KE2040取扱説明書Ver.2.01和文Rev.04.pdf - 第180页
4 - 75 4-7-5. タックコントロール部(付加情報ページ タックコントロール部(付加情報ページ タックコントロール部(付加情報ページ タックコントロール部(付加情報ページ) ) ) ) 付加情報に割り当てられている 項目は、デフォルト値が常 に適用されるので、通常変更する 必 要は有りません。デフォルトの 値を変更したい場合だけ、 付加情報ウインドウをオープンし て 下さい。一度、付加情報項目を 変更後に、部品種別、セン タリン…
4 - 74
② 部品吸着バキューム圧
生産時、部品無しのバキュームレベル(マシンセットアップで設定)と本バキューム圧
で吸着後の部品が正しく吸着できたかを判断します。
ノズル番号で指定されたノズルで部品を吸着した時のバキューム圧を入力します。直接
入力するかまたは、トラックボールの<右>ボタンまたは F2 キーを押し、ポップアップ
メニューを開いて選択入力して下さい。
部品吸着バキューム圧
-82.437 ノズル 500 1005, 1608, SOT (モールド部 1.6 x 0.8) , 2012,
SOT(モールド部 2.0 x 1.25)
-82.437 ノズル 501 0603(
((
(KE-2040 対象外)
対象外)対象外)
対象外)
-82.437 ノズル 502 1005,
-82.437 ノズル 503 1608,SOT (モールド部 1.6 x 0.8), 2012, SOT(モールド部 2.0 x 1.25)
-82.437 ノズル 504 2012,3216,SOT(モールト部 2.0 x 1.25),SOT23
-82.437 ノズル 505 アルミ電解コンデンサ(小),タンタルコンデンサ,トリマ
-82.437 ノズル 506 アルミ電解コンデンサ(中), SOP(狭幅), HSOP(狭幅),SOJ, コネクタ
-82.437 ノズル 507 アルミ電解コンデンサ(大),SOP(広幅), HSOP(広幅), TSOP, QFP, PLCC,
SOJ, コネクタ
-82.437 ノズル 508 QFP,PLCC
-78.464 ノズル 510 メルフ
-78.464 ノズル 511 メルフ(大)
● バキューム圧を入力すると表示値が少し変化します。これは分解能を高くしてAD変
換しているためで、異常では有りません。
例.−82.437kPa → −82.436kPa と表示されます。
● 表示される部品吸着バキューム圧は、あくまで参考値です。メーカーにより部品表面
