CAN Bus Workshop_Version 03__ 06_2008_DE.pdf - 第58页
1 - 32 S tudent Guide CAN BUS Wor kshop 2 Kommu nikation und S teuerung Ausg abe 06/2 008 32 2.2.12 Kommunikation X-Föderer Die Kommu nikation zwisc hen der Feeder Con trol uni t (FCU) u nd den X- Föderern erfolgt ü ber …
1 - 31
Student Guide CAN BUS Workshop
Ausgabe 06/2008 2 Kommunikation und Steuerung
31
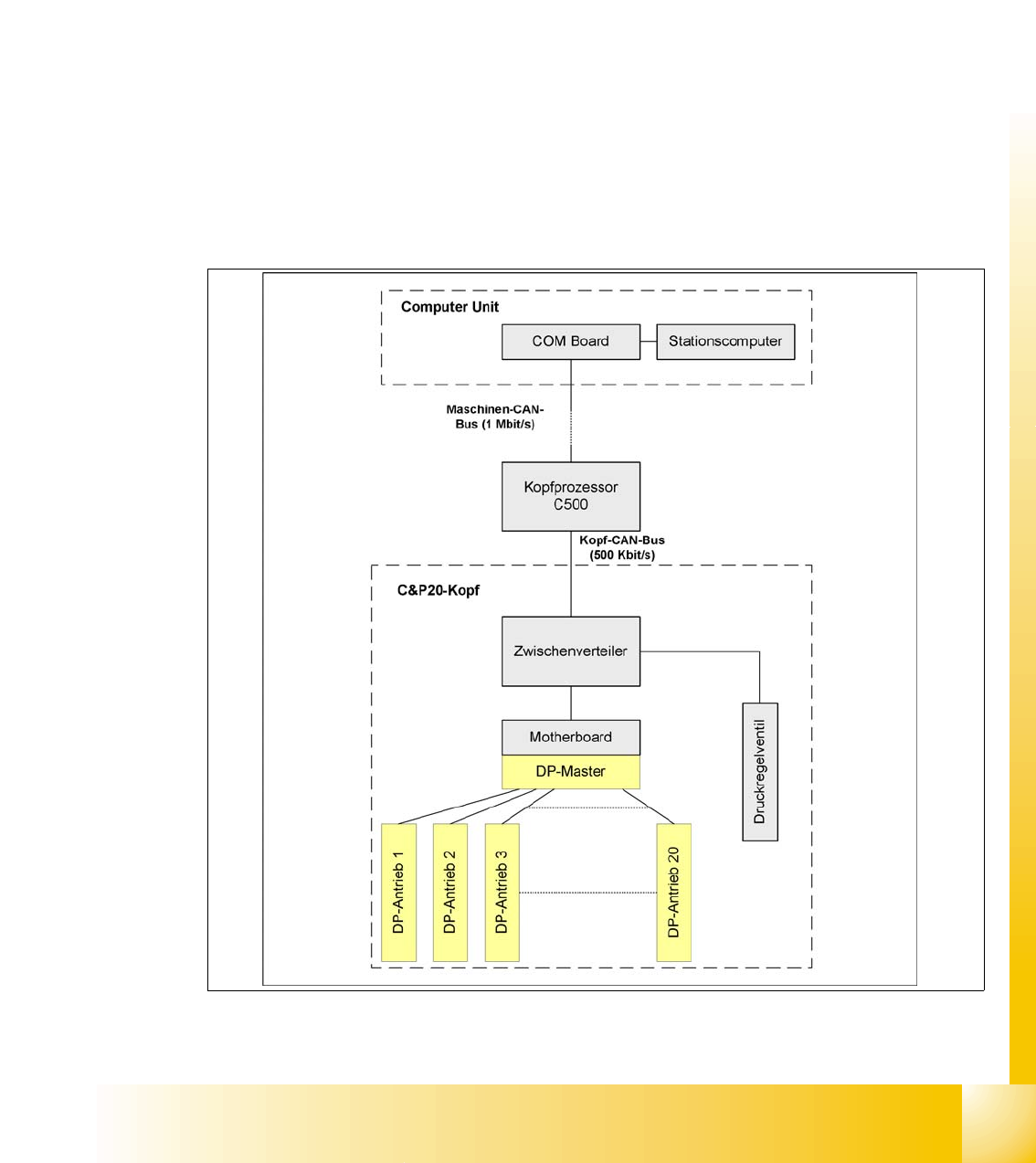
2.2.11 Kommunikation C&P 20 Kopf
Das TQM –Modul auf dem Kopfinterface C500 kommuniziert über den CAN Bus (1M/Baud) zum
Maschinencontroller.
