SiplaceX4_en.pdf - 第531页
1 - 26 S tudent Guide SIPLACE X 1 1 Sitest Edition 09/2005 26 Component camera: 11 – The Pixel size of the CCD sensors of the camera is determin ed in µm. Measured and calcu- lated with Ax/Bx/Cx/Ay/ByCy calibration v alu…
1 - 25
Student Guide SIPLACE X
Edition 09/2005 11 Sitest
25
11.2.13 Basically description of all calibration steps
Machine zero point: 11
– The PCB-camera center is the reference at the gantry. All positions at the incremental encoder
of X/Y-axis refer to this camera center.
– A drilling is optically centered with the PCB-camera on a defined position at the calibration tool
support.
– Then the Zero point correction of the gantry axes are changed that if the PCB camera is above
this hole and the Positioncounter shows exactly the value of:
MA nullpunkt_x_PG1 631300 / MA nullpunkt_y_PG1 1298000. ( pg means gantry group)
MA nullpunkt_x_PG2 1368700 / MA nullpunkt_y_PG2 702000 ( See Fig. 11.2 - 2)
PCB camera: 11
– The Pixel size of the CCD sensors of the camera is determined in µm. Measured and calcu-
lated with Ax/Bx/Ay/By calibration values. Saved in KAM_DAT.MA as:XU_Pixel / YU_Pixel
(in 11600 nm Standard-PCB camera SST 5), (in 9900 nm Multicolorillum. PCB camera SST 18)
– The camera center is determined.
– This camera center is now the reference for all Position and Offsets of the gantry!!
– The Mounting angle of the CCD-chip in the camera to the Ma-coordinate system. Saved as
‘Kamera_winkel’ at the Data bloc of the PCB camera in KAMDAT.MA.
Calibration tool position:(optional) 11
– Calibrate the X and Y pick up position of the calibration tool.
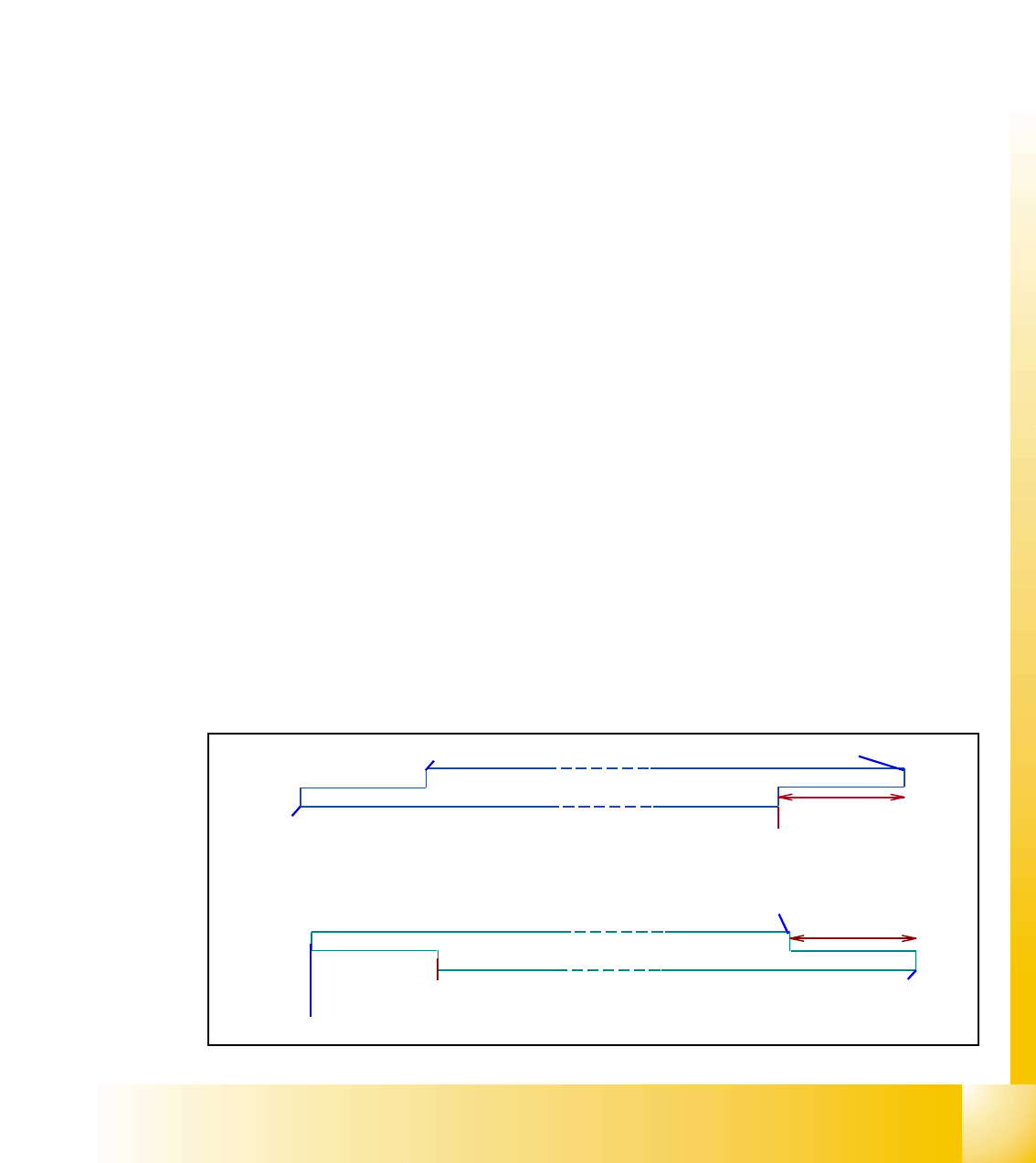
Travel range:(optional) 11
– For travel range calibration move the respective axis: -to the Zero-pulse
– Then to the Hardware-limit switch
– Measure the position value at the position counter
– Calculate the position for SW-limit switch (Y +/- 1.5 mm , X +/- 0,5 mm)
65mm
Turning for reference run
speed monitoring
Speed monitoring
HW travel range
HW travel range
Y-Axis
45mm
Turning for re fere nc e run
Speed monitoring
HW tra vel ra nge
HW tra vel ra ng e
Speed monitoring
X-Axis
1 - 26
Student Guide SIPLACE X