の仕上げが異なっていることがあるため、使用するには、マシン操作で部品測定を行
うようにして下さい。
③ センタリング条件
コンボボックスより、センタリング条件を選択入力します。
センタリング方式が複数選択されている場合に、レーサ゛またはビジョンのどちらで優
先的にセンタリングを行うかを指定入力します。選択項目は以下のようになります。
4 - 75
4-7-5. タックコントロール部(付加情報ページ
タックコントロール部(付加情報ページタックコントロール部(付加情報ページ
タックコントロール部(付加情報ページ)
))
)
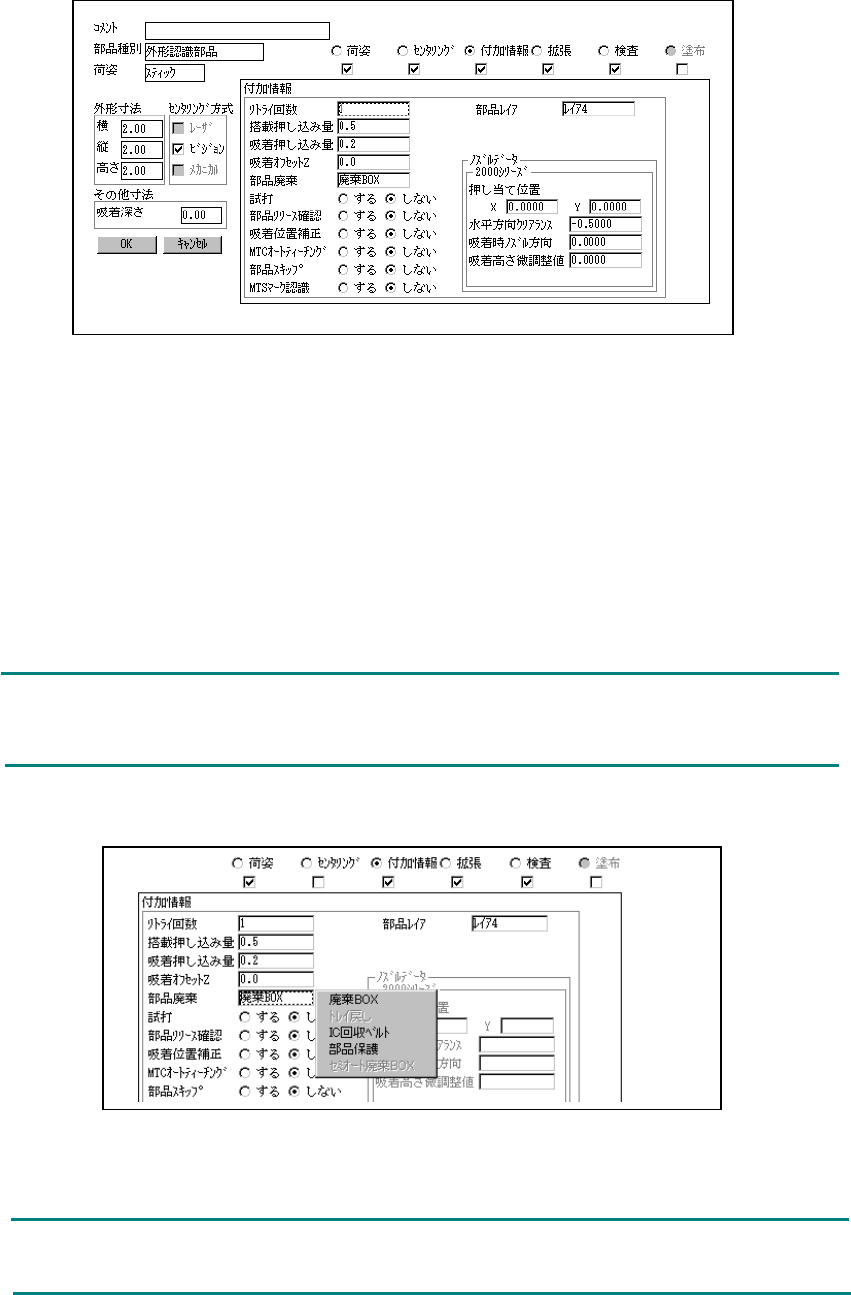
付加情報に割り当てられている項目は、デフォルト値が常に適用されるので、通常変更する必
要は有りません。デフォルトの値を変更したい場合だけ、付加情報ウインドウをオープンして
下さい。一度、付加情報項目を変更後に、部品種別、センタリング、部品荷姿の項目を変更す
ると値がデフォルト値にリセットされるものもありますので、注意して下さい。
●
●●
●付加情報
付加情報付加情報
付加情報
① リトライ回数
部品吸着ミス時のリトライ回数をエディットフィールドに入力します。
生産時リトライオーバが発生した場合、黄色点滅のシグナルライトで通知します。
② 搭載押し込み量
搭載時に部品を基板面からどれだけ抑え込むかをエディットフィールドに入力します。
③ 吸着押し込み量
吸着時にノズル先端をどれだけ押し込むかをエディットフィールドに入力します。
④ 吸着オフセットZ
エンボステープの吸着時に吸着高さから、ノズル先端をどれだけ押し込むかをエディット
フィールドに入力します。この値は、荷姿が“”テープでテープ幅が“エンボス”の時に、
吸着データの吸着座標Zの値の自動計算に使用されます。
吸着座標が既に完成している時に、吸着オフセットZの値を変更した場合は、吸着座
標の再計算は行われません。変更した部品データの吸着データの供給を“自動選択”
に変更し、再度吸着位置を指定すると、吸着座標が再計算されZの値に反映されます。
⑤ 部品廃棄
センタリング時等にエラーになった部品の廃棄先を指定します。
◇廃棄 BOX : 全ての部品で選択可能です。
◇トレイ戻し : 部品か荷姿がトレイの部品が選択可能です。
◇IC 回収ベルト : ビジョンセンタリング可能な部品が選択可能です。
◇部品保護 : 全ての部品で選択可能です。
MTC使用時、“拡張−MTC/MTS/DTS−シャトル”で“メカ”が設定されている時、
