KE2040取扱説明書Ver.2.01和文Rev.04.pdf - 第727页
12 - 4 12-4. 操 作 操作 操作 操作オプション オプション オプション オプション 操作オプションで設定する項目を以下の表に示します。 表 表 表 表 12-4- 1. 操作オプション項目表 操作オプション項目表 操作オプション項目表 操作オプション項目表 No. 操作オプショングループ 操作オプショングループ 操作オプショングループ 操作オプショングループ 設定する項目 設定する項目 設定する項目 設定する項目 …
12 - 3
表
表表
表 12-3 ユーザレベル毎に使用可能な機能
ユーザレベル毎に使用可能な機能ユーザレベル毎に使用可能な機能
ユーザレベル毎に使用可能な機能
分
分分
分 類
類類
類 機
機機
機 能
能能
能 オペレータ
オペレータオペレータ
オペレータ プログラマ
プログラマプログラマ
プログラマ 管理者
管理者管理者
管理者 メンテナンス
メンテナンスメンテナンス
メンテナンス サービスマン
サービスマンサービスマン
サービスマン
新規(編集) × ○ ○ ○ ○
編集 × ○ ○ ○ ○
生産 ○ ○ ○ ○ ○
ウォーム ○ ○ ○ ○ ○
セットアップ × × ○ ○ ○
マニュアル × × ○ ○ ○
コマンド
ボタン
終了 ○ ○ ○ ○ ○
新規作成 × ○ ○ ○ ○
ファイルを開く ○ ○ ○ ○ ○
ファイル保存 ○ ○ ○ ○ ○
ツール
ボタン
情報表示 ○ ○ ○ ○ ○
新規作成 × ○ ○ ○ ○
開く ○ ○ ○ ○ ○
上書き保存 ○ ○ ○ ○ ○
名前を付けて保存 ○ ○ ○ ○ ○
ファイル管理 × ○ ○ ○ ○
生産プログラム初期ディレクトリ ○ ○ ○ ○ ○
印刷 ○ ○ ○ ○ ○
制御データ管理(FD 保存) × × ○ ○ ○
制御データ管理(復旧) × × × ○ ○
制御データ統合管理機能 × × × ○ ○
ファイル
メニュー
終了 ○ ○ ○ ○ ○
生産プログラム編集 × ○ ○ ○ ○ プログラム
編集メニュー
データベース編集 × ○ ○ ○ ○
生産 ○ ○ ○ ○ ○
試打ち ○ ○ ○ ○ ○
生産
メニュー
空打ち ○ ○ ○ ○ ○
マシンセットアップ × × ○ ○ ○ セットアップ
メニュー
マニュアル制御 × × ○ ○ ○
ウォームアップ ○ ○ ○ ○ ○
アイドルモード ○ ○ ○ ○ ○
セルフキャリブレーション × × ○ ○ ○
装置稼動情報 × ○ ○ ○ ○
メカパラメータ設定 × × × × ○
メンテナ
ンス
メニュー
MSパラメータ設定 × × × × ○
ユーザレベル変更 ○ ○ ○ ○ ○
ユーザレベル環境設定 ○ ○ ○ ○ ○
操作オプション × ○ ○ ○ ○
オプション
メニュー
環境設定 × × × × ×
ヘルプメニュー プログラムについて ○ ○ ○ ○ ○
12 - 4
12-4.
操作
操作操作
操作オプション
オプションオプション
オプション
操作オプションで設定する項目を以下の表に示します。
表
表表
表 12-4-1.