11 Sitest Edition 09/2005
26
Component camera: 11
– The Pixel size of the CCD sensors of the camera is determined in µm. Measured and calcu-
lated with Ax/Bx/Cx/Ay/ByCy calibration values.Saved in KAM_DAT.MA as:XU_Pixel /
YU_Pixel (50000 nm 12 nozzle-comp.-camera SST 12) (81000 nm 6 nozzle-comp.-camera
SST 13) (27500 nm DCA-camera SST14)
– The camera center is determined.
– The Mounting angle of the CCD-chip in the camera to the turning level of the placement star
is measured.Saved as ‘Kamera_winkel’ at the Data bloc of the respective comp. camera in KA-
MDAT.MA.
Sequence segment offset bottom (II): 11
Sequence at one nozzle:
– Is the calibration tool picked with a Nozzle under 0 degree; optically centered and placed with
the PCB-camera is the exact placement position determined (in µm).
– Is the calibration tool picked with a Nozzle under 90 degree; optically centered and placed with
the PCB-camera is the exact placement position determined (in µm).
– Is the calibration tool picked with a Nozzle under 180 degree; optically centered and placed
with the PCB-camera is the exact placement position determined (in µm).
– Is the calibration tool picked with a Nozzle under 270 degree; optically centered and placed
with the PCB-camera is the exact placement position determined (in µm).
– This sequence is repeated. From the 8 placement positions is the average value of the place.
Deviation calculated and taken for the seg. offset.
– The calibration tool do not turn at this sequence.
1 - 27
Student Guide SIPLACE X
Edition 09/2005 11 Sitest
27
PCB camera - Component camera offset: 11
– At the measurements for Segment offset bottom (II) we calibrate the PCB -> component cam-
era offset with Segment 1:
– The distance in X- and Y- direction of the camera centers is determined in µm.
– The camera center of the PCB-camera is the reference.
– This distance is saved in REAL.MA at ‘Kopfoffsets’ at Kopf 1 (or in future Kopf 2) Kopfoffset_X
/..Y. (The Segmentoffset bottom of Segment 1 is 0)
– The Segment offsets of the other 11 (5) Segments are saved, as a deviation to segment 1, in
PIP_OFF.MA.
– For the Segment offset bottom the values are without limits.
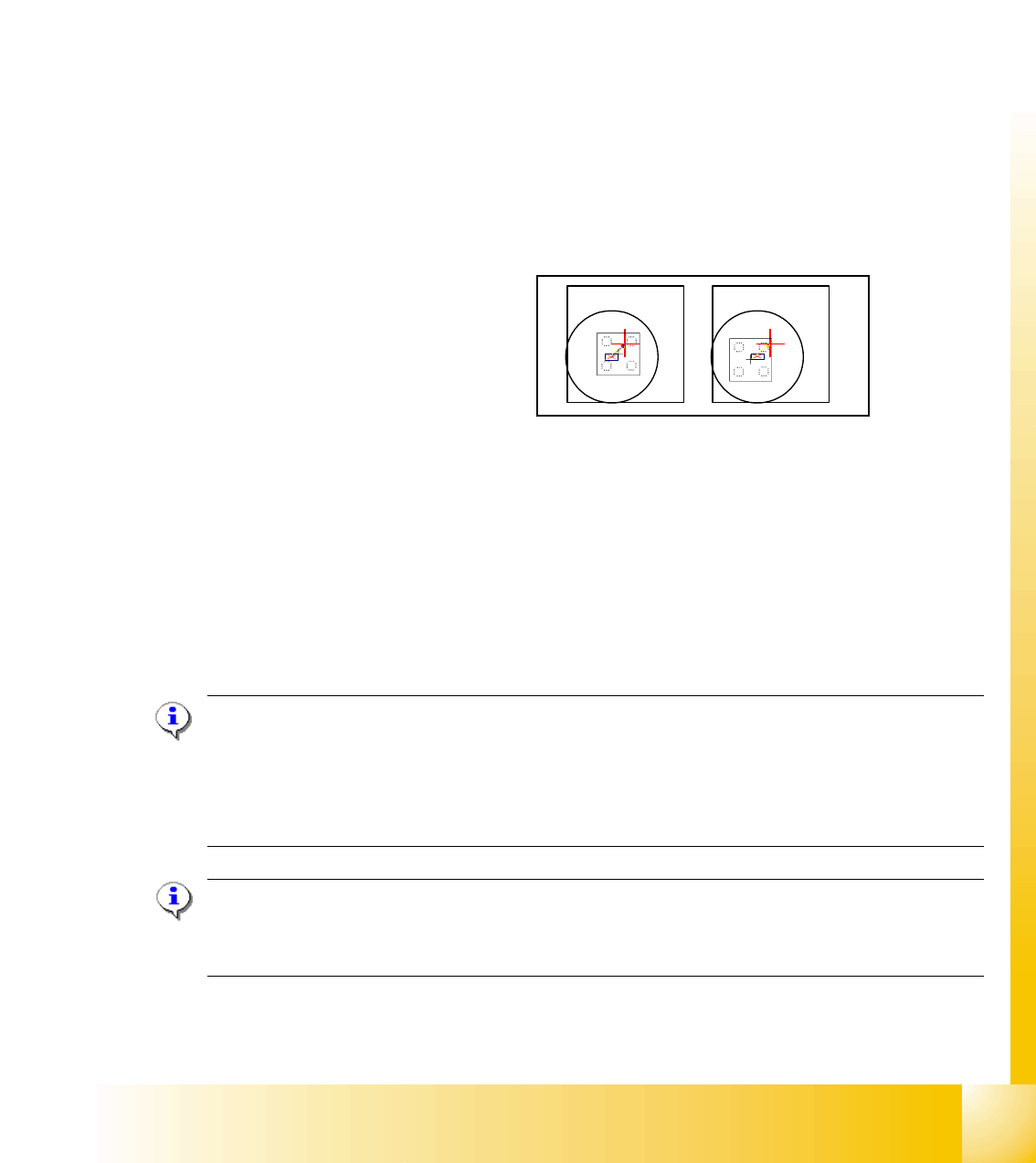
Sequence segment offset top (I): 11
Fig. 11.2 - 14 Princple picture of a calibration tool in the camera in 0° (left); in 180°(right).
– After Segment offset bottom (II) we calibrate with Segment offset top (I) for C&P DLM 2 seg-
ments :
– the deviation in X- and Y-direction of the turning axis of the segments referring to the camera
center of comp. camera in µm.
– The Measurement is done in 0° 180° respective 90° 270°.
– The Segment offset values are saved in PIP_OFF.MA.
Note:
For the segment offset I (top), the size of deviation shouldn‘t be larger than 450 µm for the seg-
ments and the deviation between the segments shouldn‘t be larger than +/- 150 µm.
The segment offset II (bottom) should not be larger than +/- 200µm. The deviation of the segments
should not larger than +/-150 µm.
Note:
The segment offset II (bottom), from the first segment is always 0 that is the reference value to the
other segments.