XPF-1.0S编程手册.pdf - 第261页
6. 编辑程序 PRG-XPF-1.0S 252 XPF 编程手册 3. Proce ss 设定吸取及安装元件时候的位置 和速度等的项目。 a. Minim um Nozzle Diameter(0 .0 ~ 99.9 mm) 输入吸取元件时使用的吸嘴的最小 直径。 对应 Vision Type b. Maxim um Nozzle Diameter(0 .0 ~ 99.9 mm) 输入吸取元件时使用的吸嘴的最大 直径。 对应 Visi…
PRG-XPF-1.0S 6. 编辑程序
XPF 编程手册 251
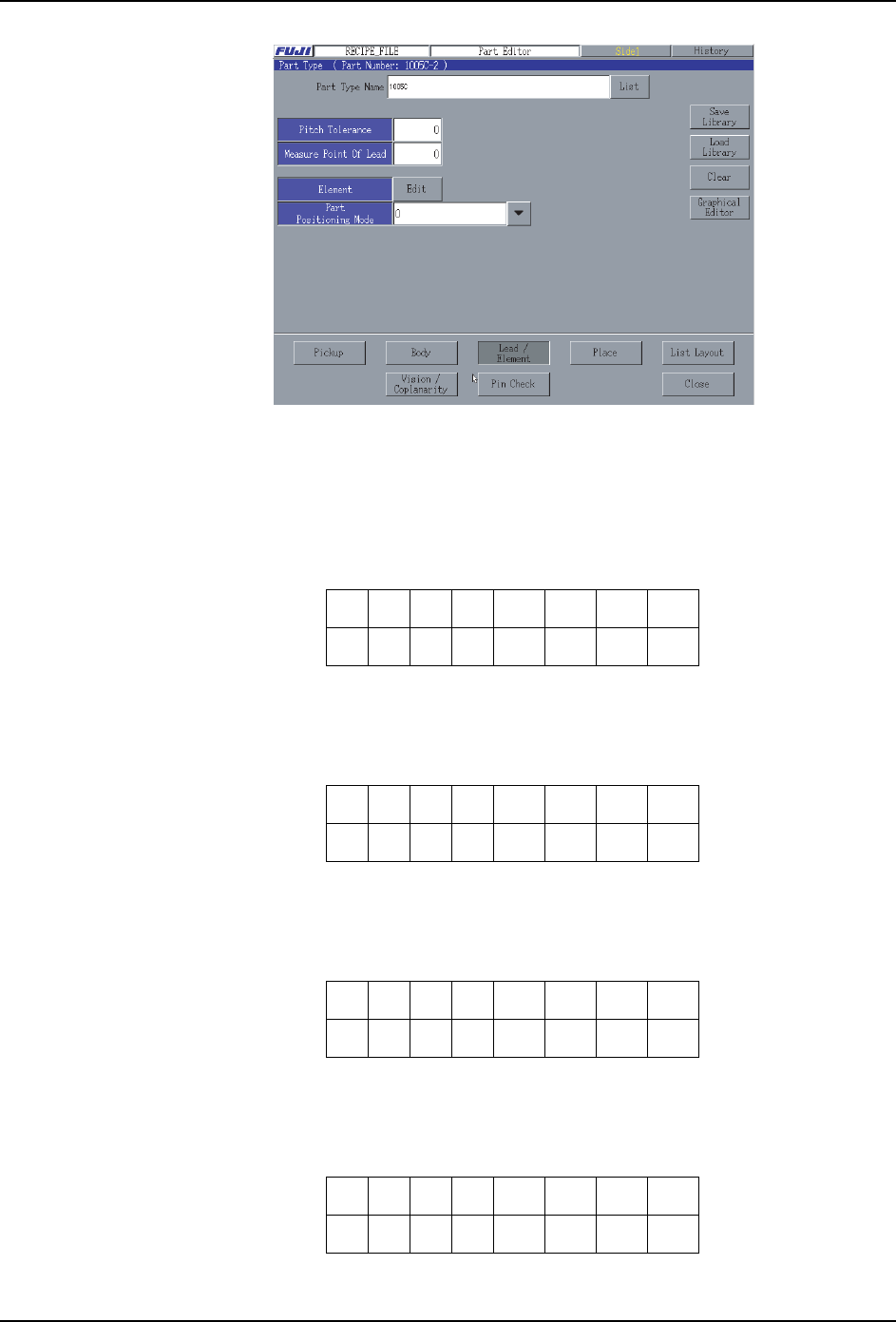
·Part Positioning Mode
在下面设定将影像处理的结果用模板定位还是用要素定位。
对应 Vision Type
注意 )只有 Vision Type19 对应。
Tips)关于 [Lead/Element] 画面
Lead 以及 Element 范围的项目,可以在 [Lead/Element] 画面设定。要显示此画面,请
按下 [Lead/Element] 按键。
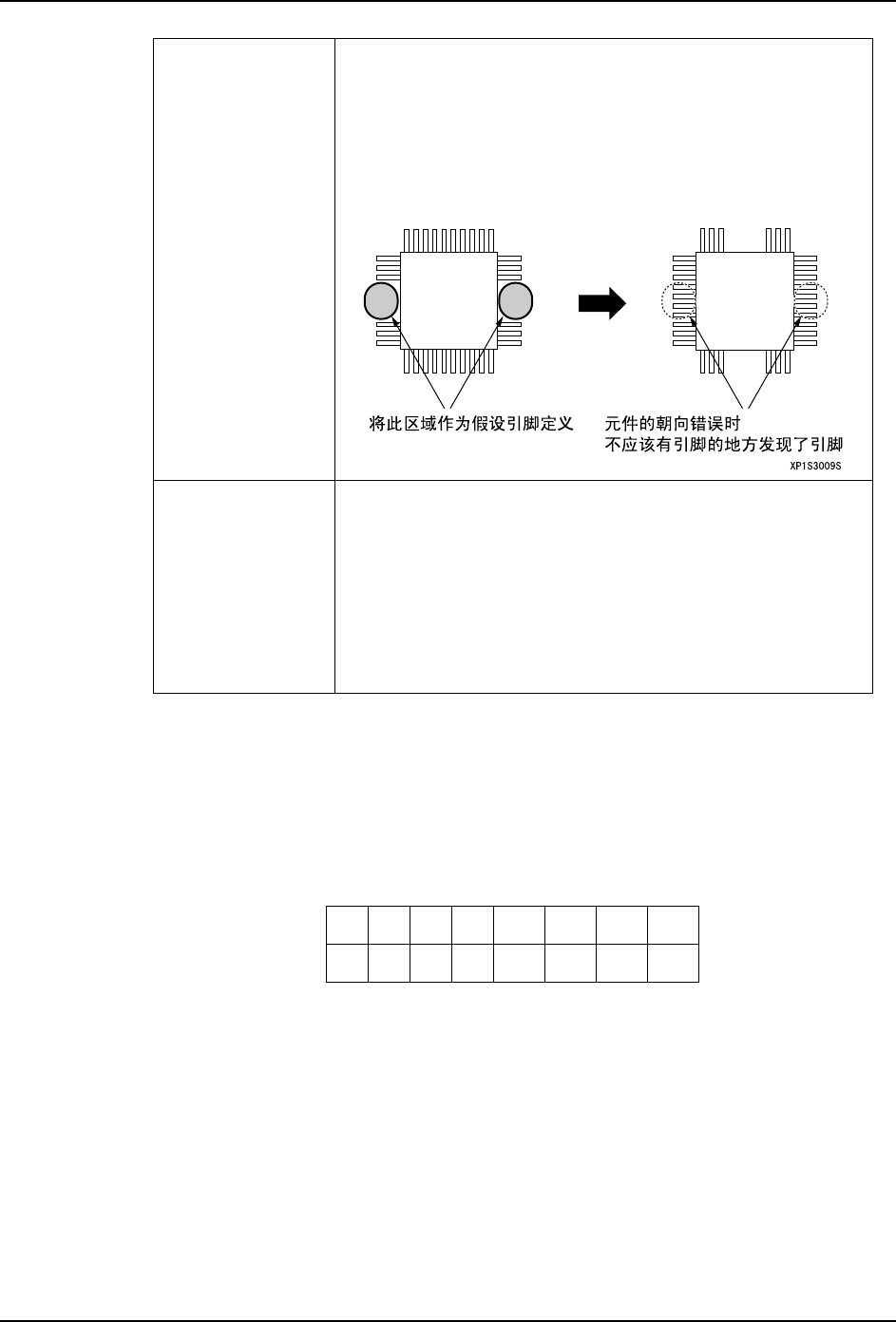
[Virtual Lead] 进行虚拟引脚检查。(Result:2)
