XPF-1.0S编程手册.pdf - 第266页
PRG-XPF-1.0S 6. 编辑程序 XPF 编程手册 257 对应 Vision Type v. Alt. Feeder Trigger 生产程序中的供料器安装中设定次 料站时, 从以下的数值中选择在什么条件下移动至 次料站。 这个设定在固有 值 「 __ DchangeTrigger」 是 「 3」时为有效。 对应 Vision Type 注意 )在 XPF 上, 进行补件次数量的补件动作, 全部为吸取错误时作为料尽, 「1:N…
6. 编辑程序 PRG-XPF-1.0S
256 XPF 编程手册
q. Placing Offset Y(-100.00 ~ 100.00 mm)
设定这个数值后,在以顺序指定的坐标里 90 加上修正值的位置上贴装。元件的方向
以 「Direction 0」并且贴装角度为 0 度的时候作为基准。
对应 Vision Type
r. Placing Offset Z(-20.00 ~ 20.00 mm)
设定贴装时将元件压在电路板上时的冲程量。以 「0」输入时仅压下 0.3mm。
对应 Vision Type
s. Placing Mode
指定移向元件贴装坐标时各伺服轴的到达精度。
当选择重视贴装速度时选 「2」,重视贴装精度时选 「1」。
对应 Vision Type
t. Slow Place Speed(0% ~ 100%)
