SiplaceX4_en.pdf - 第242页
1 - 14 S tudent Guide SIPLACE X 6 Collect &Place-He ad 6/12 Edition 09/2005 14 6.1.6 Overview vacuum supply 6 Fig. 6.1 - 9 General overview of the fnction Vacuum 6 6
1 - 13
Student Guide SIPLACE X
Edition 09/2005 6 Collect &Place-Head 6/12
13
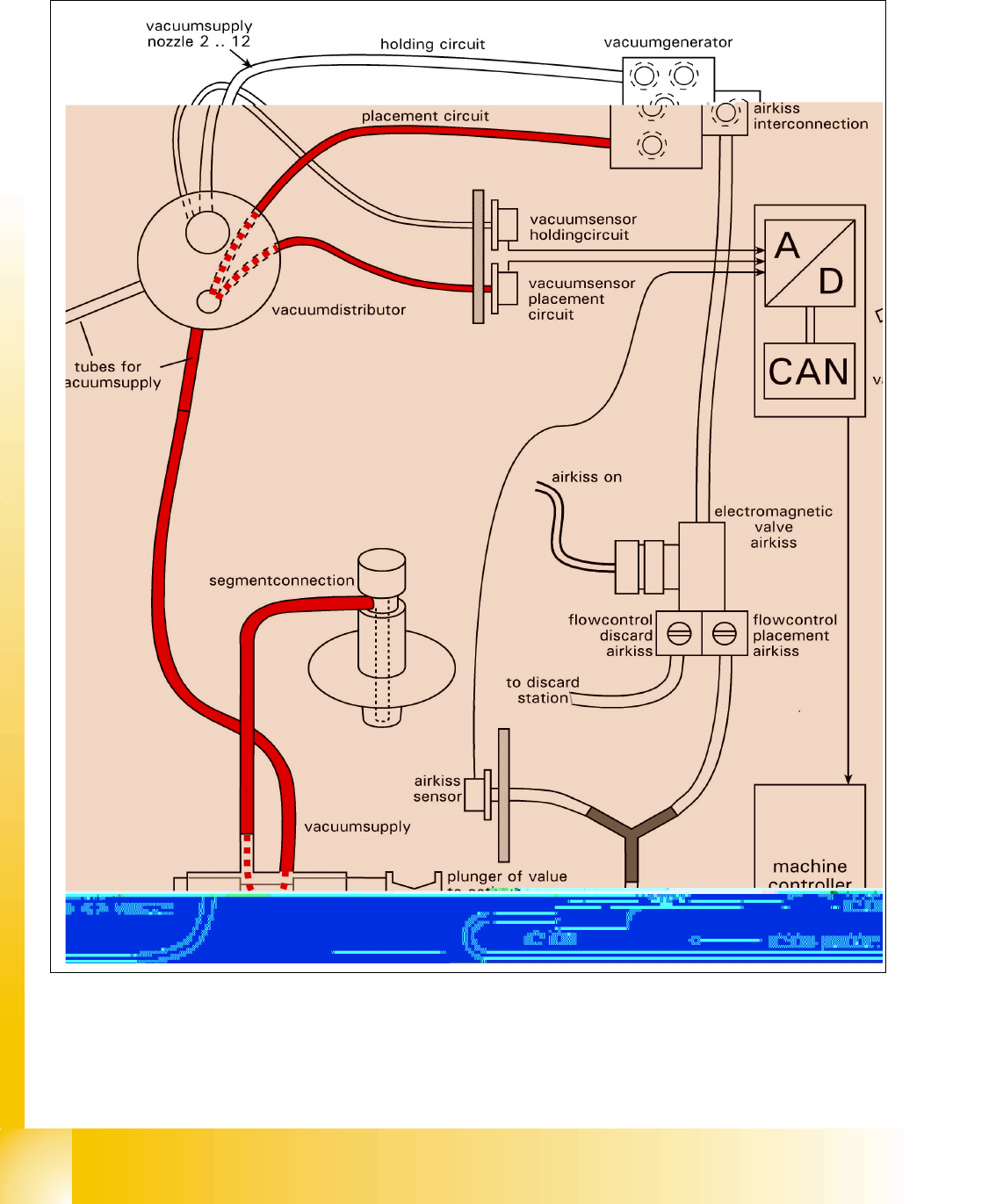
6.1.5 Overview air kiss supply
6
Fig. 6.1 - 8 General overview of the function Air kiss
6
6
1 - 14
Student Guide SIPLACE X
6 Collect &Place-Head 6/12 Edition 09/2005
14
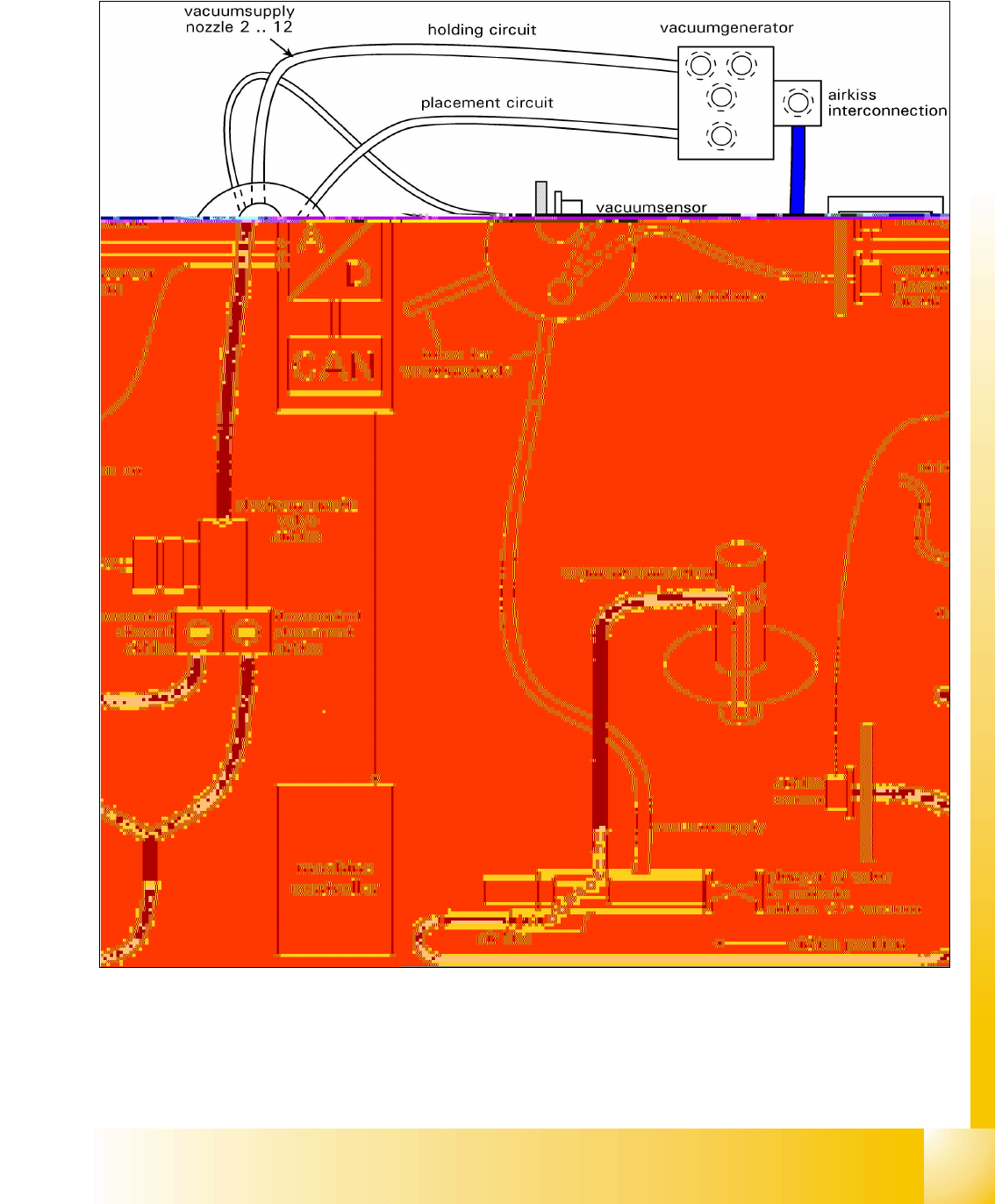
6.1.6 Overview vacuum supply
6
Fig. 6.1 - 9 General overview of the fnction Vacuum
6
6
1 - 15
Student Guide SIPLACE X
Edition 09/2005 6 Collect &Place-Head 6/12
15
6.2 Reference Run
The 6 and 12 C&P head has 3 axes Star, Z and DP and the X and Y axes for the Gantry. The Twin
head consist of two axes one Z axis for up and down and one D axis for rotation. Before you start
the production you must initialize all axes that the axis controller know their actual mechanical po-
sition.