“トレイ戻し”に設定しないで下さい。
L
L
4 - 76
⑥ 試打
試打実行時に、本部品を搭載するか否かをラジオボタンで指定します。
⑦ 部品リリース確認
LA センタリング部品を対象とし、搭載動作後に部品が付いたままになっていないかを
LA でチェックする機能で、ラジオボタンで指定します。
⑧ 吸着位置補正
LA センタリングのテープ部品を対象に、LA の認識結果から吸着位置ずれを補正する機
能で、ラジオボタンで指定します。
⑨ MTC オートティーチング
オートティーチングを「する」にすると各ポイントで部品中心を自動計測してスポット光が
部品中心を示します。生産時のオートティーチングの実施は、初回以後、部品数が変更
された後の最初の引出し時に行います。
⑩ 部品スキップ
部品スキップを「する」にすると、指定された部品は生産時にスキップされ、搭載しませ
ん。スキップ指定された部品を使用する搭載レコードは、生産時に搭載しませんが未搭
載リストには加えられません。
◇ データベースから部品情報の読込み時、部品スキップデータの取り込みは行いません。
⑪ MTS マーク認識
MTS 使用時、吸着基準位置マーク認識を「する」に設定すると、設定された部品が置かれて
いるトレイを引出した時に吸着基準位置マークの認識を行い、吸着・部品戻しなどの実
行座標を補正します。
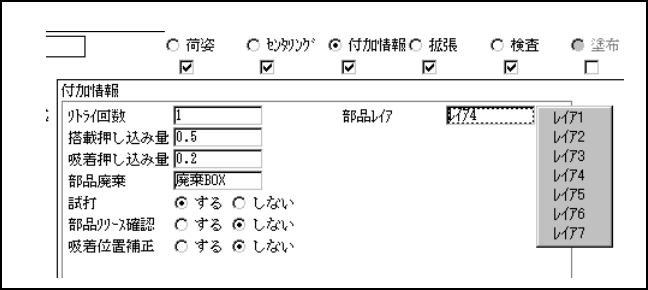
⑫ 部品レイア
搭載データで同一のレイアが指定されている場合、部品毎の優先度を設定します。
レイア 0 からレイア 7 までをポップアップより設定します。
●
●●
●ノズルデータ
ノズルデータノズルデータ
ノズルデータ
センタリングのノズル設定で、ノズル番号が入力可能な時(チェックボックスがチェックさ
れている)のみ、この設定項目の入力は有効となります。
◇ノズルデータの初期値は、ノズル番号が入力される毎に設定されます。
① ノズル押し当て位置
“Y” には、部品中心からのグリッパノズル固定側アームへの押し当て面中心へのオフセ
ットをマイナスで入力します。”X” には 0 以外の値を入力しないでください。
② 水平方向クリアランス
グリッパノズル固定側アームの押し当て面と部品とのクリアランスをマイナスで入力し
ます。
③ 吸着時ノズル方向
部品が 0 度で供給された時の吸着時のノズル方向です。0 度、90 度、180 度、270 度の
いずれかを指定して下さい。
④ 吸着高さ微調整値
部品吸着高さの補正値(押し込み量と共用)を入力して下さい。