据时的元件方向贴装。
7. 供料平台 No.(0 ~ 3)
输入装载元件侧的平台 No.。
在 XPF 机器上装载 MFU、MTU 等的元件供应单元的机器部分称为供料平台,分别分配给
Side1 侧、Side2 侧。供料平台 1 的时候输入 「1」、供料平台 2 的时候输入 「2」。
8. 料站 No.(0 ~ 92)
输入搭载元件的料站的 No.。
料站是供应元件的单元,是装载料带供料器或者料盘供料器的地方。
B: Board Skip Sequence 读取子电路板跳过定位点顺序
D: Placing Sequence 贴装顺序
F: Board Fiducial Sequence 读取基准定位点顺序
PRG-XPF-1.0S 6. 编辑程序
XPF 编程手册 201
9. 定位点 No.(0 ~ 2000)
输入定位点编号。
只要不与其他 「定位点 No.」相重复,任何号码都可以输入,但只有在读入定位点的顺
序中才有效。
10.子电路板跳过
在是否进行子点陆板跳过时选择以下数值。
11.主定位点 No.(0 ~ 2000)
设定成为贴装元件的主要基准的 「定位点 No.」。
12.次定位点 No.(0 ~ 2000)
设定成为贴装元件的次基准的 「定位点 No.」。
如果 「角度补正」用 「YES」的 Multipurpose 定位点进行定位点补正时,设定与 「0」
或者 「主要定位点 No.」同样的定位点 No.。
13.定位点名 ( 最多 30 字符 )
输入要进行读取的定位点名。
有多个定位点时请务必输入定位点名。只在定位点读取顺序中才有效。
14.供料器跳过
从以下的数值选择是否贴装 「平台 No.」和 「料站 No.」中指定的元件。
设定供料器跳过为 「1:YES」的话,跳过贴装同样料站元件的全部顺序。
15.顺序跳过
选择是否跳过顺序。
需要跳过特定的顺序时请选择 「1」。
