XPF-1.0S编程手册.pdf - 第46页
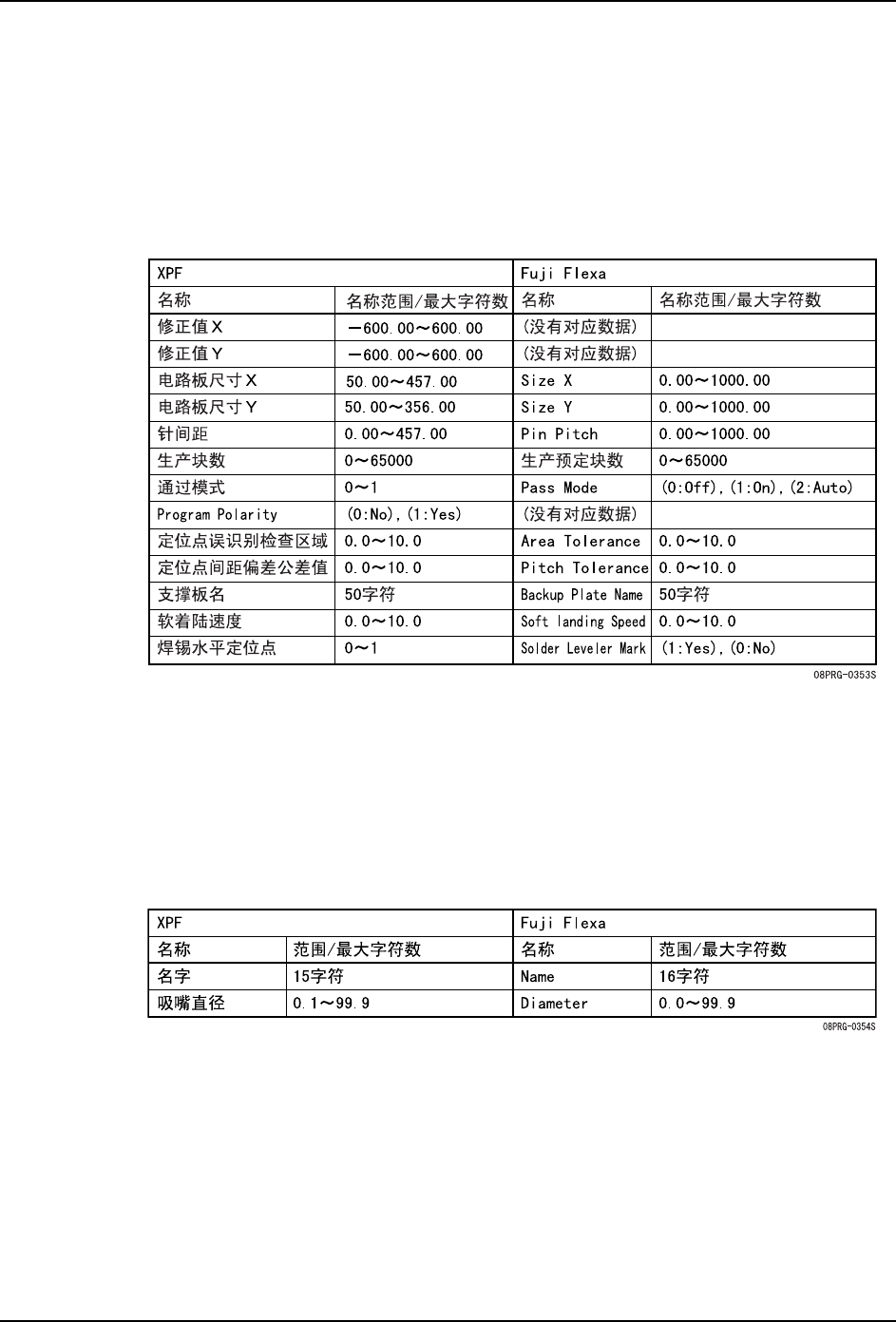
PRG-XPF-1.0S 3. 创建生产程序例子 XPF 编程手册 37 3. 创建生产程序例子 介绍在机器上进行创建生产程序 的时候的基本的操作步骤。 在这里创建如下电路板用的生产 程序。 作为对象电路板, 从子电路板 1 和子电路板 2 构成。 子电路板 1 和子电路板 2 的印刷电路板 ( 元件配置 ) 是同样的,子电路板 2 是子电路板 1 转了 180 度的配置。 电路板的尺寸如下所示。 ·电路板 :190mm × 127mm…
2. 生产程序概要 PRG-XPF-1.0S
36 XPF 编程手册
供料器安装
·Status (Fuji Flexa)
Fuji Flexa 的供料器安装的 Status 即使处于不可移动 (Fixed) 、不可搭载
(Reserved)在 XP 机器上也不具有意义。
电路板
在 Fuji Flexa 的 Job 上,不存在相应于 XP 机器上的电路板修正量 X/Y 的数据。在 XPF 机器
