XPF-1.0S编程手册.pdf - 第220页
PRG-XPF-1.0S 6. 编辑程序 XPF 编程手册 211 备注 )群组跳过定位点的群组可以在 「第 4 部 3. 编辑」的顺序编辑画面上进行编辑,群组 跳过定为点顺序当数据的 「子电路板 No.」 时 为 0 , 「定位点 No.」为 0 以外的东西时 作为群组跳过定位点顺序。 各个群组当群组跳过定位点顺序的 「定位点 No.」 在相同号码的子电路板时作为同一个 群组识别。 3. 由跳过定位点进行子电路板跳过 检测出跳过定位点…
6. 编辑程序 PRG-XPF-1.0S
210 XPF 编程手册
1. 使用主跳过定位点的子电路板跳过
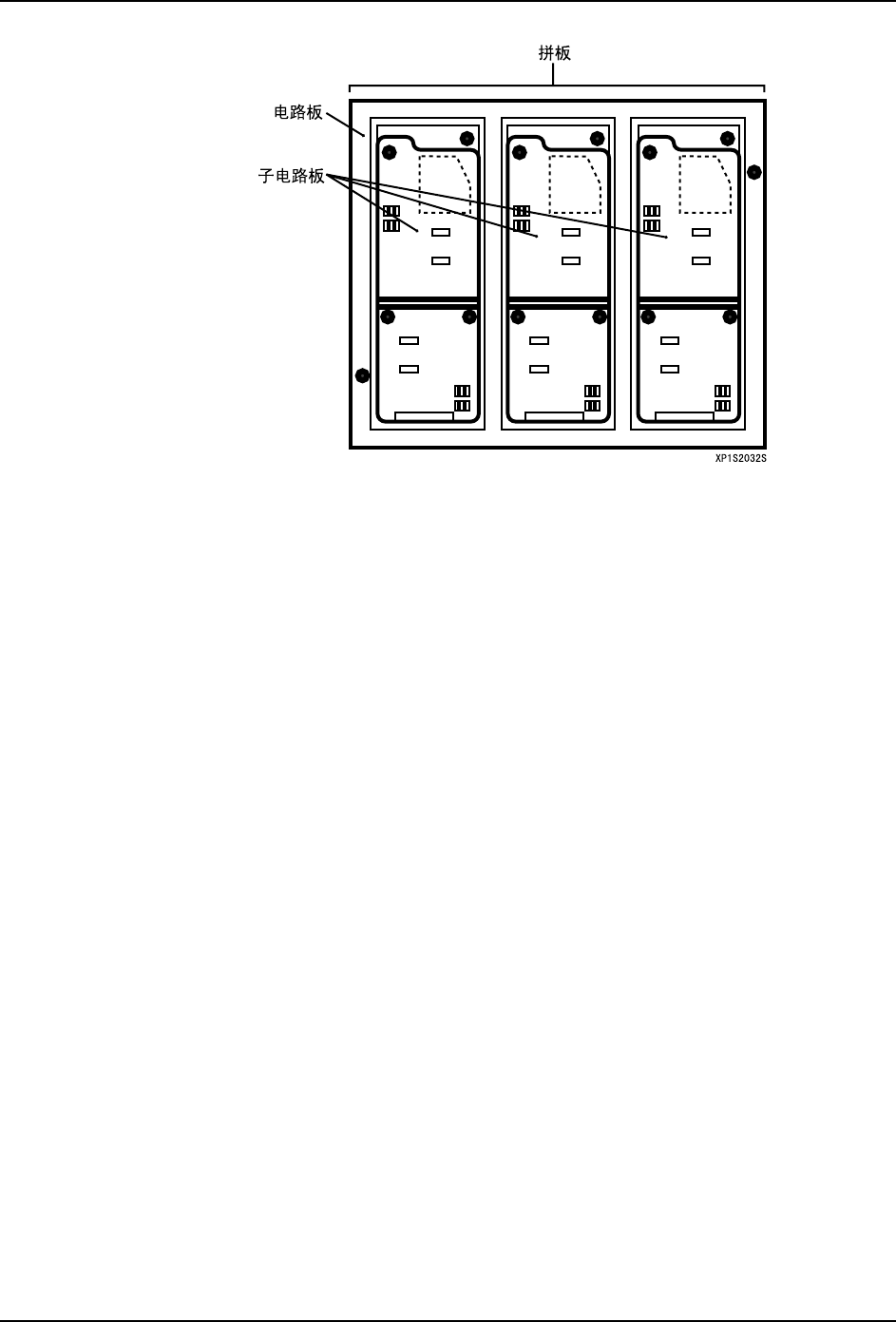
使用主跳过定位点,可以缩短拼板生产时的周期时间。
使用者在生产程序上对子电路板 No.0 设定跳过定位点后。生产时机器会首先检查有无拼
板的主跳过定位点。操作者事先在子电路板位置上设定主跳过定位点后,机器由此识别
要进行生产的电路板上是否存在需要跳过的电路板,为了判断哪一块电路板需要跳过而
对所有的子电路板的子跳过定位点进行读取。在没有检测出时主跳过定位点时,省略子
电路板定位点的读取,而进行所有电路板的元件贴装。由此省去了读取各个电路板跳过
定位点的操作时间。
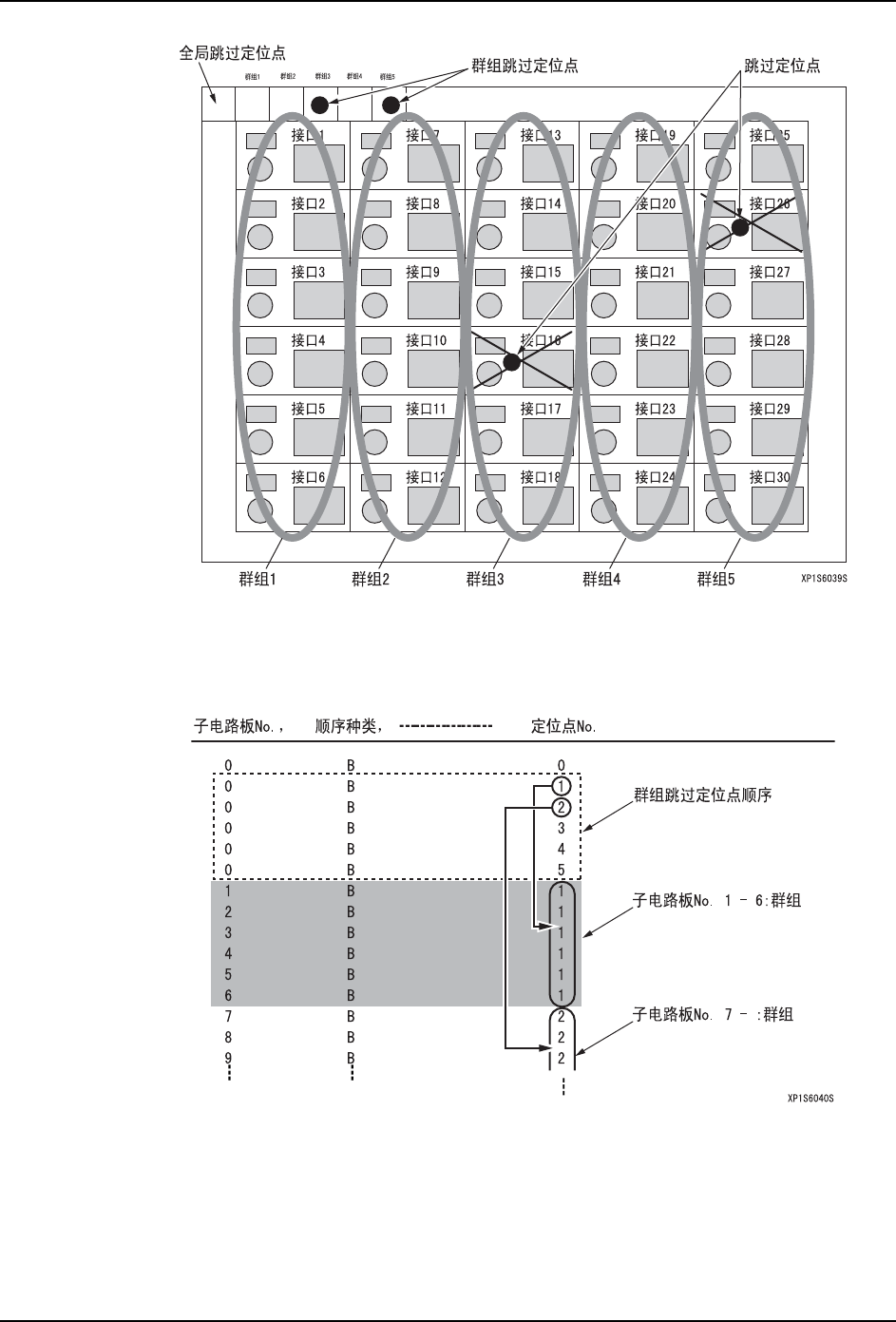
2. 由群组跳过定位点进行子电路板跳过
使用群组跳过定位点时,可以缩短从几十块到几百块的拼版的生产周其时间。
检测出群组跳过定位点后,识别在其群组内具有跳过的子电路板,读取属于其群组的各
个子电路板的子跳过定位点。没有检测出群组跳过定位点时,忽略属于其各个子电路板
的子电路板跳过定位点的读取,将元件贴装在所属的各个子电路板上。使用全局跳过定
位点时,只有在检测出全局跳过定位点时读取全局跳过定位点。
PRG-XPF-1.0S 6. 编辑程序
XPF 编程手册 211
备注 )群组跳过定位点的群组可以在 「第 4 部 3. 编辑」的顺序编辑画面上进行编辑,群组
跳过定为点顺序当数据的 「子电路板 No.」 时为 0,「定位点 No.」为 0 以外的东西时
作为群组跳过定位点顺序。
各个群组当群组跳过定位点顺序的「定位点 No.」在相同号码的子电路板时作为同一个
群组识别。
3. 由跳过定位点进行子电路板跳过
检测出跳过定位点时,生产中将会自动跳过所对应的子电路板。在使用主跳过定位点时,
机器只有在检测出主跳过定位点后进行在各个子电路板上设定子电路板跳过定位点的检
测,判断对哪块子电路板进行跳过,对没有检验出子电路板跳过定位点的子电路板贴装
元件后排出电路板。
6. 编辑程序 PRG-XPF-1.0S
212 XPF 编程手册
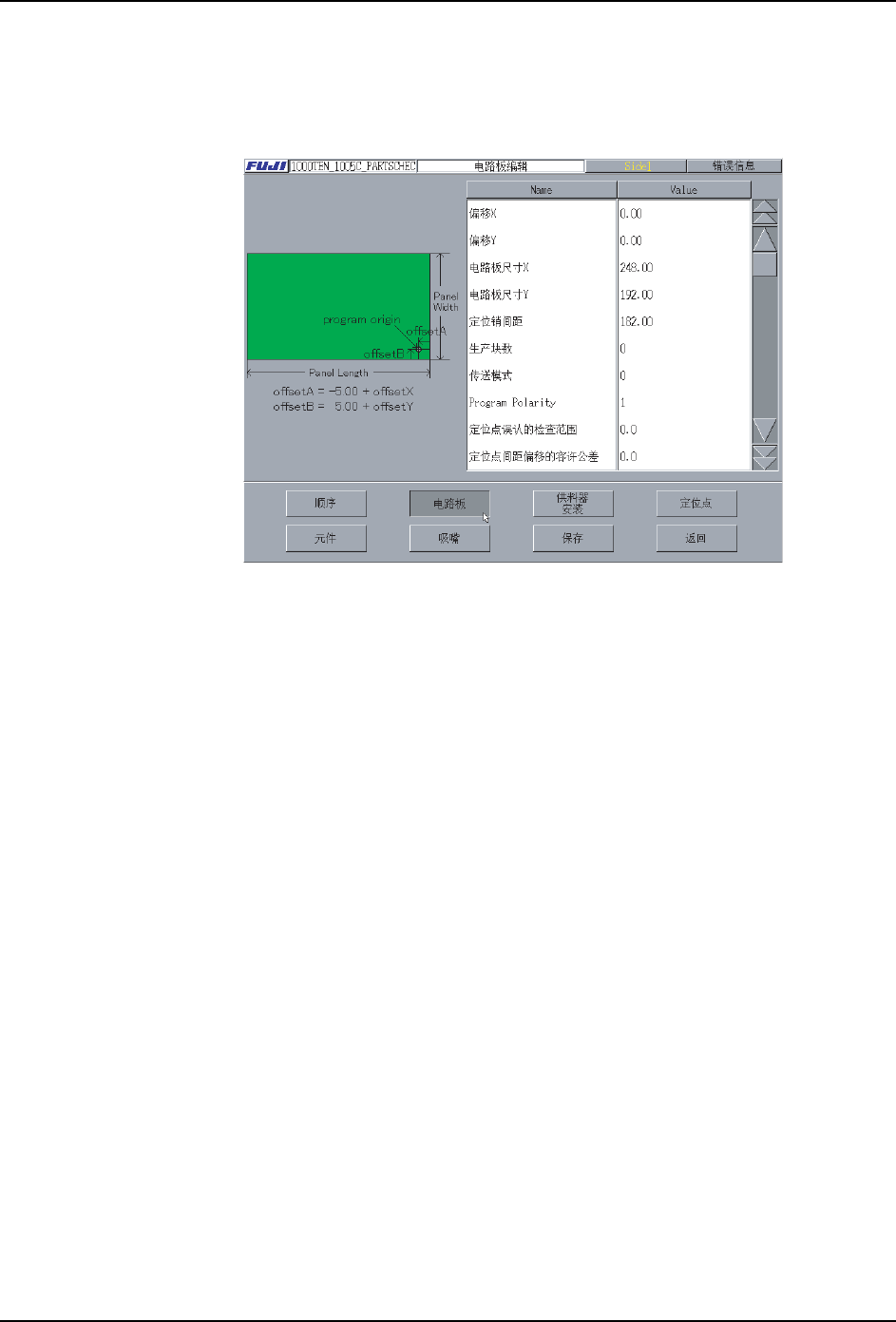
6.2.2 电路板编辑
功能说明
设定生产电路板的信息。
表示步骤
从[编辑器]画面选择[电路板]。
解说
设定电路板的信息。同时,在这个画面也进行生产块数的设定。
在 [ 电路板编辑 ] 画面,可以设定下以下项目。
项目说明
1. 修正量 X(-600.00mm ~ 600.00mm)
输入 X 方向的修正值。
请在以顺序输入的坐标的基准点与生产程序原点有差异时设定。
2. 修正值 Y(-600.00 ~ 600.00 mm)
输入 Y 方向的修正值。
请在以顺序输入的坐标的基准点与生产程序原点有差异时设定。
3. 电路板尺寸 X(50.00 ~ 457.00 mm)
设定电路板的 X 方向尺寸。
4. 电路板尺寸 Y(50.00 ~ 356.00 mm)
设定电路板的 Y 方向尺寸。
5. 生产块数 (0 ~ 65000)
设定电路板的生产块数。
输入 「0」的话,在 [ 工作条件设定 ] 画面的 「生产预定块数」上可以设定生产块数。
6. 通过模式
通过运转时设定。
35*6