KE2040取扱説明書Ver.2.01和文Rev.04.pdf - 第732页
12 - 9 ⑤ BOCマーク認識優先する。 ・ BOCマーク認識優先をチェックボックスで設定します。 ・ 本項目をチェックすると,バッドマークより先にBOCマークを優先認識します。 ⑥ 生産中断時に継続生産する。 ・ 生産が異常終了した場合 (非同期事象発生, 生産異常終了) は, 無条件に継続生産ファイ ルが作成されます。 ・本項目をチェックすると、生産中断時には継続生産ファイルが作成されます。 ・ 続生産の操作手順は、 「 7…
12 - 8
12-4-3. 生産の機能オプションの設定
生産の機能オプションの設定生産の機能オプションの設定
生産の機能オプションの設定
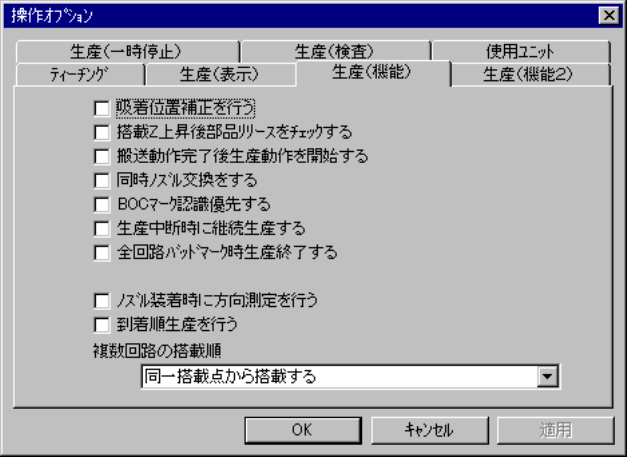
メニュー→オプション→操作オプション設定を選択すると,設定ダイアログが表示されます。
“生産(機能)”のタブを選択すると,図 12-4-3 の生産の機能のオプション設定画面が表示されま
す。
図
図図
図 12-4-3
生産の機能オプション設定
生産の機能オプション設定生産の機能オプション設定
生産の機能オプション設定(表示例.
(表示例.(表示例.
(表示例.KE-2030)
))
)
(1) 設定方法
① 吸着位置補正を行う。
・ 吸着位置補正の実行をチェックボックスで設定します。
・ 本項目をチェックすると,センタリングした結果から吸着位置を補正します。
・ チェックしていない場合は,部品データの「吸着位置補正」の指定は無視され,補正は実
行されません。
② 搭載Z上昇後部品リリースをチェックする。
・ 部品搭載時の部品のノズル離れ確認の実行をチェックボックスで設定します。
・ 本項目をチェックすると,部品搭載動作後のZ軸上昇時に,部品がノズルに残っていない
ことをレーザにより確認します。
・ チェックしていない場合は,部品データの「部品リリース確認」の指定は無視され,確認
は行われません。
③ 搬送動作完了後生産動作を開始する。
・ 生産動作の搬送待ちをチェックボックスで設定します。
・ 本項目をチェックすると,基板のクランプが完了するまで生産動作を待ち合わせします。
・ チェックしない場合は,基板のクランプが完了する前に生産動作を開始します。
④ 同時ノズル交換をする。
・ 同時ノズル交換をチェックボックスで設定します。
・ 本項目をチェックすると,同時交換を実行します。
・ チェックしない場合は,同時ノズル交換を実行しません。
12 - 9
⑤ BOCマーク認識優先する。
・ BOCマーク認識優先をチェックボックスで設定します。
・ 本項目をチェックすると,バッドマークより先にBOCマークを優先認識します。
⑥ 生産中断時に継続生産する。
・生産が異常終了した場合(非同期事象発生,生産異常終了)は,無条件に継続生産ファイ
ルが作成されます。
・本項目をチェックすると、生産中断時には継続生産ファイルが作成されます。
・ 続生産の操作手順は、「7-4-10.継続生産」を参照して下さい。
⑦ ノズル装着時に方向測定を行う。
・ ノズル装着時の方向測定実行をチェックボックスで設定します。
・ 本項目をチェックすると、ノズル装着時にノズルの取り付け方向を測定し、部品吸着・
認識・搭載時にノズル取り付け角度分の角度補正を行います。
⑧ 到着順生産を行う[
[[
[KE−2030のみ
KE−2030のみKE−2030のみ
KE−2030のみ適用
適用適用
適用]
]]
]
・ 到着生産実行をチェックボックスで設定します。
・ 本項目をチェックすると、到着生産を行います。
⑨ 全回路バッドマーク時生産終了する。
・ このオプションがチェックされていると、予定枚数に生産が達していなくても、その生産
を終了します。 この原因として、“バッドマーク位置情報が誤っている”“センサーの調
整不良や故障”等の異常が考えられます。
⑩ MTC部品の部品検出をする。
・ MTC部品吸着時の部品検査をチェックボックスで設定します。
・ 本項目をチェックすると、満杯補充したMTCトレーの部品を吸着する際に、MTC内
のHMSにより、トレー上の部品有無を検出し、部品のある位置から吸着を開始します。
・ チェックしていない場合に、満杯補充にすると、必ずトレーの部品先頭位置から吸着を
始めます。
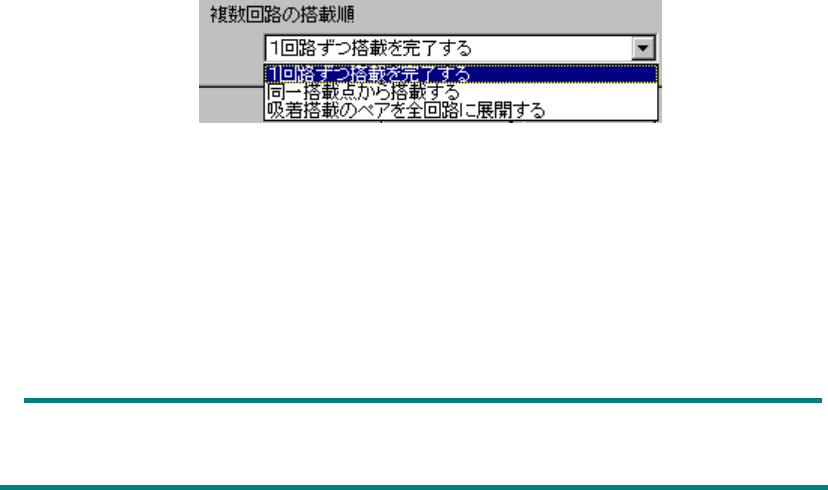
⑪ 複数回路の搭載順。
・ 使用する、搭載順をコンボボックスで指定します。
a.一回路ずつ搭載を完了する :マトリックスまたは、非マトリックス上に、一回路毎
に順次搭載します。
b.同一搭載点から搭載する :搭載デ−タの順番に1番目の部品を各回路に搭載し、
次に2番目の部品を各回路に搭載し、順次搭載デ−タの順番に沿って各回路に搭載します。
c.吸着搭載のペアを全回路に展開する :一度に(ノズル数)吸着できる部品をペアにし、
各回路に搭載し、ペア毎に各回路に搭載します。
確定したら,<OK>を押下します。また,設定を行わない場合は,<キャンセ
ル>を押下します。
12 - 10
12-4-4. 生産の機能2オプションの設定
生産の機能2オプションの設定生産の機能2オプションの設定
生産の機能2オプションの設定
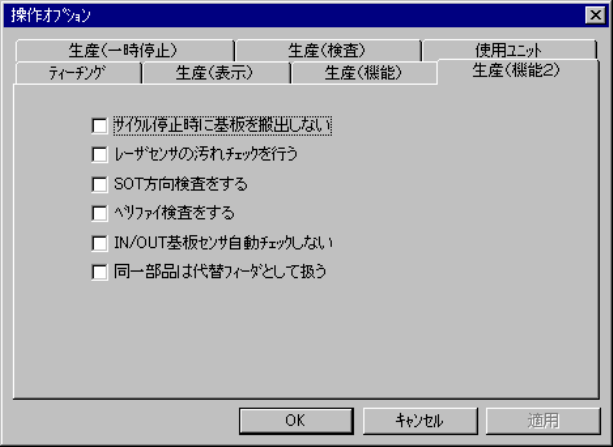
メニュー→オプション→操作オプション設定を選択すると,設定ダイアログが表示されます。
“生産(機能2)”のタブを選択すると,図 12-4-4 の生産の機能2オプション設定画面が表示され
ます。
図
図図
図 12-4-4
生産の機能2オ
生産の機能2オ生産の機能2オ
生産の機能2オプション設定
プション設定プション設定
プション設定
(1) 設定方法
① サイクル停止時に基板を搬出しない。
・ サイクル停止時、基板搬出の有無をチェックボックスで設定します。
・ 本項目をチェックすると,サイクル停止します。
ストップキーを押下すると、基板のクランプ解除をして終了します。
スタートキーを押下すると、生産を再開します。
・ チェックしていない場合は,基板を後工程に排出して生産を終了します。
② レーザセンサの汚れチェックを行う。
・ 基板搬入時のレーザ汚れ確認の実行をチェックボックスで設定します。
・本項目をチェックすると,基板搬入時の待機位置移動後にレーザ汚れチェックを行います。
◇ この時、チェックにかかるとレーザ汚れの要因として一時停止します。
また、再開時に再チェックを行い、まだ汚れているならば再度実行するか、強制的に生産
に続行するかのダイアログが表示されます。
・ チェックしていない場合は,レーザ汚れの確認は行われません。
③ SOT 方向検査をする。
・ 吸着位置追尾で三端子SOT部品の方向検査実行をチェックボックスで設定します。
・本項目をチェックすると、吸着位置追尾で三端子SOT部品の場合に方向検査を行います。
・ チェックしていない場合は、方向検査は行われません。