XPF-1.0S编程手册.pdf - 第221页
6. 编辑程序 PRG-XPF-1.0S 212 XPF 编程手册 6.2.2 电路板编辑 功能说明 设定生产电路板的信息。 表示步骤 从[编 辑 器]画 面 选 择[电 路 板] 。 解说 设定电路板的信息。同时,在这 个画面也进行生产块数的设定。 在 [ 电路板编辑 ] 画面,可以设定下以下项目。 项目说明 1. 修正量 X(-600.00mm ~ 600.00m m) 输入 X 方向的修正值。 请在以顺序输入的坐标的基准点 与生产…
PRG-XPF-1.0S 6. 编辑程序
XPF 编程手册 211
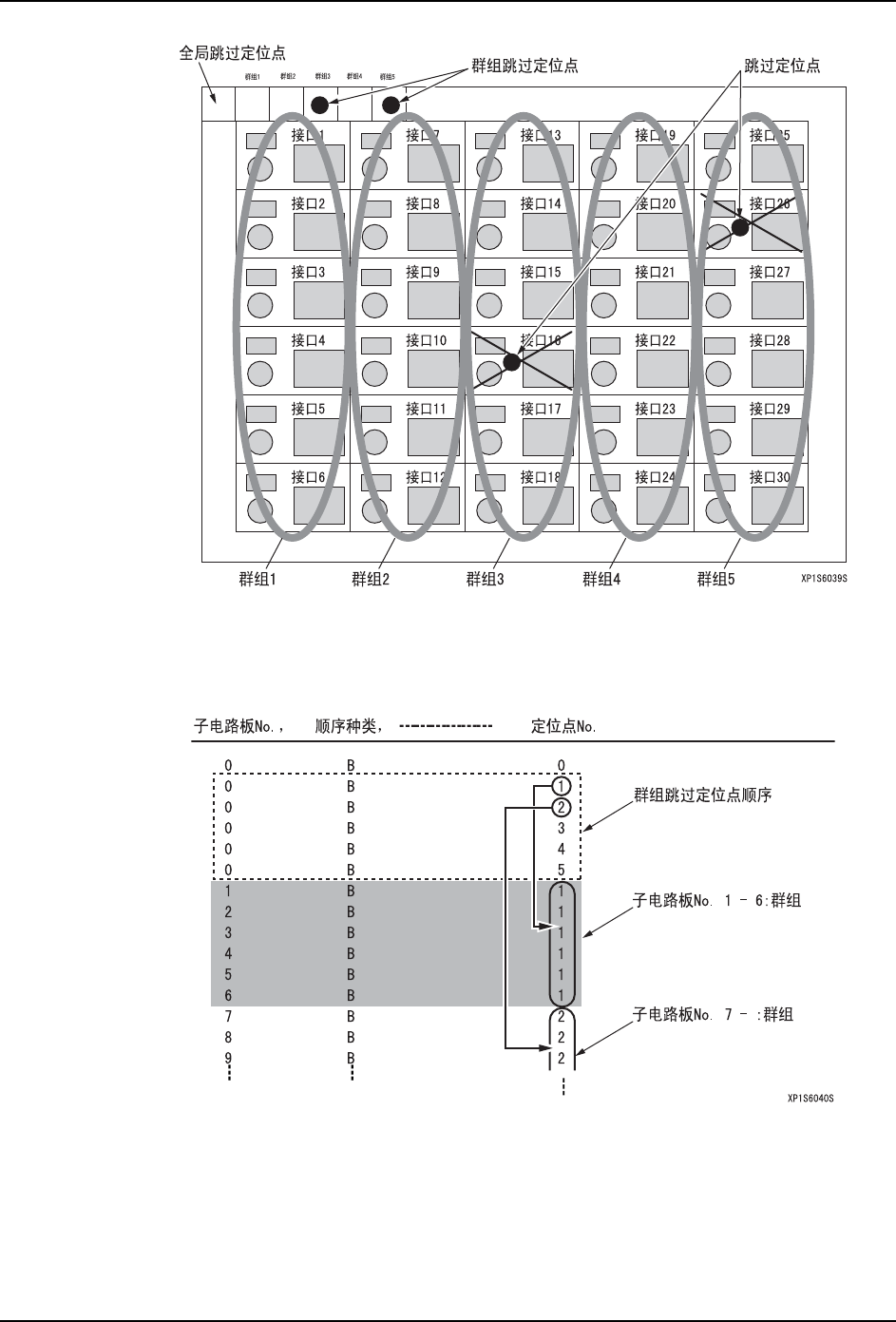
备注 )群组跳过定位点的群组可以在 「第 4 部 3. 编辑」的顺序编辑画面上进行编辑,群组
跳过定为点顺序当数据的 「子电路板 No.」 时为 0,「定位点 No.」为 0 以外的东西时
作为群组跳过定位点顺序。
各个群组当群组跳过定位点顺序的「定位点 No.」在相同号码的子电路板时作为同一个
群组识别。
3. 由跳过定位点进行子电路板跳过
检测出跳过定位点时,生产中将会自动跳过所对应的子电路板。在使用主跳过定位点时,
机器只有在检测出主跳过定位点后进行在各个子电路板上设定子电路板跳过定位点的检
测,判断对哪块子电路板进行跳过,对没有检验出子电路板跳过定位点的子电路板贴装
元件后排出电路板。
6. 编辑程序 PRG-XPF-1.0S
212 XPF 编程手册
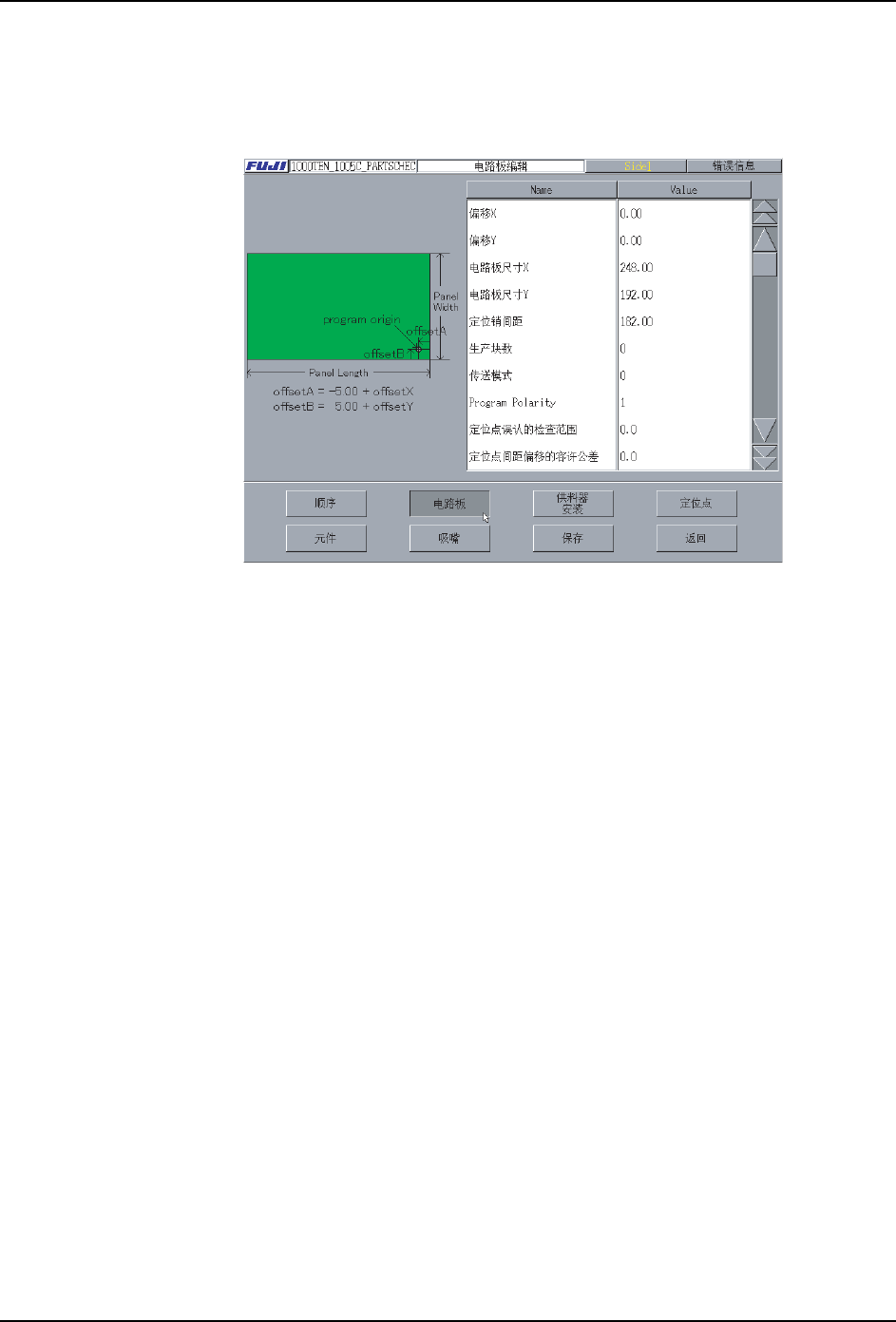
6.2.2 电路板编辑
功能说明
设定生产电路板的信息。
表示步骤
从[编辑器]画面选择[电路板]。
解说
设定电路板的信息。同时,在这个画面也进行生产块数的设定。
在 [ 电路板编辑 ] 画面,可以设定下以下项目。
项目说明
1. 修正量 X(-600.00mm ~ 600.00mm)
输入 X 方向的修正值。
请在以顺序输入的坐标的基准点与生产程序原点有差异时设定。
2. 修正值 Y(-600.00 ~ 600.00 mm)
