XPF-1.0S编程手册.pdf - 第87页
3. 创建生产程序例子 PRG-XPF-1.0S 78 XPF 编程手册 5. 输入 第 1 行及第 2 行后,变为如下。 6. 选择 画面左端的号码 「3」 ,请按下 [ 插入 ] 按键。第 3 行被追加。 7. 创建 安装 「QFP120」的顺序。 请设定第 3 行下面的数值。 「Stage」 和 「Slot」 的数值, 是在 [ 供料器设置编辑 ] 画面, 输入配置 「QFP120」 的平 台和料站的号码。 为 「主要定位点 No…

PRG-XPF-1.0S 3. 创建生产程序例子
XPF 编程手册 77
3. 进行同样的操作,请再插入 1 行。
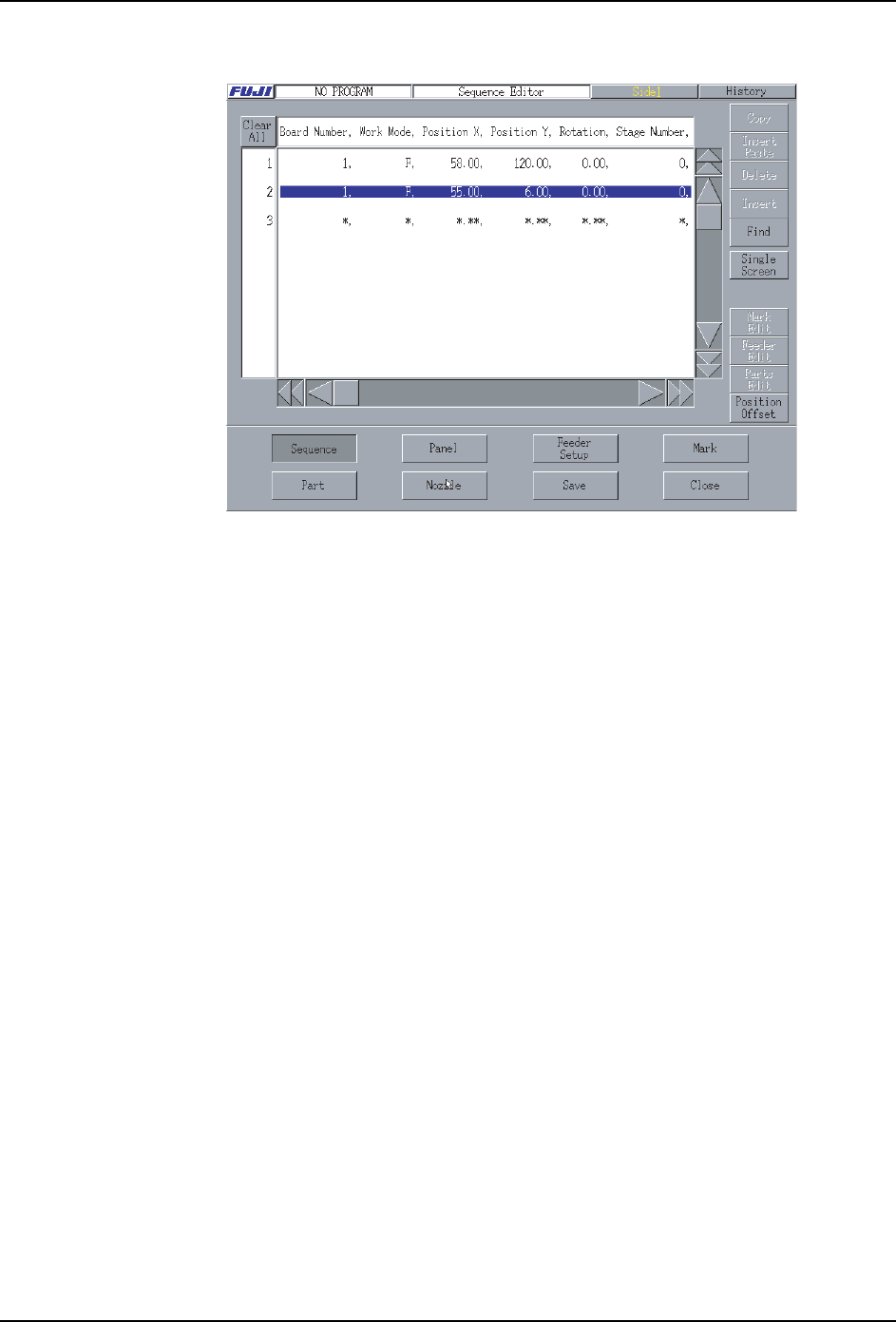
4. 设定 「F1」和 「F2」( 基准定位点 ) 的读入动作。
请在第 1 行和第 2 行设定下面的数值。
定位点名是在 「创建定位点数据」中指定创建的定位点名 「FM01」。
第 1 行 (F1 的设定 ):
第 2 行 (F2 的设定 ):
在定位点名中,指定用 「创建定位点数据」创建的定位点名 「FM01」。
Board: 1 ( 子电路板号码 )
Seq: F ( 顺序种类 )
X: 58.00 ( 定位点的 X 坐标 )
Y: 120.00 ( 定位点的 Y 坐标 )
Q: 0 ( 角度 )
