00196457-05_UM_SX12DX12_SR706_EN.pdf - 第144页
3 Technical data and assemblies Us er Manual SIPLACE SX1/SX2/DX1/DX2 3.7 Gantry system From software version SC.706.xx Version 06/2012 EN 144 3.7.3 S tructure of the Y axis 3 Fig. 3.7 - 5 Structure of the Y axis The Y ax…
User Manual SIPLACE SX1/SX2/DX1/DX2 3 Technical data and assemblies
From software version SC.706.xx Version 06/2012 EN 3.7 Gantry system
143
3
Fig. 3.7 - 4 Design of X axis - view from below
(1) PCB camera
(2) Incremental encoder
(3) Length measurement system (on the gantry underside)
The X axis is driven by a linear motor. The secondary part of the drive consists of a permanent
magnet and is mounted on the gantry arm. The primary part is bolted to the head mount. The head
mount has been designed so that all placement head types can be accommodated - one of the
benefits of the great flexibility in the SIPLACE machines.
(2)
(1)
(2)
(3)
3 Technical data and assemblies User Manual SIPLACE SX1/SX2/DX1/DX2
3.7 Gantry system From software version SC.706.xx Version 06/2012 EN
144
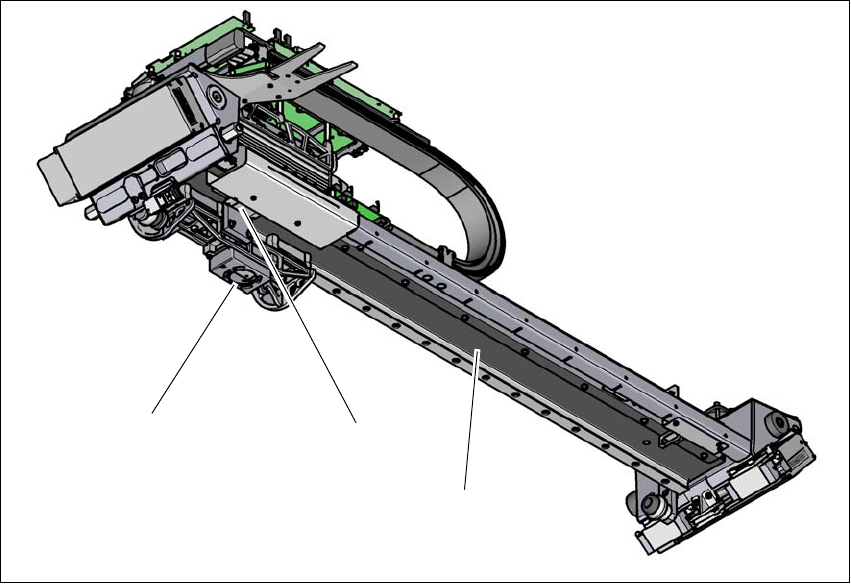
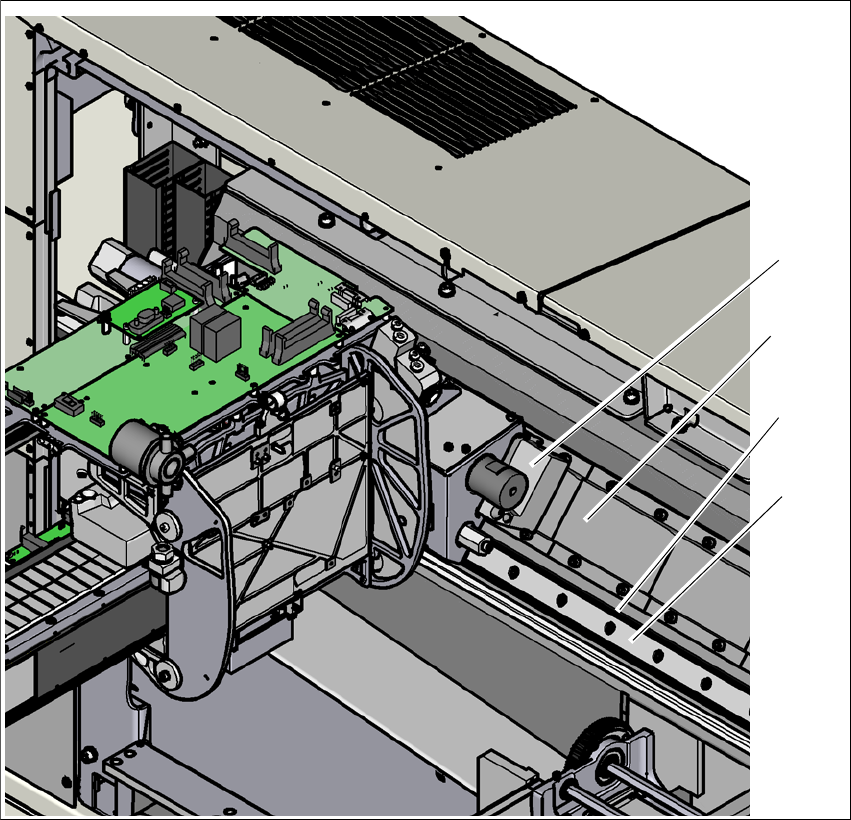
3.7.3 Structure of the Y axis
3
Fig. 3.7 - 5 Structure of the Y axis
The Y axis essentially consists of the following main modules:
(1) Y linear motors (primary part) on the X axis with fixed and loose bearing mounted
(2) Permanent magnet (secondary part of the Y-axis linear motor)
(3) Linear distance measuring system
(4) Guide system
(1)
(2)
(4)
(3)
User Manual SIPLACE SX1/SX2/DX1/DX2 3 Technical data and assemblies
From software version SC.706.xx Version 06/2012 EN 3.8 PCB conveyor system
145
3.8 PCB conveyor system
3.8.1 Description
The PCB conveyors are designed as three-part conveyors with input, processing and output con-
veyor sections. The input and output conveyor areas act as bumper zones for the boards in the
event of short waiting periods.
The conveyor belts are driven by DC motors. Ultrasound sensors monitor and control transporta-
tion of the boards. Once the board has reached the placement area and has passed the ultra-
sound sensors, it is braked. A stopper now positions the board. As soon as the circuit board has
reached its target position, the conveyor belt is stopped and the board is clamped from below.
The distance between the top of the PCB and the placement head thus remains unchanged for
each PCB, and is not dependent on the thickness of the PCB. The placement rate is thus inde-
pendent of the PCB thickness. The PCB fiducial centering can also be optimized. Since the dis-
tance between the PCB surface and the PCB camera remains the same, the PCB camera is
always focussed on the PCB surface with the same sharpness. The PCB fiducial contours are op-
timally mapped on the CCD chip of the PCB camera.
The width of the circuit board conveyor is set and monitored by an integral control circuit. It can
be selected by calling up the program. The control electronics activate the drive motor until the
required width has been reached. The width adjustment is therefore independent of other machine
components.
The conveyor height can be selected on the machine to allow the machines to be integrated into
lines with a conveyor height of, 900, 930 or 950 mm. The standard height is 930 mm.
The PCB conveyors communicate with the individual machines via the SMEMA interface or the
optional Siemens interface.
The fixed conveyor side can be either right or left in dual conveyors. Changing the fixed conveyor
side from left to right or vice versa is easily performed in the station software.
In single conveyors, only the fixed conveyor side can be set to the right-hand side. However, the
fixed conveyor side can be set to the left with mechanical conversion.