操作オプション項目表
操作オプション項目表操作オプション項目表
操作オプション項目表
No. 操作オプショングループ
操作オプショングループ操作オプショングループ
操作オプショングループ 設定する項目
設定する項目設定する項目
設定する項目
1 ティーチング
・搭載位置をBOCでアライメントをとる。
・基準ピン補正を行う。
2 生産(表示)
・生産基板枚数を拡大表示する。
・生産基板枚数を減算する。
・生産基板枚数を積算する。
・生産開始(HLC)選択で生産画面に切り換わる。
・終了時保存の問い合わせをしない。
・継続生産時、「継続生産を行わない」をデフォルトとする。
・継続生産時、「再クランプ後生産」をデフォルトとする。
3 生産(機能)
・吸着位置補正を行う。
・搭載Z上昇後に部品リリースをチェックする。
・搬送動作完了後生産動作を開始する。
・同時ノズル交換をする。
・BOCマーク認識優先する。
・生産中断時に継続生産する。
・全回路バットマーク時生産終了する。
・複数回路の搭載順。
・ノズル装着時に方向測定を行う。
・到着順生産を行う。[
[[
[KE−20
KE−20KE−20
KE−203
33
30のみ
0のみ0のみ
0のみ]
]]
]
4 生産(機能 2)
・サイクル停止時に基板を搬出しない。
・レーザーセンサの汚れチエックを行う。
・SOT方向検査をする。
・ベリファイ検査をする。
・IN/OUT基板センサ自動チェックをする。
・同一部品は代替フィーダとして扱う。
5 生産(一時停止)
・部品切れ発生時一時停止する。
・エラー発生時一時停止する。
・部品切れスタート時部品高さ測定する。
・部品切れスタート時ベリファイ検査する。
・部品切れスタート時 SOT 方向検査をする。
・一時停止画面に「部品補充」ボタンをつける。
・部品切れスタート時吸着追尾をする。
6 生産(検査)
・チェック内容
・コプラナリティ検査エラー発生時
・コプラナリティの詳細情報出力
[KE−2020、2040のみ]
[KE−2020、2040のみ][KE−2020、2040のみ]
[KE−2020、2040のみ]
7 使用ユニット
・チップ立ち検出
・異部品チェック
・部品姿勢チェック
・フィーダ部品の吸着位置ずれ検出
・ノンストップオペレーション
・ノンストップオペレーション(MTC)[KE−2030
[KE−2030[KE−2030
[KE−2030を除く
を除くを除く
を除く]
]]
]
・ノンストップオペレーション(MTS)[KE−2030を除く]
