SiplaceX4_en.pdf - 第253页
1 - 25 S tudent Guide SIPLACE X Edition 09/2005 6 Coll ect &Place-Head 6/12 25 6.2.9 Height reference run With this function we chec k the correct fitting on the sleeve and the correct nozzle type which is programmed…
1 - 24
Student Guide SIPLACE X
6 Collect &Place-Head 6/12 Edition 09/2005
24
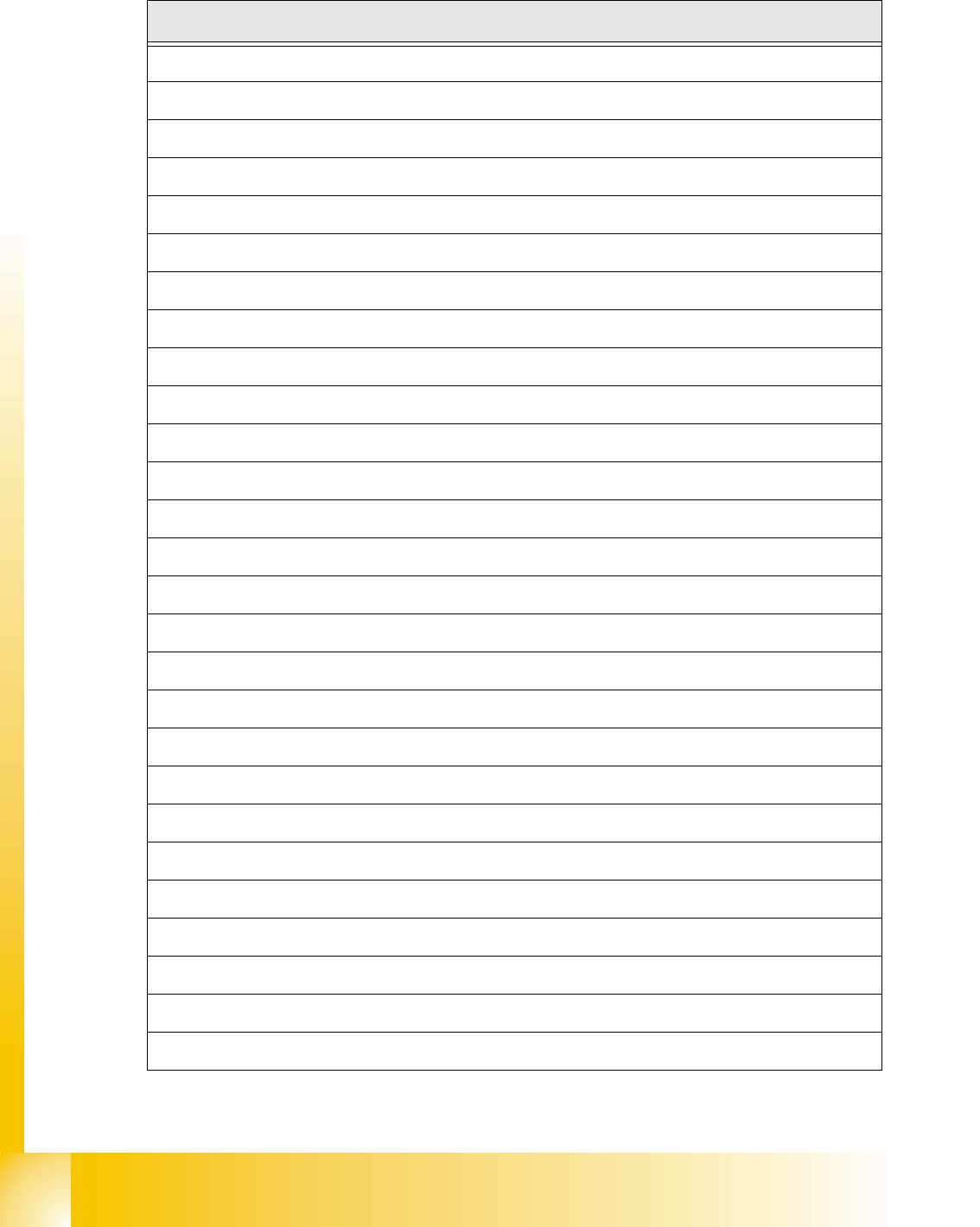
6.2.8 Measuring Nozzle Lengths for Component Recognition by the Component
Sensor
Fig. 6.2 - 10 Nozzle length reference values for component recognition in the component sensor option
The component sensor option can only be used with machine stations SW 503 or higher and only
with 12 nozzle C&P placement heads.
If the component sensor option is installed at the 12-nozzle component head, the following mea-
surement will be performed during the vacuum reference run:
The length of the nozzle in the IR beam during star revolution.
The SIPLACE PRO/ line computer defines which nozzle types can be measured (nozzle lengths
greater than 12 mm). Nozzle setup on the placement star triggers measurement.
Before component pickup, the length of the empty nozzle is checked against the value measured
during the reference run.
During the placement process, component recognition refers to the empty nozzle measurement
value before placement is performed.