Die Kommunikation zum C&P20 Kopf läuft über einen zusätzlichen CAN Bus, der mit 500KBaud
die Daten überträgt.
Die 20 DP - Achsen werden über den „DP- Master" angesteuert. Dabei werden quasi gleichzeitig
von der Maschinensteuerung 4 Aktionen ausgeführt:
– Start einer bestimmten Drehachse nach Abholen / Bestücken (Abholwinkel/Bestückwinkel)
– Start einer bestimmten Drehachse nach Vision (Korrekturwinkel)
– Warten auf eine bestimmten Drehachse vor Vision (Positionierkommando nicht erlaubt)
– Warten auf eine bestimmten Drehachse vor Abholen / Bestücken (Positionierkommando nicht
erlaubt)
Abb. 2.2 - 16 CAN-Bus gesteuerte Kopffunktionen am C&P 20 Kopf
1 - 32
Student Guide CAN BUS Workshop
2 Kommunikation und Steuerung Ausgabe 06/2008
32
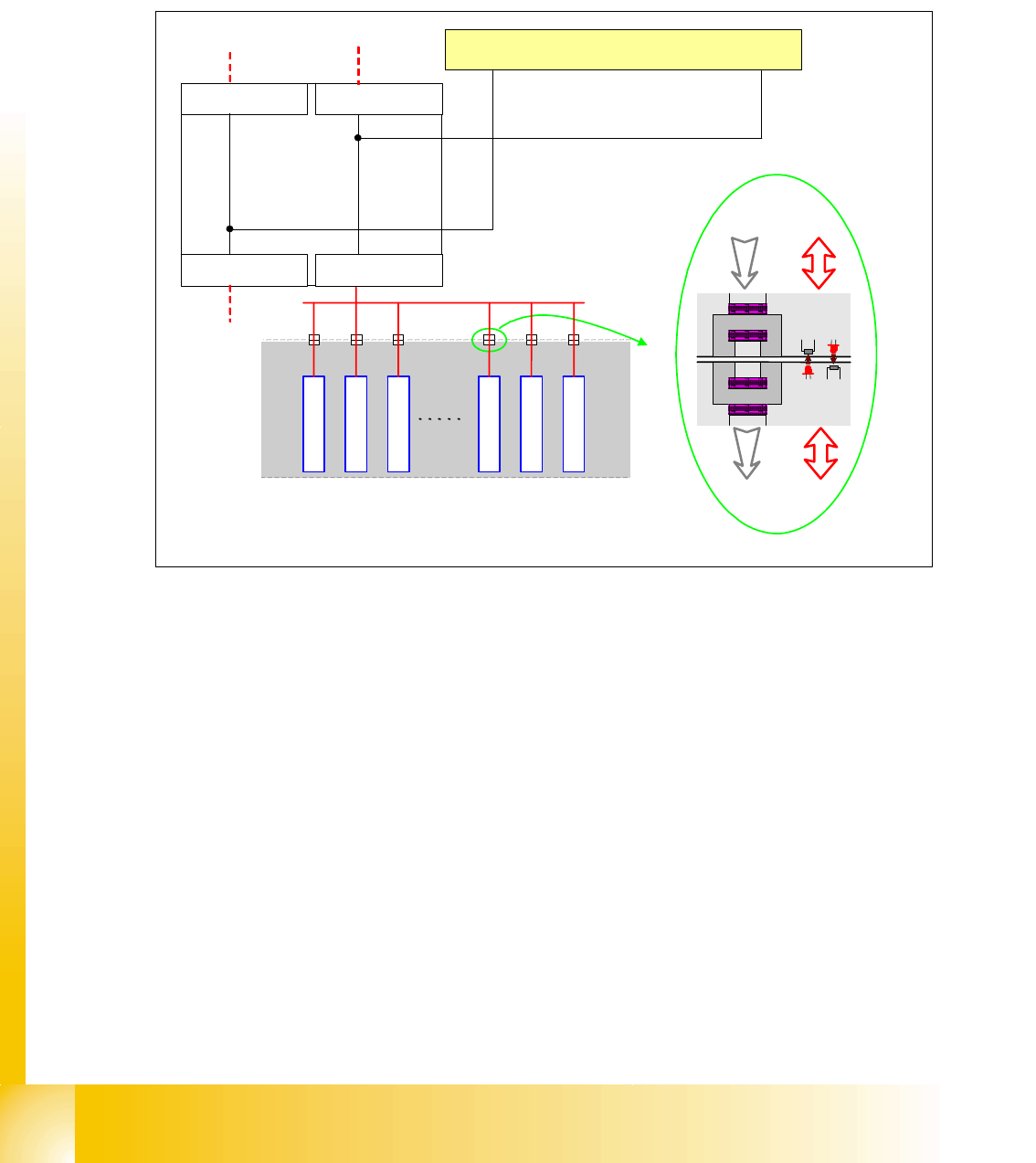
2.2.12 Kommunikation X-Föderer
Die Kommunikation zwischen der Feeder Control unit (FCU) und den X- Föderern erfolgt über ei-
nen CAN Bus. Dieser CAN Bus ist nur für die Kommunikation zwischen FCU und Föderern zu-
ständig und wird vom übergeordneten Maschinen CAN Bus gesteuert. Die Daten-