输入 Y 方向的修正值。
请在以顺序输入的坐标的基准点与生产程序原点有差异时设定。
3. 电路板尺寸 X(50.00 ~ 457.00 mm)
设定电路板的 X 方向尺寸。
4. 电路板尺寸 Y(50.00 ~ 356.00 mm)
设定电路板的 Y 方向尺寸。
5. 生产块数 (0 ~ 65000)
设定电路板的生产块数。
输入 「0」的话,在 [ 工作条件设定 ] 画面的 「生产预定块数」上可以设定生产块数。
6. 通过模式
通过运转时设定。
35*6
PRG-XPF-1.0S 6. 编辑程序
XPF 编程手册 213
电路板仅仅通过机器,只作为单纯的搬运轨道而动作。
7. 定位点的错误识别检查范围 (0.0 ~ 10.0)
设定各个定位点的错误识别检查范围的公差。
设定值是 0.0 时,不进行偏差量的检查。
8. 定位点间距偏差的公差范围 (0.0 ~ 10.0)
设定定位点间距偏差的公差范围。
设定值是 0.0 时,不进行偏差量的检查。
备注 )用焊接基准定位点进行生产时,有时会错误识别定位点进行贴装,请务必在 「定位点
误识别检查区域」「定位点间间距偏差的公差」的参数中输入数值。
9. 真空支撑板名称 ( 当前不支持。)
输入真空支撑板名称。
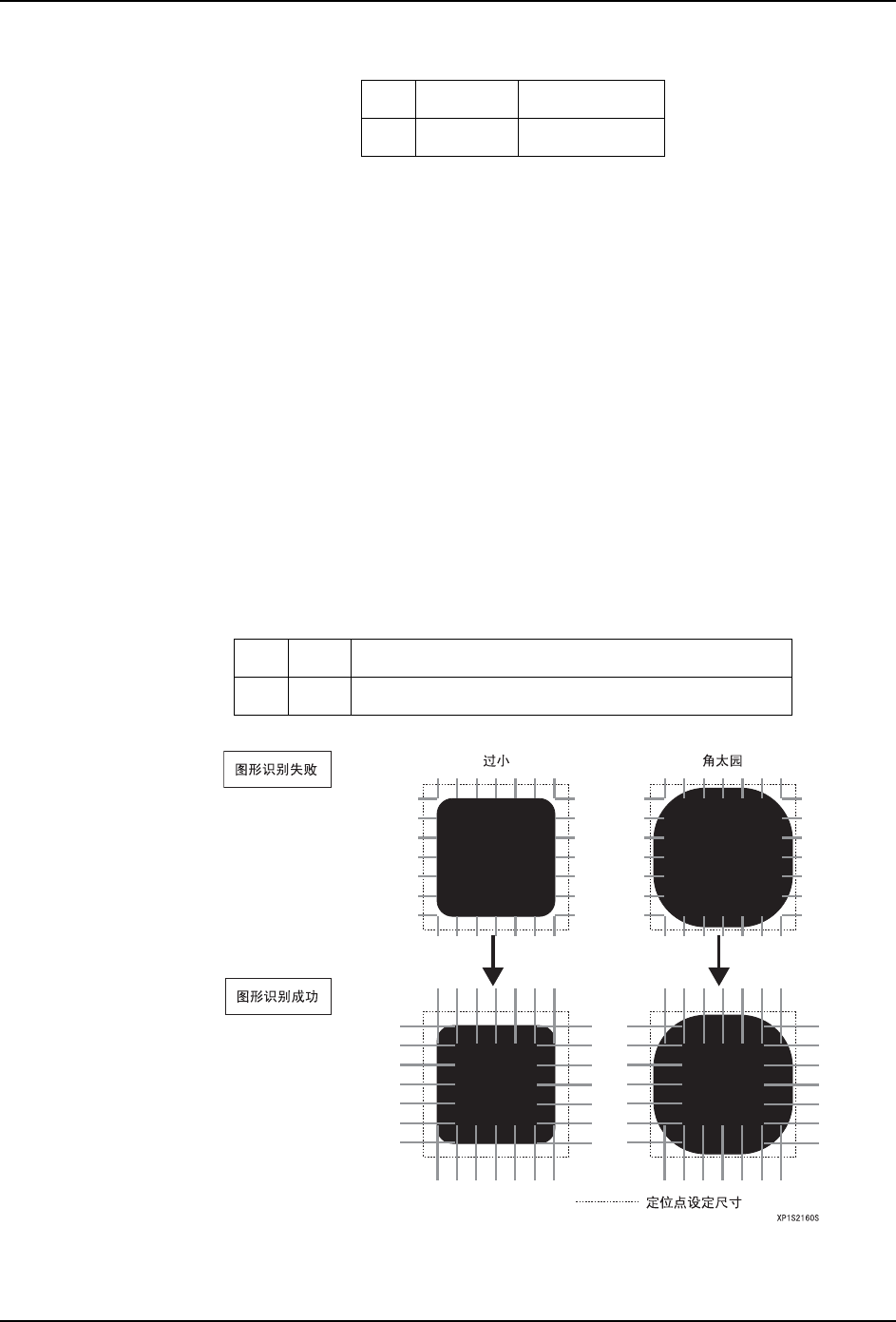
10.焊锡水平定位点
如果将焊锡水平定位点作为基准定位点时,如下图所示焊锡水平定位点的基准定位点比
设定的定位点尺寸看上去要小、角成园形时,有可能识别类型失败。在生产程序内的电
路板设定上,将焊锡水平定位点设定为 (1:YES) 后,在通常的影像失败时,改变查找线
长度进行影像处理。由此可以成功地检测出轮廓线并识别类型。但是,尺寸太小时或者
太大时不能识别类型。
注意 )使用本功能时,有时会误识别定位点而贴装,请务必在生产程序的电路板的 「定位点
误识别检查区域」、「定位点间距偏差容许误差」中输入任意的数值。
0: No Pass 不通过
1: Pass 通过
0: No 通常的定位点影像处理失败时,不进行影像处理。
1: Yes 通常的定位点影像处理失败时,进行影像处理。