2
3
4
5
6
7
8
9
1
0
1
1
12
1
IR-Sender
IR-Empfänger
Pipette
Nozzle
IR-Receiver
IR-Transmitter
1 - 25
Student Guide SIPLACE X
Edition 09/2005 6 Collect &Place-Head 6/12
25
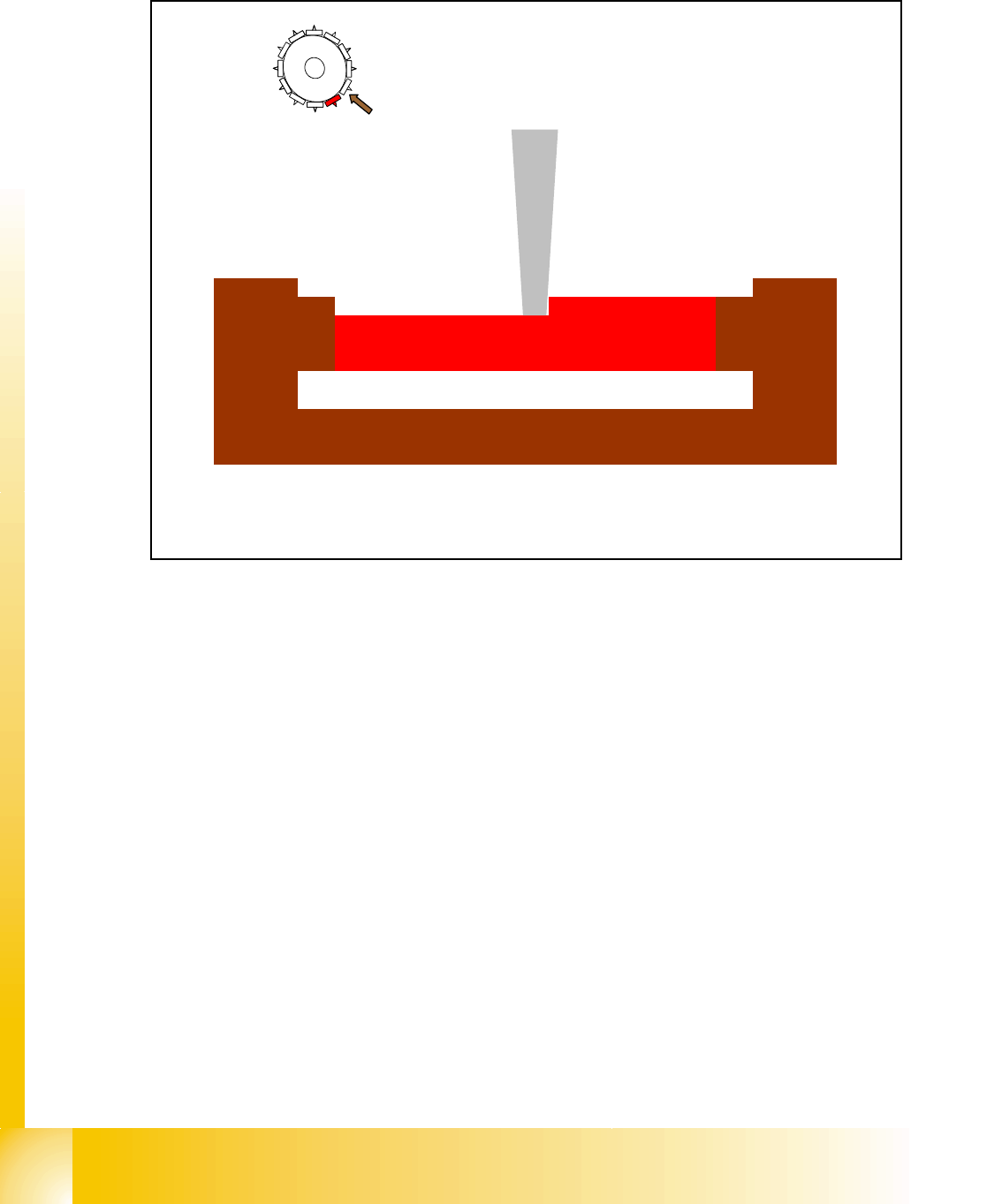
6.2.9 Height reference run
With this function we check the correct fitting on the sleeve and the correct nozzle type which is
programmed.
The nozzle length is taken to calculate the pick up and placement height for the following place-
ments.
Fig. 6.2 - 11 Measure nozzle height
1. Top of the fixed conveyor rail
2. First step with segment 1 for measure the nozzle height.
3. Last step with segment 6 (12) for measure the nozzle height.
– The gantry moves the placement heads above the fixed conveyor rail.
– The Z- axis runs down, and all nozzles touch the transport rail.
– Nozzle 1 defines the reference length.
– All segments are measured according to there specific length reffering to nozzle 1.
– The maximum length tolerance is 0,4 mm: If the length difference is too high an error message
is displayed.
Please Note
Exception: special nozzle with type number X9X are only measured (there is no length specifica-
tion).
4
1
5
2
3
6
4
1
5
2
3
6
1
23