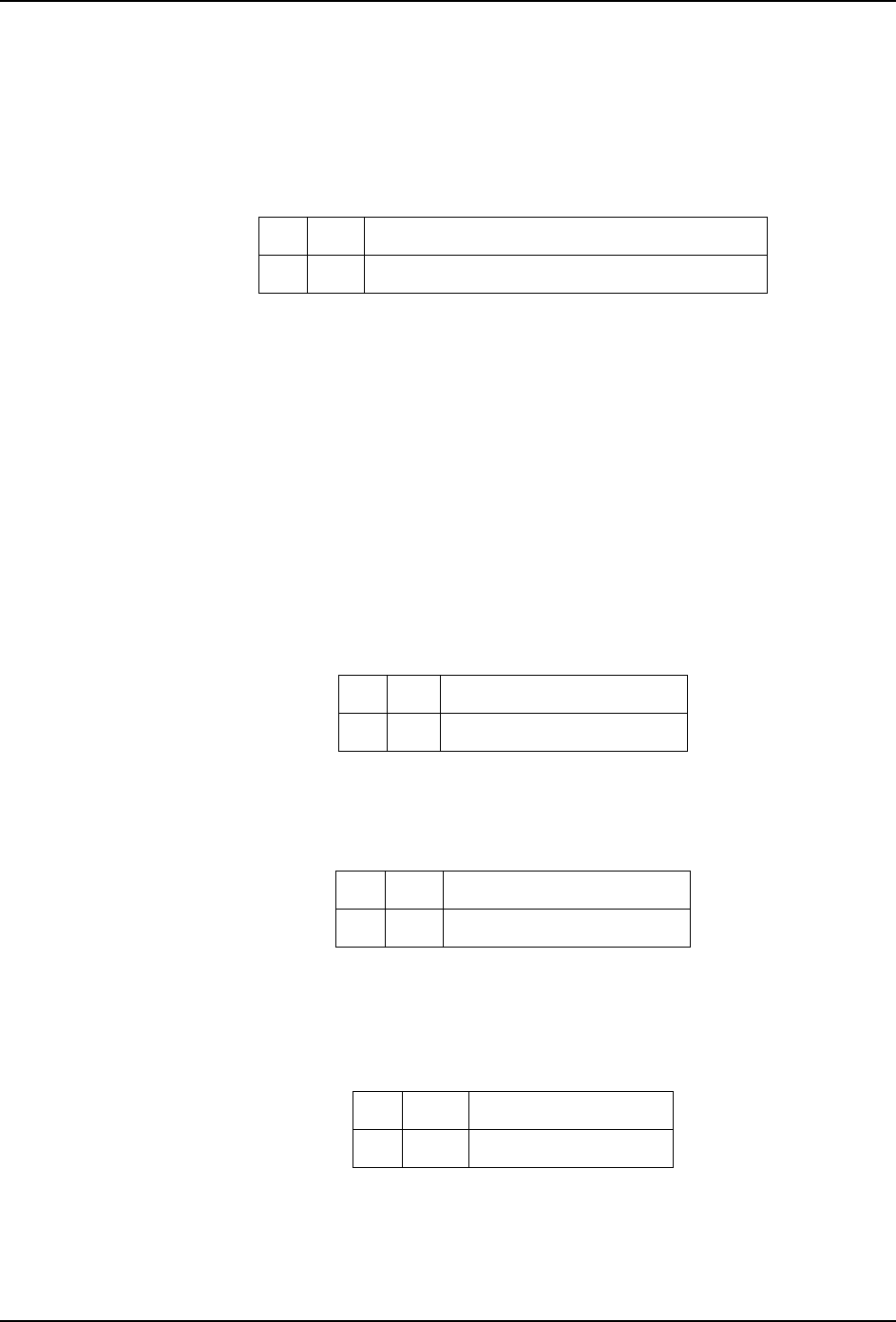
16.搬运模式
选择贴装元件时轴的动作。
在有贴装顺序的坐标一侧,预先在有高的或大元件的贴装顺序时选择「1」可以防止贴装
时的干涉。
0: No 不跳过。( 贴装元件 )
1: Yes 执行子电路板跳过。( 不贴装元件 )
0: No 不跳过。
1: Yes 执行供料器跳过。
0: No 不跳过。
1: Yes 执行顺序跳过。
0: Arch 拱型移动
1: Gate 门型移动
6. 编辑程序 PRG-XPF-1.0S
202 XPF 编程手册
17.吸取吸嘴单元
设定吸取吸嘴时的吸嘴单元。
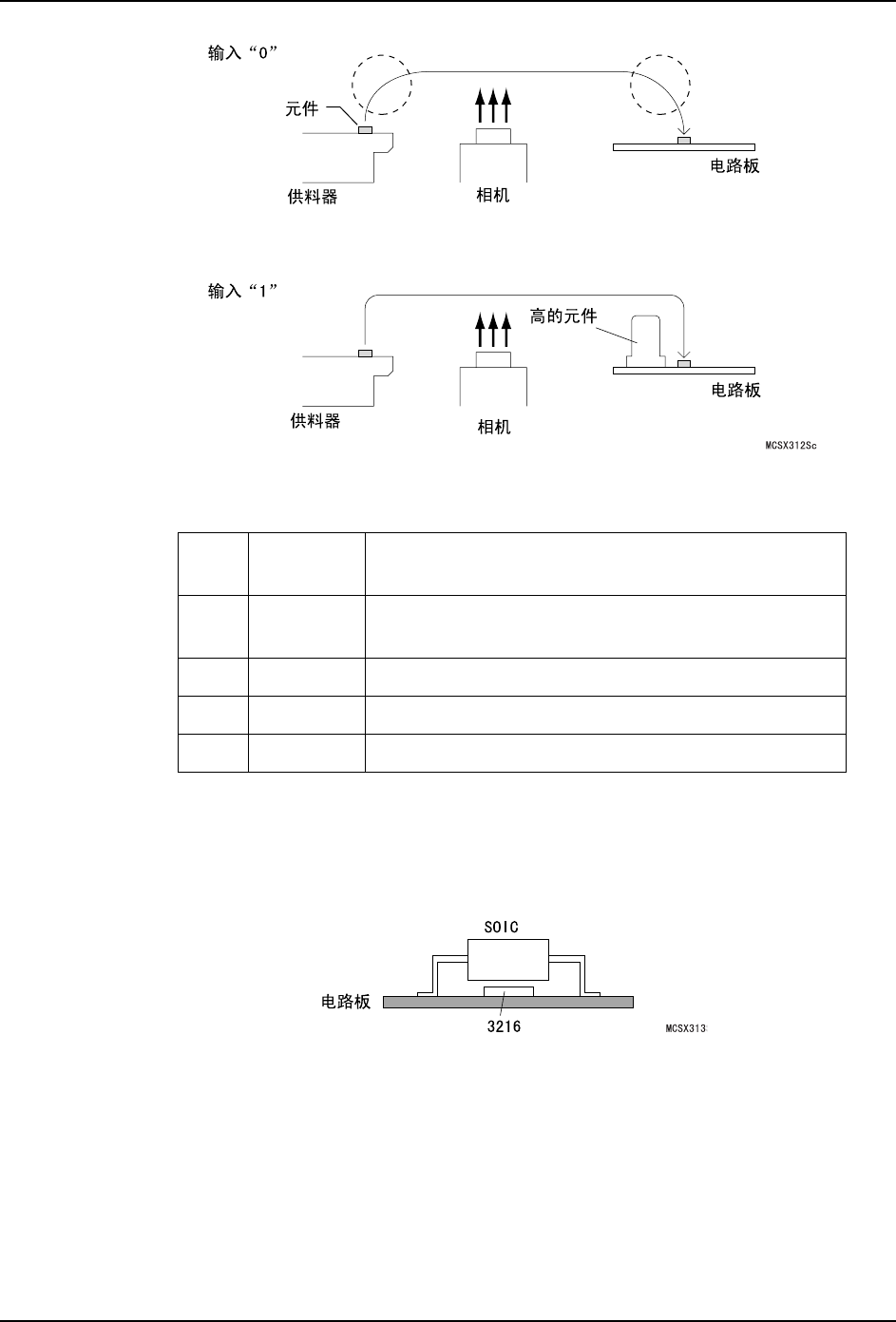
18.Place Before( 最多 256 个字符 )
输入以后的贴装的顺序的参考。
如下图那样贴装的话,若先贴装 SOIC,则不能贴装 3216。在 3216 的顺序的这个字段设
定 SOIC 的顺序参考后,则到 3216 的贴装完成之前不贴装 SOIC。
19.参考 ( 最多 256 个字符 )
输入顺序的参考。
在 「Place Before」中设定这个参考时 , 请给每块子电路板输入不相同的参考。
在生产中进行顺序的插入 / 删除
在生产中插入或者删除贴装顺序时,请注意以下几点。
1. 插入的时候
顺序的插入位置请必须插入在贴装顺序的最后。
在中途插入时,根据重新开始生产的顺序号会发生未贴装或者重复贴装。
Auto: 机器根据元件的尺寸进行判断。
( 默认值设定 )
R: Revolver 选择旋转自动更换头。是使用旋转自动更换头的 1 还是
使用 2,机器根据元件的尺寸进行判断。
R1: Revolver1 使用旋转自动更换头 1。
R2: Revolver2 使用旋转自动更换头 2。
S: Single 使用单吸嘴。