Energieübertragung zwischen FCU und den Föderern ist kontaktlos.
Abb. 2.2 - 17 Kommunikation X-Feeder
2.2.13 Kommunikation Gurtschneider und Pipettenwechsler
Beschreibung Modul CAN-Knoten PPW Gurtschneider
Mit der Einführung der SIPLACE X4I und der Weiterentwicklung der SIPLACE X-Serie wurde die
Steuerung des Pipettenwechslers und die Überwachungssensoren für die Abwurfbehälter zurück
in den Maschinen CAN-Bus integriert.
Diese neue Platine wird als „Modul CAN node NC tape cutter“ [03052927-xx] bezeichnet und wird
anstelle der Gurtschneider-Platine eingesetzt.
In diese Platine wurde somit die Steuerung des Gurtschneidgerätes, PPW 1 & 2, Pipettenstation
(Blasluftventil für C&P20-Kopf) und Sensoren für die Abwurfbehälter BE/Pipetten implementiert.
Die Firmware für den CAN-Knoten wird mit Hilfe der Stationssoftware oder mit Caccia auf die
Gurtschneidplatine geladen.
Das Modul "CAN node NC tape cutter" ist rückwärtskompatibel zu den alten Gurtschneidplatinen.
Somit kann diese Baugruppe in der X-Serie, HF-Serie und D-Serie eingesetzt werden.
SIPLACE
X-Serie