[KE−2030を除く][KE−2030を除く]
[KE−2030を除く]
・ノンストップオペレーション(DTS)[KE−2030を除く]
[KE−2030を除く][KE−2030を除く]
[KE−2030を除く]
・MTC部品の部品検出をする。 [KE−2030を除く]
[KE−2030を除く][KE−2030を除く]
[KE−2030を除く]
12 - 5
12-4-1. ティーチングのオプション設定
ティーチングのオプション設定ティーチングのオプション設定
ティーチングのオプション設定
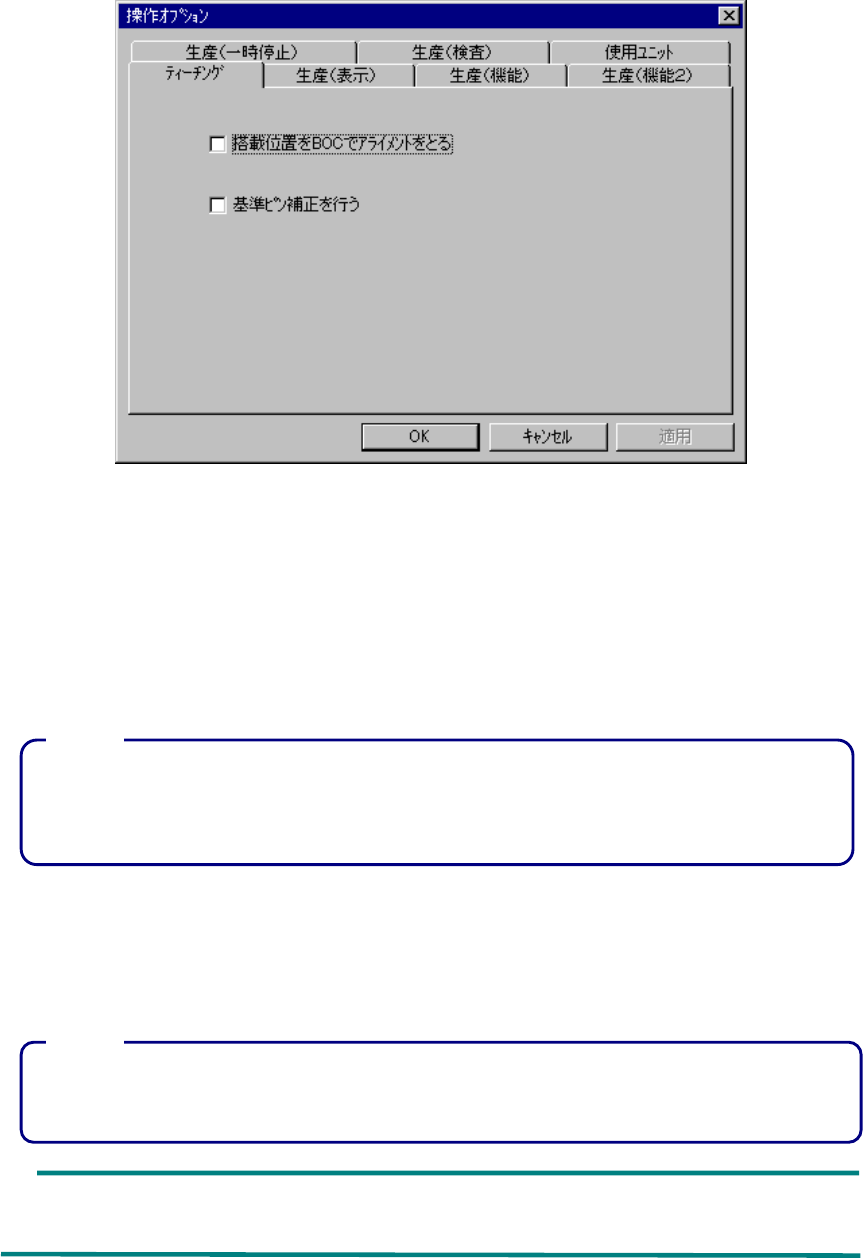
メニュー→オプション→操作オプション設定を選択すると,設定ダイアログが表示されます。
“ティーチング”のタブを選択すると,図 12-4-1 のティーチングのオプション設定画面が表示
されます。
図
図図
図 12-4-1
ティーチングオプション設定
ティーチングオプション設定ティーチングオプション設定
ティーチングオプション設定
(1) 設定方法
① 搭載位置をBOCでアライメントをとる。
・ データ編集等の搭載位置のティーチングの際にBOC補正<する/しない>をチェック
ボックスで設定します。
・ 本項目をチェックすると,搭載位置のティーチングの際にBOC補正後座標に移動し,値
を取り込む際には逆補正が実行されます。そのため,基板に対して正確な搭載位置の座標
をティーチングできます。
・ 基板データでマークデータが完成していないときは,実行されません。
・ マシンセットアップでOCCを使用しないときは,実行できません。
・ 補正値は,最新のマーク認識の結果が使用されますのでデータ作成途中にBOCアライ
メントを実行し直した場合は,以前の結果と多少異なる場合があります。
② 基準ピン補正を行う。
・ 基準ピンと従動ピン間の傾きからの搭載位置補正<する/しない>をチェックボックス
で設定します。
・ 本項目をチェックすると,基板データの位置決め方式が穴基準の場合,基準ピンと従動ピ
ン間の傾きから搭載位置を補正します。
・ マシンセットアップで基準ピンと従動ピンの座標が正確に入力されていないときは正
しく補正されません。
・ データ作成時と基板生産時で設定が異なる場合は,正しい位置に搭載されません。
確定したら<OK>を押下します。また,設定を行わない場合は,<キャンセル
>を押下します。
注意:
注意:注意:
注意:
注意:
注意:注意:
注意: