XPF-1.0S编程手册.pdf - 第23页
2. 生产程序概要 PRG-XPF-1.0S 14 XPF 编程手册 2.2 生产程序的坐标系 生产程序的坐标系, 采用数学使用的直接交坐标系。 同时, 坐标的原点 能从电路板四角选择 1 个。称呼其原点为生产程序原点, 作为元件贴装等的坐标的基准。 再有,元件贴装 的角度 是反时针方向为 +。不能指定角度为 - 方向。 如下设定生产程序原点时,坐标 及角度如下所示。 1. 设定 原点在左下的时候 2. 设定 原点在左上的时候 3. 设…
PRG-XPF-1.0S 2. 生产程序概要
XPF 编程手册 13
2. 生产程序概要
在 XPF 机器上可以进行生产程序的编辑、创建。所谓生产程序,是创建电路板的时候记述了
机器安装元件的顺序的程序。本章说明创建生产程序时必要的知识和生产程序的创建例子。
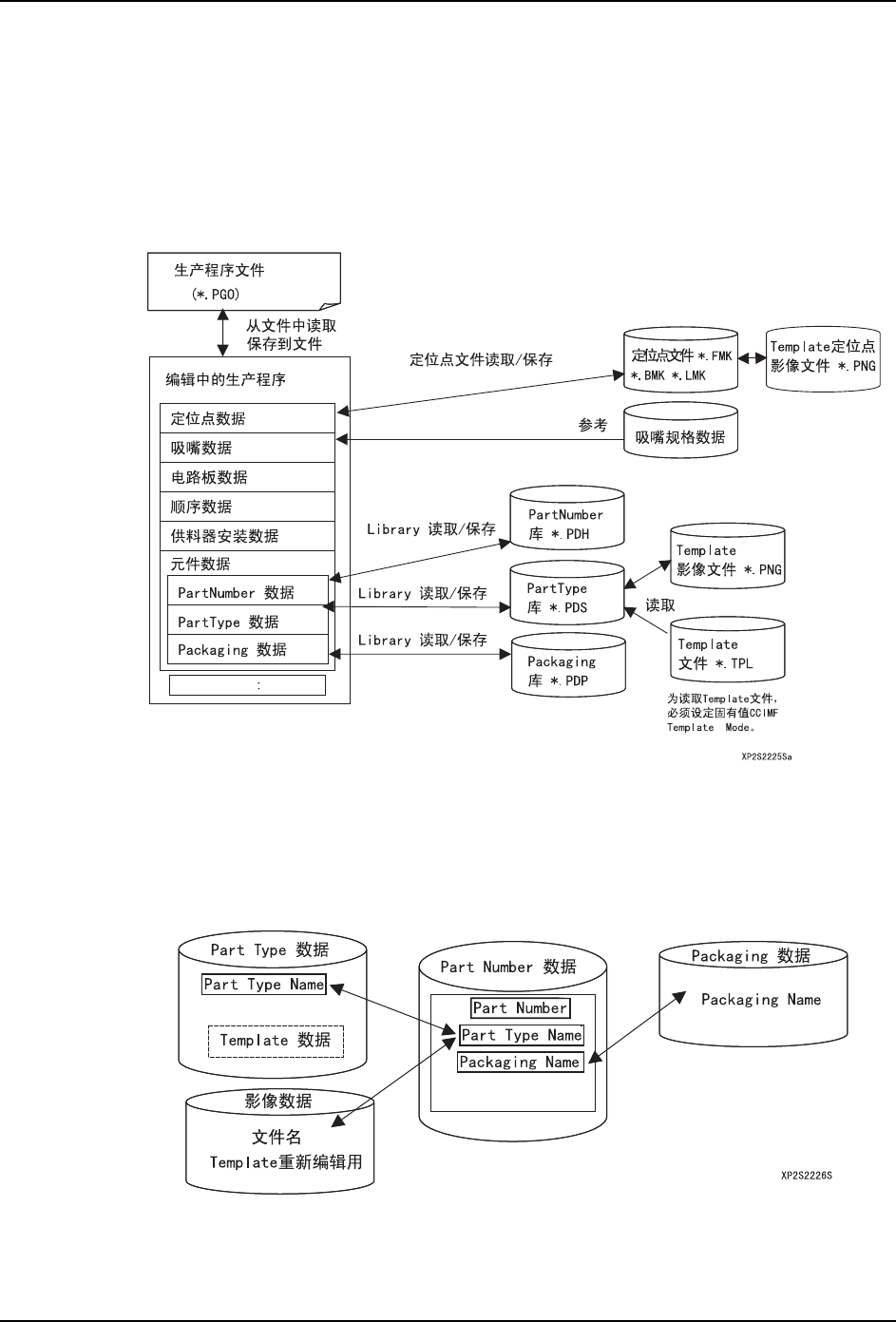
2.1 生产程序的数据结构
构成 XPF 机器的生产程序的数据结构如下:
编辑完 PartNumber、PartType、Packaging 数据后即使保存在库中,对于保存在机器上的生
产程序,其内容也不会自动反映。要与数据库内的数据设定相一致修改生产程序中的数据
时,必须在各数据的编辑画面读入数据后保存到生产程序中。
2.1.1 元件数据的结构
XPF 机器中使用的元件相关数据以如下结构进行管理。
2. 生产程序概要 PRG-XPF-1.0S
14 XPF 编程手册
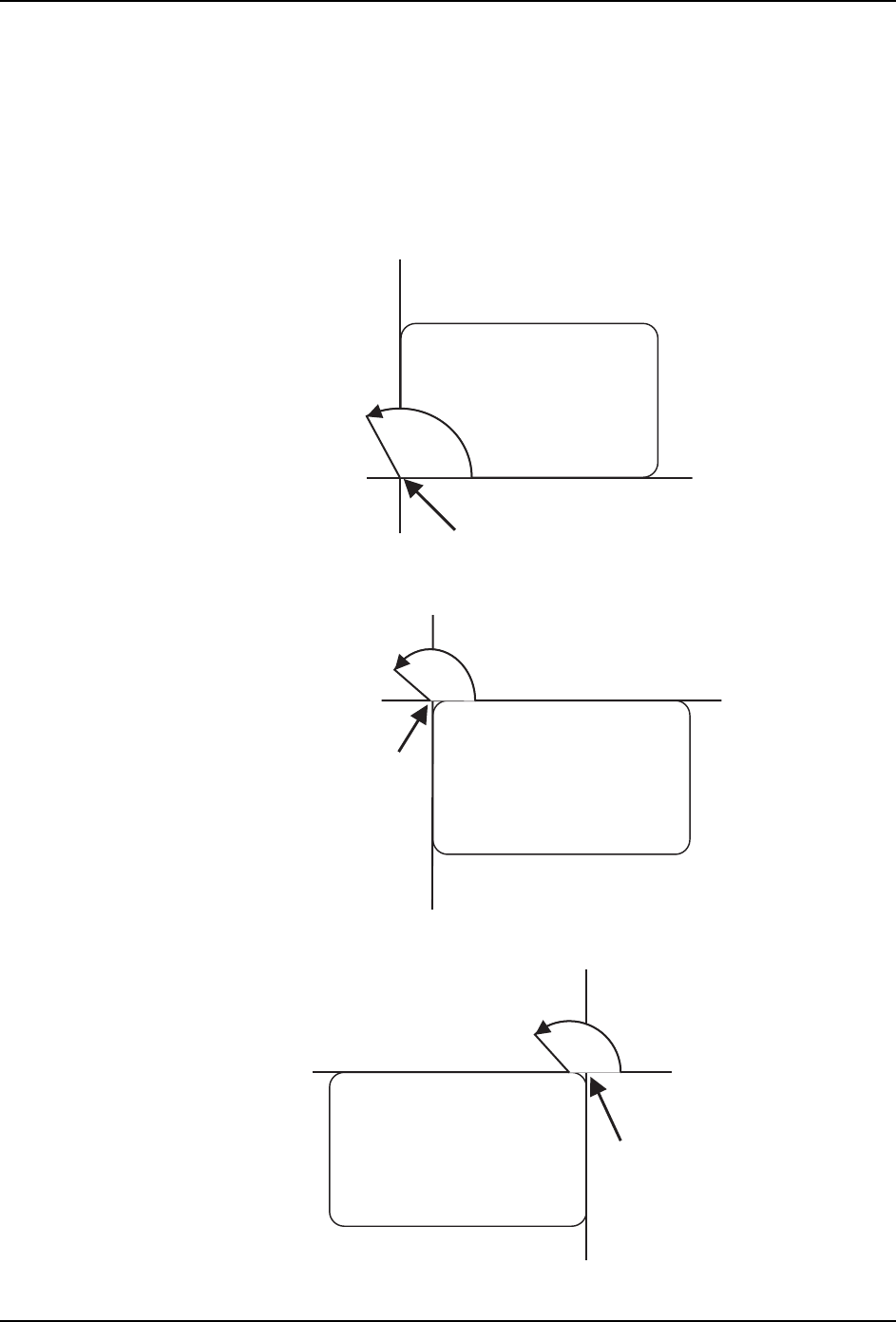
2.2 生产程序的坐标系
生产程序的坐标系,采用数学使用的直接交坐标系。同时,坐标的原点能从电路板四角选择
1 个。称呼其原点为生产程序原点,作为元件贴装等的坐标的基准。再有,元件贴装的角度
是反时针方向为 +。不能指定角度为 - 方向。
如下设定生产程序原点时,坐标及角度如下所示。
1. 设定原点在左下的时候
2. 设定原点在左上的时候
3. 设定原点在右上的时候
<
;
⬉䏃ᵓ
2
;
<
4
35*6
⫳ѻᑣॳ⚍
Y+
X-
O
X+
Y-
Q+
⬉䏃ᵓ
35*6
⫳ѻᑣॳ⚍
Y+
X-
⬉䏃ᵓ
O
X+
Y-
Q+
⫳
ѻᑣॳ
⚍
35*6
PRG-XPF-1.0S 2. 生产程序概要
XPF 编程手册 15
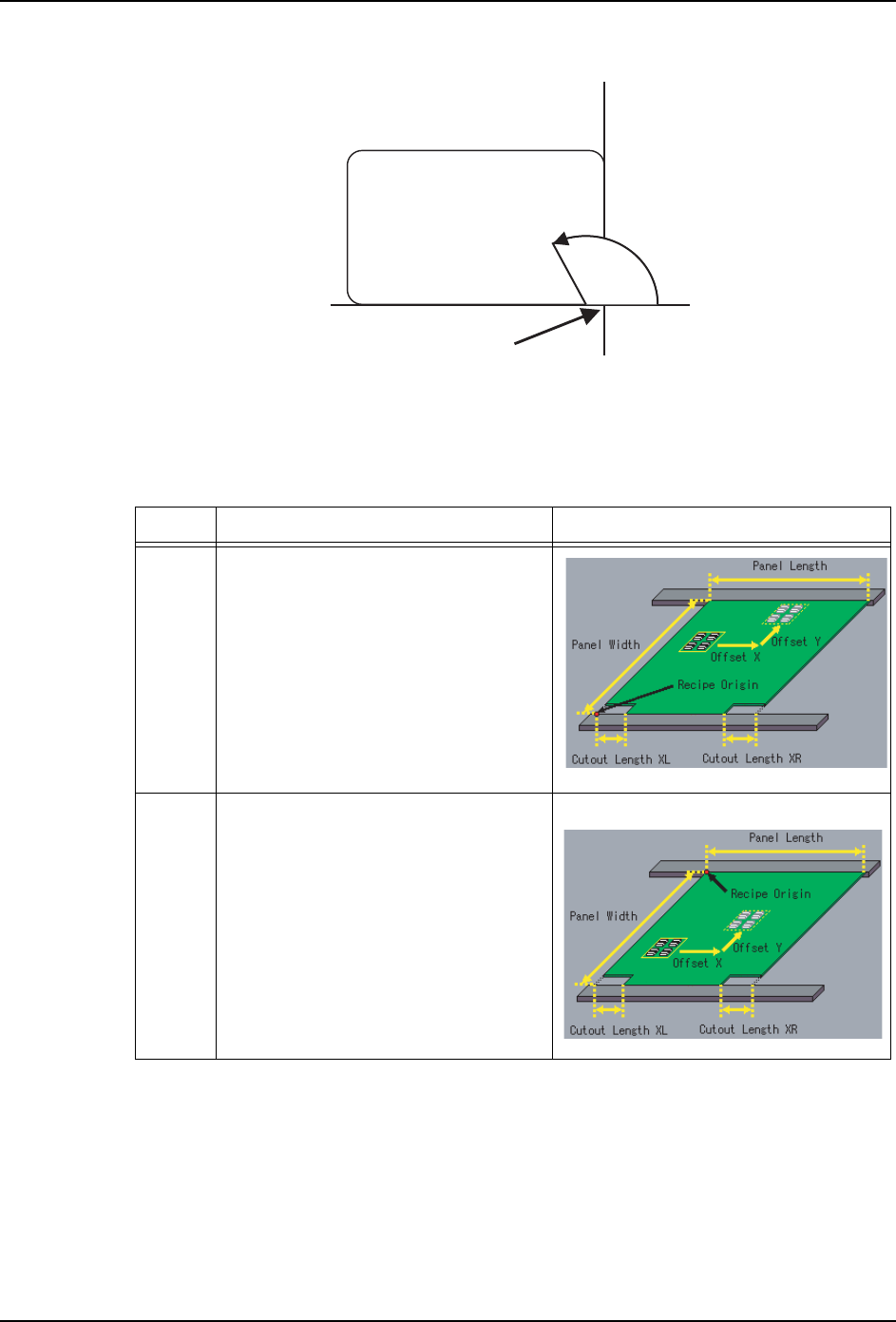
4. 设定原点在右下的时候
生产程序的原点,根据固有值 [OPERATION] 的「__RecipeEditOrigin」的数值能变更位置。
生产程序原点的位置和 「__RecipeEditOrigin」的数值的关系如下表。
备注 )变得与在 Fuji Flexa 上创建的生产程序的原点同样。
设定值 说明 位置
1 从搬运轨道基准轨道方面 (SIDE1 侧 )
看的时候设定为左下。
从搬运轨道基准轨道方面 (SIDE1 侧 )
看的时候设定为左下。
备注 )变更生产程序原点的话,
在顺序中输入的坐标自动
地被变换。
2 从搬运轨道基准轨道方面 (SIDE1 侧 )
看的时候设定为左上。
<
;
⬉䏃ᵓ
2
;
<
4
35*6
⫳ѻᑣॳ⚍
mmp
08PRG-0005
08PRG-0006