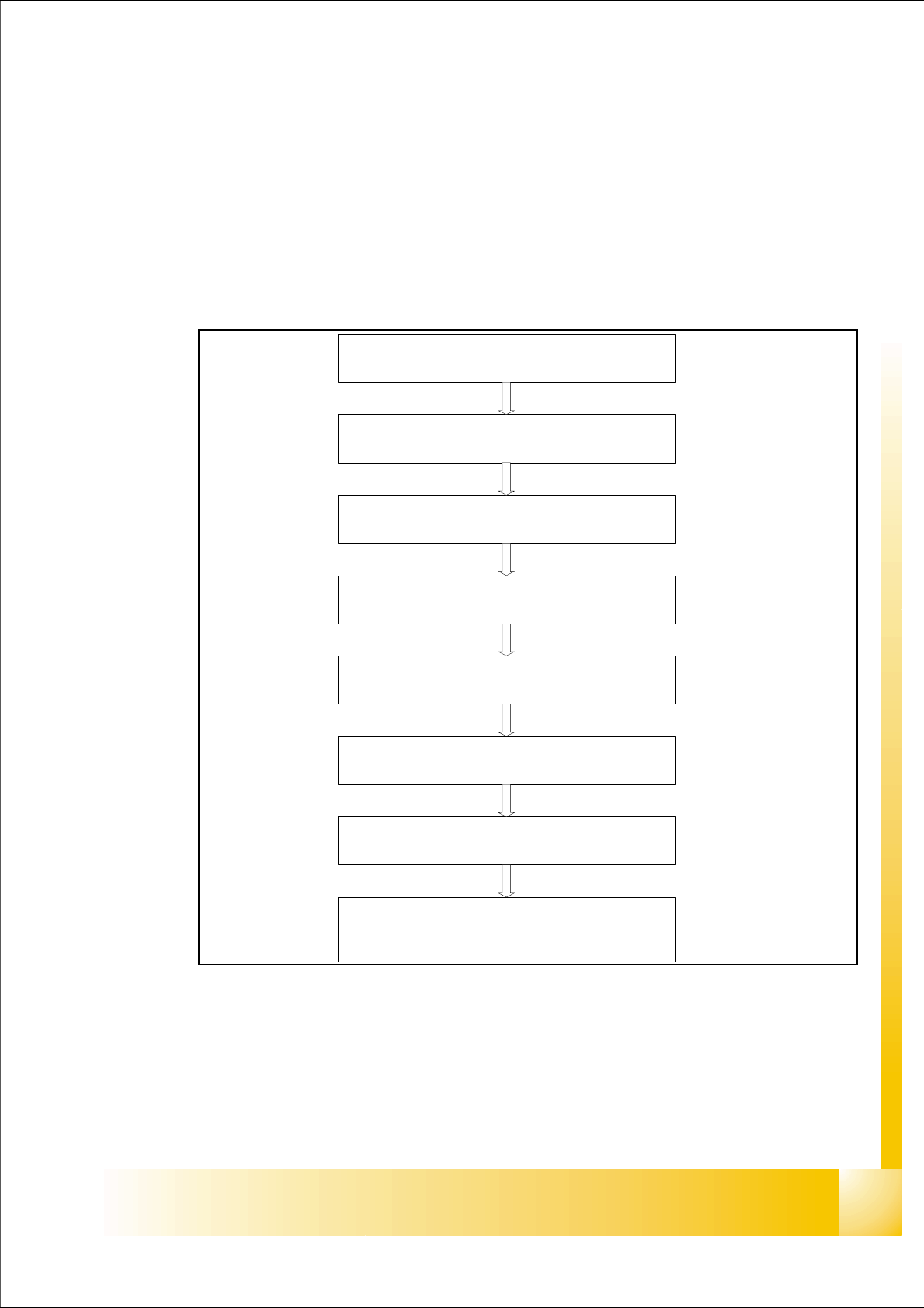
General sequence 6
– This principle about the reference run is the same at DLM1 or 2 6 - or 12 nozzle C&P head.
– The reference run starts with the initialisation of all the head stepper motors. This allows then,
the head axis to reference by moving first to their zero pulses and then to their zero point cor-
rection values.
– For the Siplace X both heads (C&Phead,Twin head) and gantrys reference at the same time .
Press Start Button
X / Y Axis reference run
Initialize all head axes (C&P,Twin head)
X/Y Axis move the C&P head ,Twin head to reject
position
Vacuum measurement for all segments
X/Y Axis move C&P, Twin head to fixed transport rail
Nozzle height measurement for all segments
Transport reference run
X/Y Axis move to the waiting position