上,在 XP 机器上不能将设定电路板修正量 X/Y 的生产程序反映到 Job 中。
·限制事项
在 Fuji Flexa 的 [Job 编制器]- [工具]- [嵌板指令]上子电路板有一个没
有作成时,就不能保存到 Fuji Flexa 的 Job 中。
吸嘴
在 Fuji Flexa 上,可以输入吸嘴名到 32 个字符为止,但是在 XP 上只对应 15 个字符。在
Job 中设定 15 个字符以上的吸嘴名后,16 个字符以后被舍去,仅仅设定为 15 个字符的吸嘴
名。在 Fuji Flexa 上请不要设定 15 个字符以上的吸嘴名。
·在 XPF 机器上删除 Fuji Flexa 的 Job 或者元件 / 定位点数据时,删除的数据移动
到各个数据库的回收站中。要从回收站完全删除时,请用 Fuji Flexa 进行删除。
Tips)关于文件一览表的显示速度
如果 XPF 机器上被登记的生产程序、元件数据、定位点数据等的文件数越多,对于显示
各数据的文件的一览表需要时间也越多。
注意 )为了不错误地删掉必要的数据,请保存在 USB 存储器等外部存储媒体和网络之后再删
掉。
PRG-XPF-1.0S 3. 创建生产程序例子
XPF 编程手册 37
3. 创建生产程序例子
介绍在机器上进行创建生产程序的时候的基本的操作步骤。
在这里创建如下电路板用的生产程序。
作为对象电路板,从子电路板 1 和子电路板 2 构成。子电路板 1 和子电路板 2 的印刷电路板
( 元件配置 ) 是同样的,子电路板 2 是子电路板 1 转了 180 度的配置。
电路板的尺寸如下所示。
·电路板 :190mm × 127mm (厚度:1.0mm)
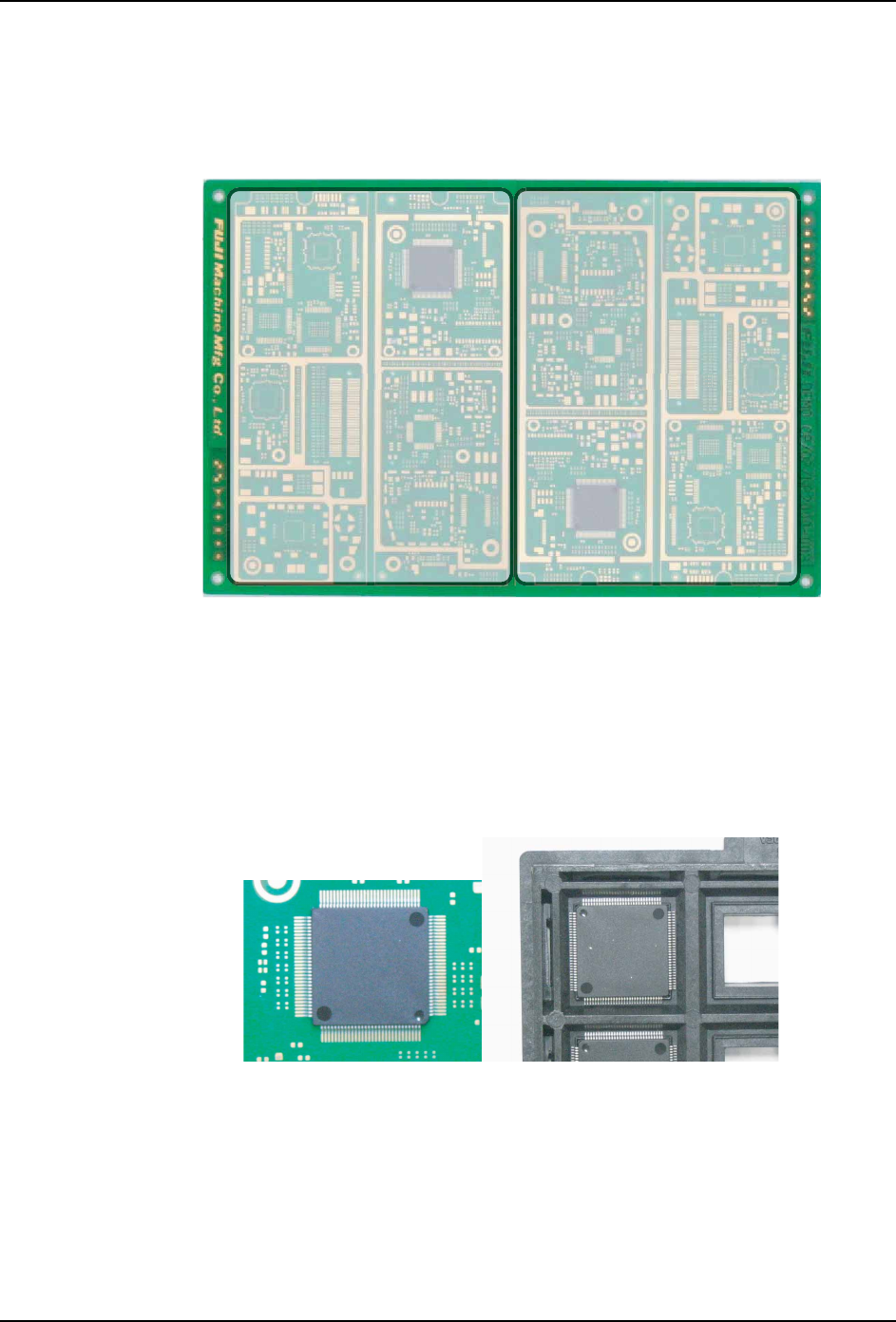
使用的元件及基准定位点如下所示。
1. QFP 120Pin (0.4mm 间距、有极性)
·供应方法 : 从料盘 (BTU-A 供应 )
·使用吸嘴 : φ 10mm 单吸嘴
ᄤ⬉
䏃ᵓ
ᄤ⬉
䏃ᵓ
35*6
08PRG-0011
3. 创建生产程序例子 PRG-XPF-1.0S
38 XPF 编程手册
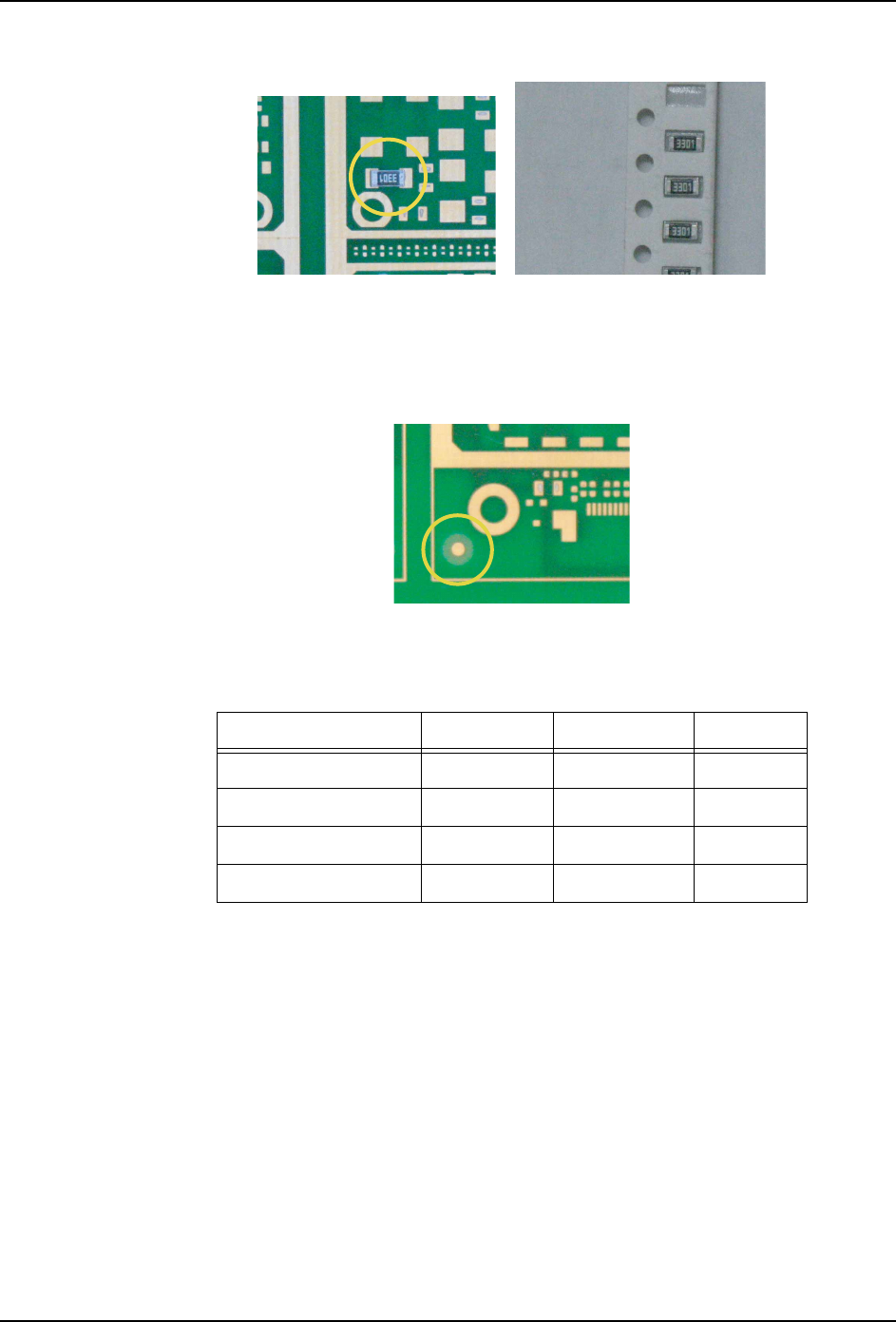
2. 电阻器 (3.2mm × 1.6mm,没有极性 )
·供应方法 :8mm 纸带 4mm 送进 ( 使用 FIF 从 MFU-30 供应 )
·使用吸嘴 : φ 1.3mm 旋转自动更换头吸嘴
3. 白基准定位点 (φ 1.2mm)
元件及基准定位点的电路板上的坐标如下表所示。但是,生产程序原点 ( 电路板上的原点 )
在电路板左下。角度表示以在创建元件数据时的元件的方向做为基准 (0 度 ) 时的元件贴装
的方向。
以下面的顺序说明生产程序创建的步骤。
1. 元件数据的创建
创建电路板安装的元件的数据创建。
2. 电路板的设定
设定电路板尺寸。
3. 基准定位点数据的创建
创建元件贴装坐标做为补正必要的基准定位点的数据。
4. 供料器设置
设定供应元件的平台和料站。
5. 吸嘴的设定
设定生产时使用的吸嘴。
元件 / 基准定位点名 X 坐标 (mm) Y 坐标 (mm) 角度 ( 度 )
QFP 120Pin 71.00 99.25 180
电阻器 59.00 77.50 0
F1( 白基准定位点) 58.00 120.00 0
F2( 白基准定位点) 55.00 6.00 0
08PRG-0012
08PRG-0013