设定从吸取到贴装过程中 Z 轴上升和下降的速度。减轻吸取或贴装时对元件的冲击。
值越小速度越慢。输入 「0」时,机器判断为 「100」。
还有,吸取时取此值和 「Soft Place Speed」中慢的速度为有效值。吸取元件期间、
「Part Transport Speed」也需考虑,取这些数据中最慢的速度为有效值。另外,贴
装时取此值和 「Soft Place Speed」中慢的速度为有效值。
对应 Vision Type
u. Soft Place Speed(0.0 ~ 10.0)
设定贴装时 Z 轴下降和上升的速度。
减轻贴装时对元件的冲击。值越小速度越慢。输入 「0」时,机器判断为 「10.0」。
贴装时取这个值和 「Slow Place Speed」两者中较慢的数据为有效值。吸取元件期
间,「Part Transport Speed」也需考虑,取这些数据中最慢的速度为有效值。
10 18 19 20 100 124 180 230
○○○○○○○○
10 18 19 20 100 124 180 230
○○○○○○○○
10 18 19 20 100 124 180 230
○○○○○○○○
Standard: 0 Vision Type 不到 100 时,以低精度模式进行贴装。Vision Type 在
100 以上时,以高精度模式进行贴装。
Fine-Slow: 1 以高精度模式进行贴装。
Fine-Fast: 2 以低精度模式进行贴装。
10 18 19 20 100 124 180 230
○○○○○○○○
PRG-XPF-1.0S 6. 编辑程序
XPF 编程手册 257
对应 Vision Type
v. Alt. Feeder Trigger
生产程序中的供料器安装中设定次料站时,从以下的数值中选择在什么条件下移动至
次料站。
这个设定在固有值 「__ DchangeTrigger」是 「3」时为有效。
对应 Vision Type
注意 )在 XPF 上,进行补件次数量的补件动作,全部为吸取错误时作为料尽,「1:No Part」、
「2:Miss」的任何一方都是同样的动作。
w. Recovery Times(0 ~ 255)
设定补件次数。
在机器的设定中,补件模式设定为自动补件时,以在此设定的补件次数进行补件。
对应 Vision Type
注意 )在机器上设定的补件次数仅在元件数据中没有设定补件次数时有效。
备注 )补件模式及补件次数,可以用[设定/管理]的[工作条件设定]画面的[生产]模式设定。
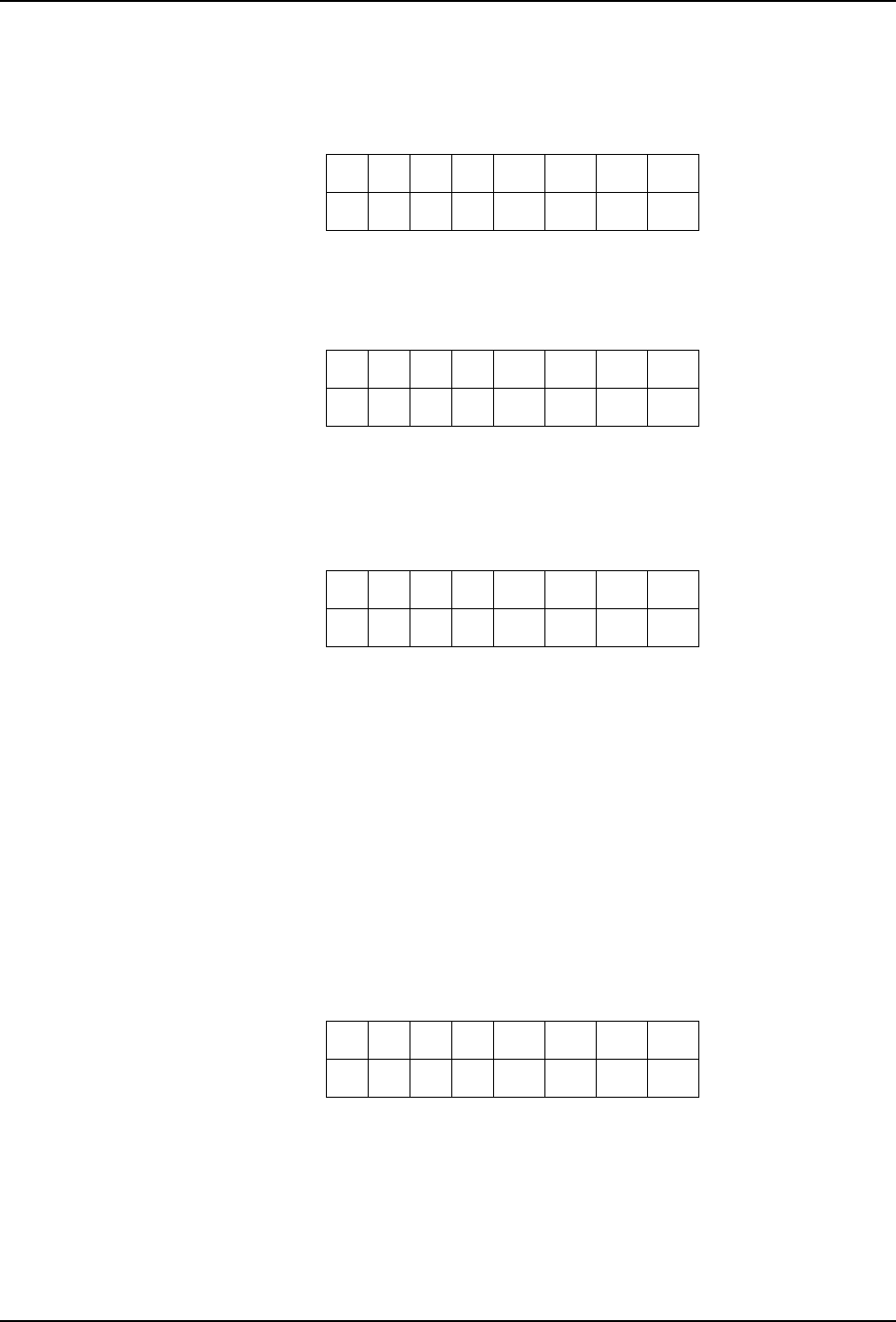
x. Part Dump Position
由于影像处理错误等排出元件的时候,从下面选择其位置。
对应 Vision Type