MarkNum.: 1 ( 定位点号码 )
定位点名 : FM01
Board: 1 ( 子电路板号码 )
Seq: F ( 顺序种类 )
X: 55.00 ( 定位点的 X 坐标 )
Y: 6.00 ( 定位点的 Y 坐标 )
Q: 0 ( 角度 )
MarkNum.: 2 ( 定位点号码 )
定位点名 : FM01
3. 创建生产程序例子 PRG-XPF-1.0S
78 XPF 编程手册
5. 输入第 1 行及第 2 行后,变为如下。
6. 选择画面左端的号码 「3」,请按下 [ 插入 ] 按键。第 3 行被追加。
7. 创建安装 「QFP120」的顺序。
请设定第 3 行下面的数值。
「Stage」和 「Slot」的数值,是在 [ 供料器设置编辑 ] 画面,输入配置 「QFP120」的平
台和料站的号码。
为 「主要定位点 No.」和 「辅助定位点 No.」,各自输入在 4. 以 5. 设定的 「MarkNum.」
的数值。
第 3 行 (F3 的设定 ):
8. 选择画面左端的号码 「4」,请按下 [ 插入 ] 按键。第 4 行被追加。
9. 同样,创建安装 「3301」的顺序。
插入第 4 行,请设定下面的数值。
「Stage」和 「Slot」的数值,是在 [ 供料器设置编辑 ] 画面,输入配置 「3301」的平台
和料站的号码。
08PRG-0082E
Board: 1 ( 子电路板号码 )
Seq: D ( 顺序种类 )