选择这个项目的话,将设定的要素作为虚拟引脚处理。设定为
虚拟引脚时,进行影像处理时在其范围内没有引脚 (不识别
引脚时)时作为合格品进行判断的检查。
利用这个功能,可以检查元件的供应方向。
[Matrix] 设定 BGA 和 CSP 元件的锡球栅极的时候使用。(Result:128)
儃输入锡球栅极的时候,使用组合的 2 个要素数据。这时,请
输入 「1」到第 1 行的要素数据的 Result,第 2 行输入
「128」。
只有在 Vision Type 19( 定义锡球要素时 )、230 对应。
备注 )使用检验项目的选项时的功能数值输入时,请在
Element Data 的第 1 行输入 ( 增加 1 的数值 )。
0: Template Positioning 仅仅用模板定位。
1: Element Positioning 仅仅用要素定位
10 18 19 20 100 124 180 230
╳╳○╳╳╳╳╳
6. 编辑程序 PRG-XPF-1.0S
252 XPF 编程手册
3. Process
设定吸取及安装元件时候的位置和速度等的项目。
a. Minimum Nozzle Diameter(0.0 ~ 99.9 mm)
输入吸取元件时使用的吸嘴的最小直径。
对应 Vision Type
b. Maximum Nozzle Diameter(0.0 ~ 99.9 mm)
输入吸取元件时使用的吸嘴的最大直径。
对应 Vision Type
c. Nozzle Name( 最大 15 个字符 )
要使用特定吸嘴时,从名字一览表选择。
对应 Vision Type
d. Pick-up Auto Offset
设定是否使用吸取点自动修正值功能。
对应 Vision Type
10 18 19 20 100 124 180 230
○○○○○○○○
10 18 19 20 100 124 180 230
○○○○○○○○
10 18 19 20 100 124 180 230
○○○○○○○○
10 18 19 20 100 124 180 230
○○○○○○○○
08PRG-0528E
PRG-XPF-1.0S 6. 编辑程序
XPF 编程手册 253
e. Part Pick-up Check
设定识别了吸取错误时机器的动作。
对应 Vision Type
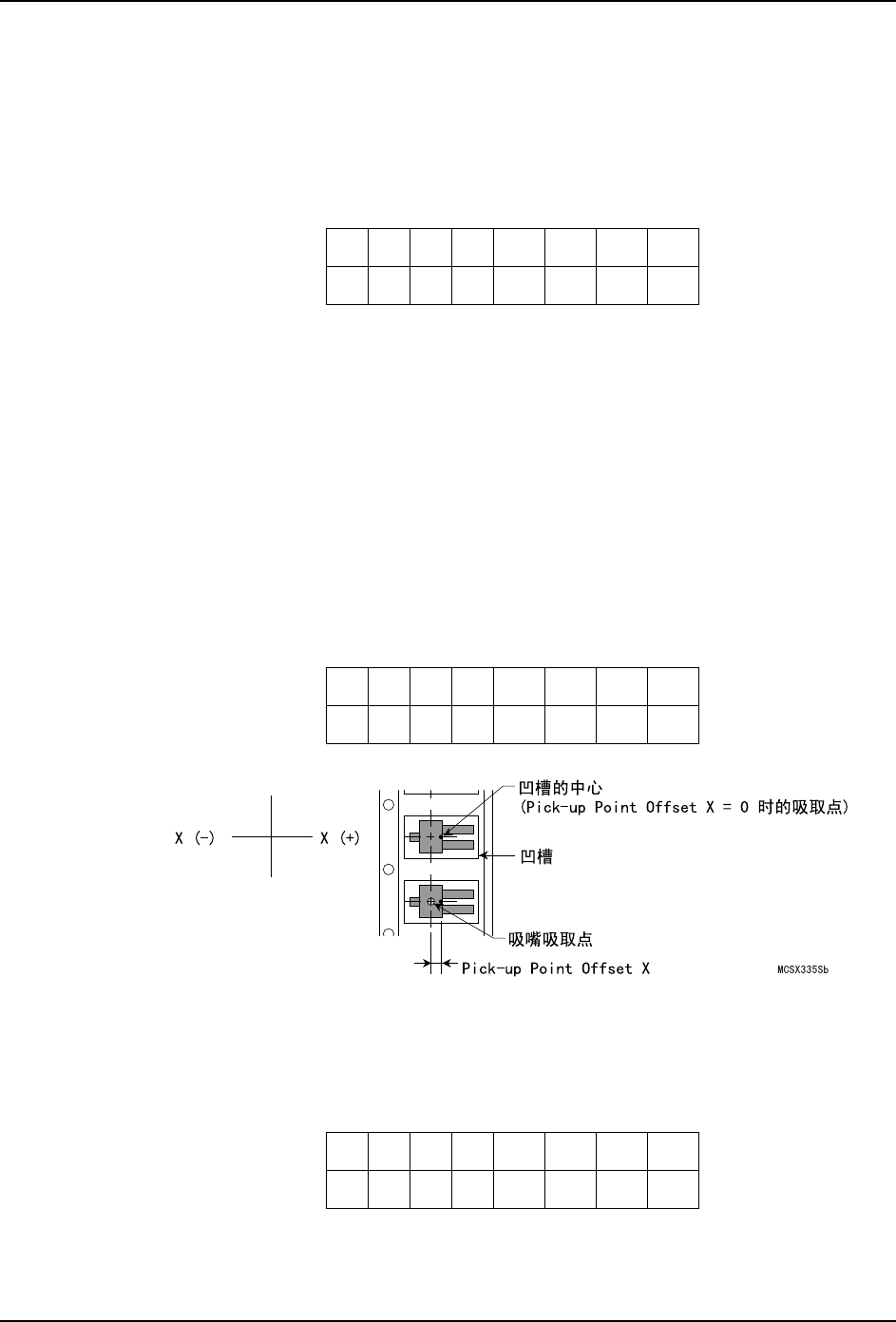
f. Pick-up Point Offset X(-12.70 ~ 12.70 mm)
供料器供应的元件,在不想从指定料站的 X 方向中央吸取元件时设定。
设定修正值的时候的元件的方向是以 「Direction 0」为基准。例如,要向右加 5mm
的修正值时输入 「5」。
对应 Vision Type
g. Pick-up Point Offset Y(-12.70 ~ 12.70 mm)
是从供料器供应的元件,在不想从指定料站的通常高度吸取元件时设定。
设定修正值时的元件方向 「Direction 0」为基准。例如,向里加 5mm 的修正值时输
入「5」。
对应 Vision Type
h. Pick-up Point Offset Z(-12.70 ~ 12.70 mm)
在供料器供应的元件时不想从指定料站的通常高度吸取元件时用此设定。
0: YES 使用自动修正值功能。
1: NO 不使用自动修正值功能。
10 18 19 20 100 124 180 230
○○○○○○○○
0: No 进行与选择 「Recover」的时候同样的动作。
1: Stop 如果没吸取就停止机器。
2: Recover 发生了在 「Recovery Times」指定的次数的错误时停止机器。
「Recovery Times」的数值为 「0」的时候,使用 [ 设定 / 管理 ]
- [ 工作条件设定 ] 画面的 [ 模式选择 ] 的 「补件次数」的数值。
10 18 19 20 100 124 180 230
○○○○○○○○
10 18 19 20 100 124 180 230
○○○○○○○○