备注 )FujiFlexa 的外形编辑 (Dump Position)的各个数值的名称不同。
请参考下述的对照表。
10 18 19 20 100 124 180 230
○○○○○○○○
10 18 19 20 100 124 180 230
○○○○○○○○
0: Error 料尽、吸取错误、影像处理错误
1: No Part 料尽、吸取错误
2: Miss 料尽、吸取错误
10 18 19 20 100 124 180 230
○○○○○○○○
Box: 将不良元件废弃到搬运轨道旁边的不良元件排出箱。
Tray: 将不良元件废弃到搬运轨道旁边的不良元件排出料盘。
10 18 19 20 100 124 180 230
○○○○○○○○
6. 编辑程序 PRG-XPF-1.0S
258 XPF 编程手册
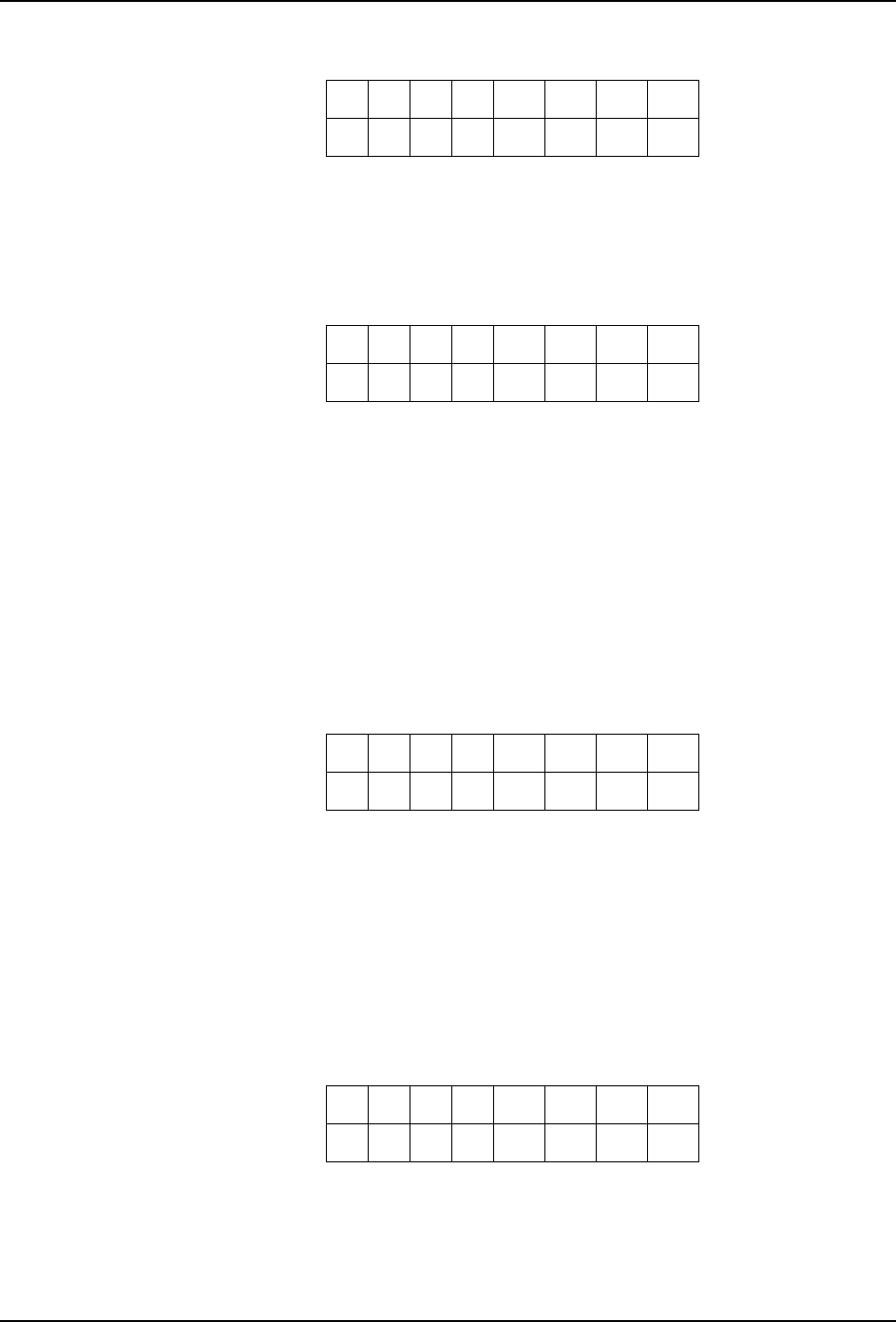
Tips)关于 [ 编辑吸取数据 ] 画面和 [ 编辑贴装数据 ] 画面
1.P 有关 Process 类的吸取项目,在 [ 编辑吸取数据 ] 画面设定。要显示这个画面,请
按下 [ 吸取 ] 按键。
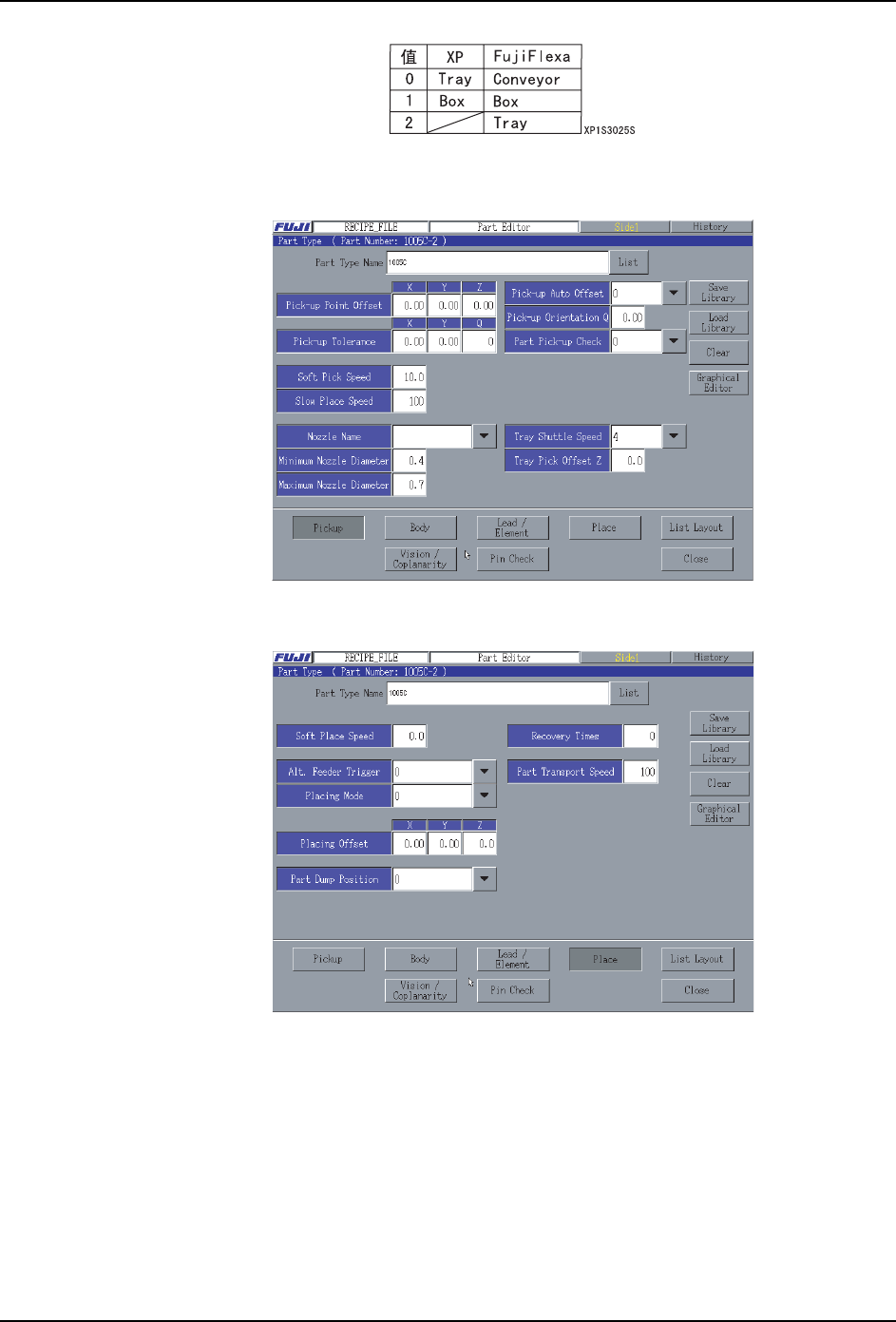
2.另外,有关 Process 类的贴装项目,在 [ 编辑贴装数据 ] 画面设定。显示这个画面的
时候,请按下 [ 贴装 ] 按键。
08PRG-0529E
08PRG-0530E