X: 71.00 ( 元件贴装 X 坐标 )
Y: 99.25 ( 元件贴装 Y 坐标 )
Q: 180 ( 元件贴装角度 )
Stage: 2 ( 供应平台 )
Slot: 10 ( 供应料站 )
主定位点 No.: 1 ( 主定位点号码 )
次定位点 No.: 2 ( 次定位点号码 )
PRG-XPF-1.0S 3. 创建生产程序例子
XPF 编程手册 79
第 4 行 (F4 的设定 ):
10.输入全部的顺序后,变为如下画面。
11.保存编辑的生产程序。
按下[保存]按键,显示出如下[保存]对话框。
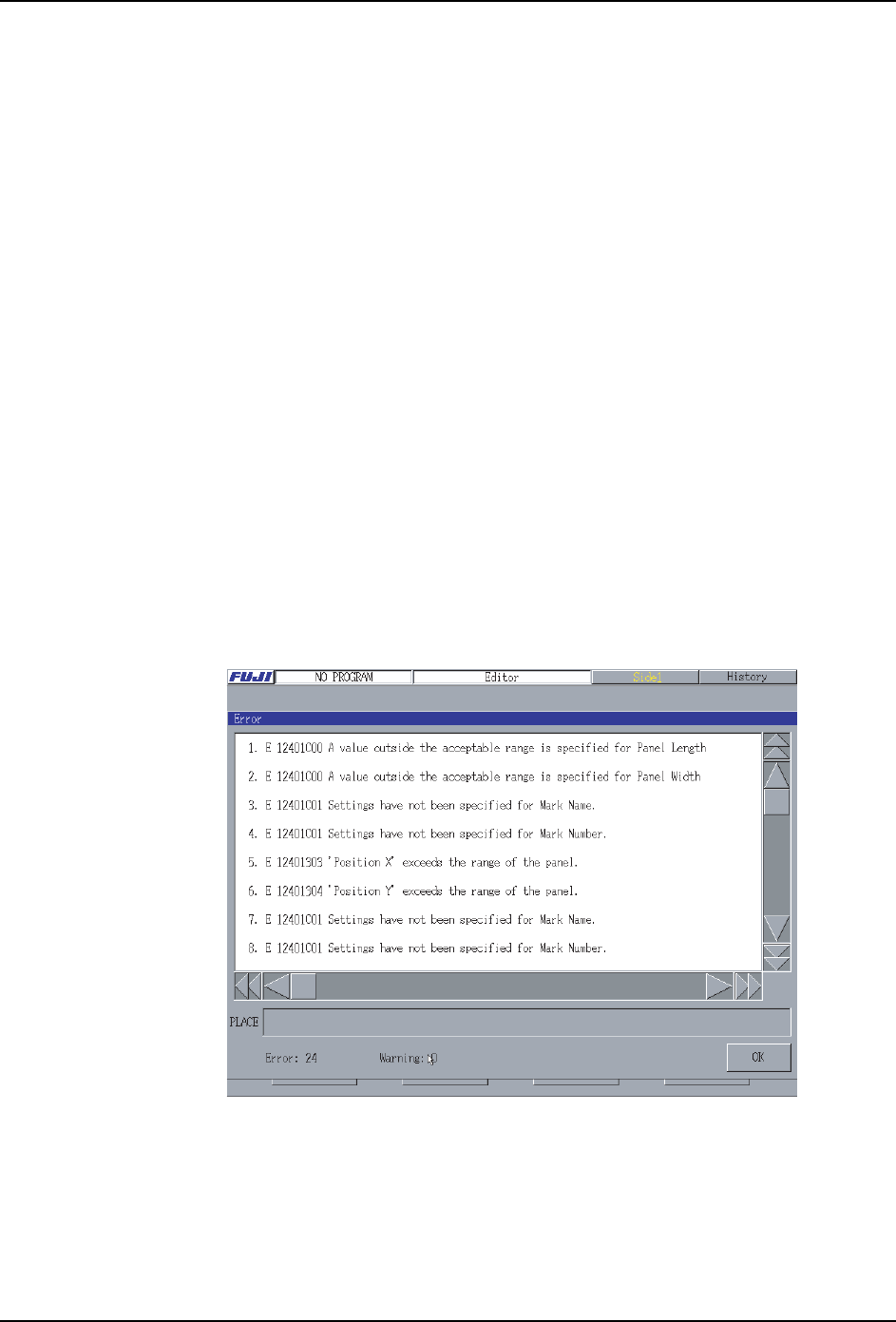
12.按下 [ 数据检查 ] 按键,进行数据检查。
如果创建的生产程序有错误或者警告,显示出如下 [ 错误 ] 画面。
在 [ 错误 ] 画面,选择错误或者警告后,显示出成为 [ 地方 ] 原因处。请检查输入的数
据是不是正确。
Board: 1 ( 子电路板号码 )
Seq: D ( 顺序种类 )
X: 59.00 ( 元件贴装 X 坐标 )
Y: 77.50 ( 元件贴装 Y 坐标 )
Q: 0 ( 元件贴装角度 )
Stage: 1 ( 供应平台 )
Slot: 20 ( 供应料站 )
主定位点 No.: 1 ( 主定位点号码 )
次定位点 No.: 2 ( 次定位点号码 )
08PRG-0085E