Feeder
Feeder
Feeder
Feeder
Feeder
Feeder
Feeder-CAN Bus
BE-Wagen
(COT)
Power Data
Power Data
Machine CAN Bus
FCU Location 1
C
O
M
U
n
i
t
x
6
p
n
x
7
p
n
FCU Location 2
FCU Location 3FCU Location 4
1 - 33
Student Guide CAN BUS Workshop
Ausgabe 06/2008 2 Kommunikation und Steuerung
33
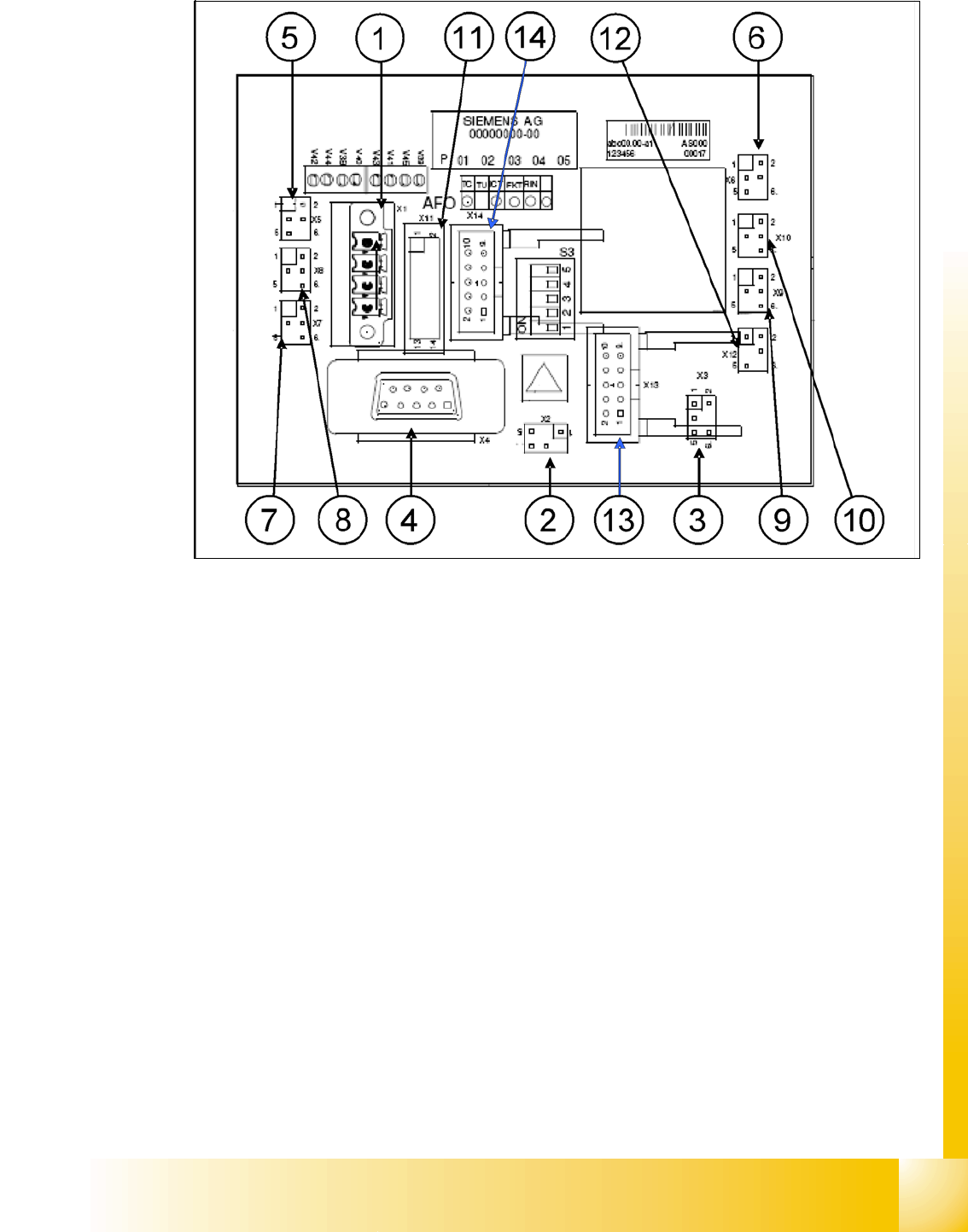
Abb. 2.2 - 18 Leiterplatte CAN Knoten
Modul CAN-Knoten PPW Gurtschneider (Modul CAN node NC tape cutter)
(1) X1 – Energieversorgung mit automatischer CAN-ID
(2) X2 – Energieversorgung Gurtschneider +24 V/+5 V
(3) X3 – Abwurfbehälter (Pipetten, Bauteile)
(4) X4 – CAN-Bus-Anschluss
(5) X5 – Energieversorgung Ventil (links)
(6) X6 – Energieversorgung Ventil (rechts)
(7) X7 – Bero-Hubzylinder eingefahren (links)
(8) X8 – Bero-Hubzylinder ausgefahren (links)
(9) X9 – Bero-Hubzylinder eingefahren (rechts)
(10) X10 – Bero-Hubzylinder ausgefahren (rechts)
(11) X11– Test-Stecker Gurtschneider
(12) X12 – Druckluftventil (zusätzliche Drucklufteinheit zum Bauteile abzuwerfen)
(13) X13 – Pipettenwechsler Reihe 1
(14) X14 – Pipettenwechsler Reihe 2