SiplaceX4_en.pdf - 第663页
Edition 09/2005 SIPLACE X Appendix 8 r Fig. 20.3 - 3 Multiple zero pulses due to overshoots at reference point Testing the linear scale zero pulse along the whole traversing range 20 Zero pulses can be tested along the w…
SIPLACE X Edition 09/2005
Appendix
7
The ’line fault’ menu can
be used to test the count-
ing pulses and traversing
time between the re-
peated zero pulse win-
dows. Zero pulses de-
tected as
counting errors
will be "
underlined’. Zero
pulses read as
time er-
rors
will receive an ’over-
line
’.
The first zero pulse always
has an overline and under-
line, as might the last one,
if it has been passed sev-
eral times due to multiple
overshoots. Therefore,
before beginning mea-
surement, teach the gan-
try axis so that it is placed
next to the 0 pulse (see
oscillogram Fig. 20.3 - 3.)
This menu is not designed
for use with head axes.
20
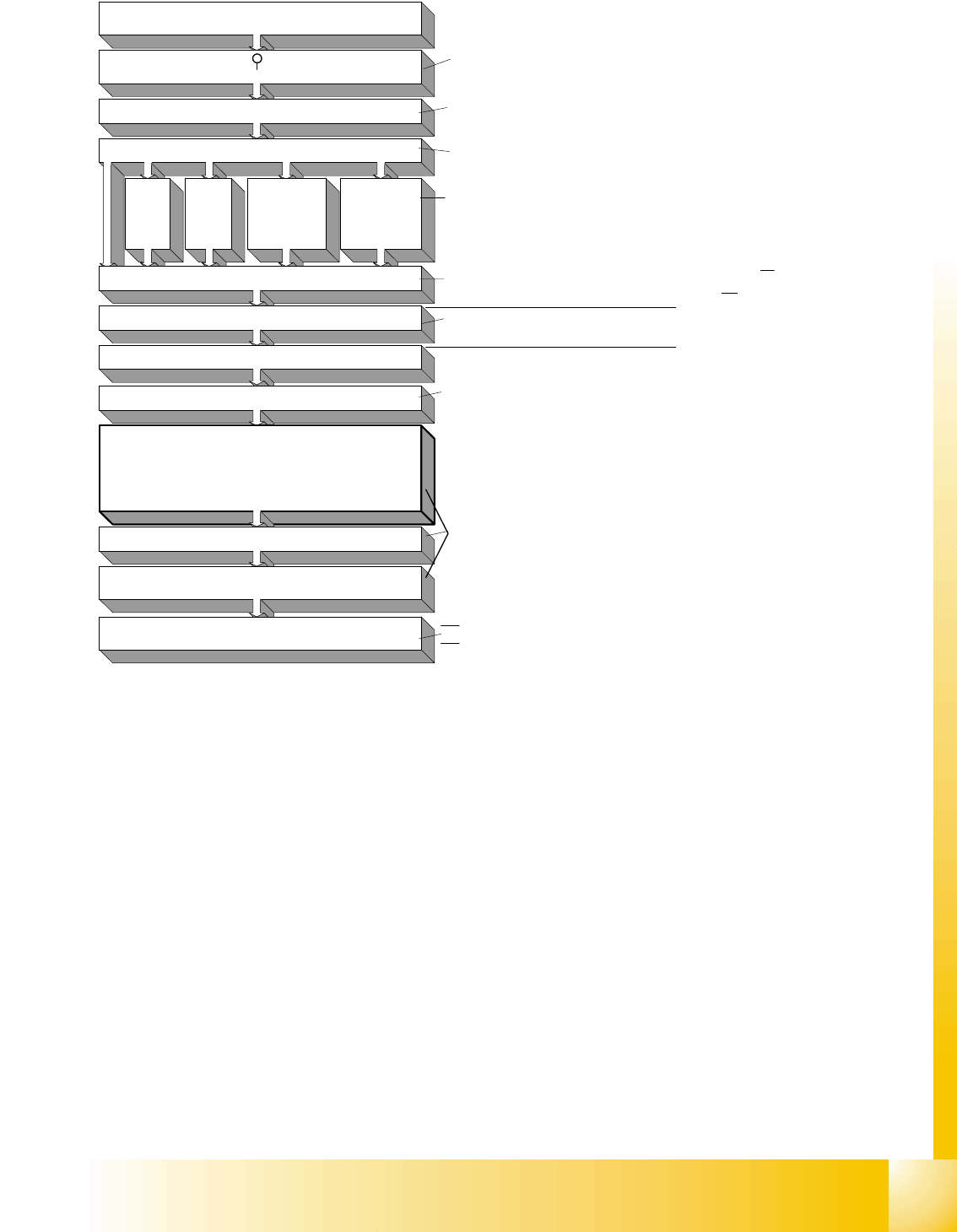
Fig. 20.3 - 2 Sequence of steps for line errors
Alternatively to the manuell movement of the axis and the automatic scrolling back for the mea-
surement you can also run a continous run for a Tracksignal check between the zero pulses. The-
refore run a positioning over the full travel range with more then 2 seconds waiting time at each
position. So you are able to ’start for reference’ at one position and arriving at the other position
the measurement is stopped and the result is displayed.
Connect the SIPLACE Axis Tester SAT to the
respective Axis controller board
Boot the SAT and press ' ' to activate main menu
Select the 'Machine' (Platform)
Selection from: C- / HF- / S- or F- or HS-Machine
HF on top/S-Type/
F-Type/HS-Type at bottom
with Cursor up/down & confirm with
'return' <-
|
The menu 'back' ('quit') returns back to
the previous menu level
HF .
HF/3
HF/4
(F
3
*) top
F
4
/ F
5
/
F
5
HM
(WPC*) bot
CS
CF
(G/S15*)
S20/
(S23)S25H
M / S27HM
Select the desired axis type
with Cursor up/down and left/right
and confirm with 'return' <-
|
Select menu 'Adjust Panel'
Select menu 'Track signals'
select 'line error' & 'Show all'..
prepare machine: Run reference run axis/teach axis
beside 0-pulse position / open safety cover/ move
axis over the full travel distance (!Don't touch the
limit Switches!) /close safety covers.
'Start the reference' confirm with <
_|
'return'
Press Start button on the machine so that the axis
moves back into Position.
to get the Track signals from the
respective Axis controller to BNC-output
After a sucessful Test the result apears automatically -
or press <
_|
'return' to stop measurement
1 1. Zero pulse is always without time -
and count reference
.. to test the travel time and - distance of
the Zero pulses.
Sequence has to be followed to the
letter
with Cursor up/down and
confirm with 'return' <-
|
* adapter f. Axis c. necessary
7 8
Edition 09/2005 SIPLACE X
Appendix
8
r
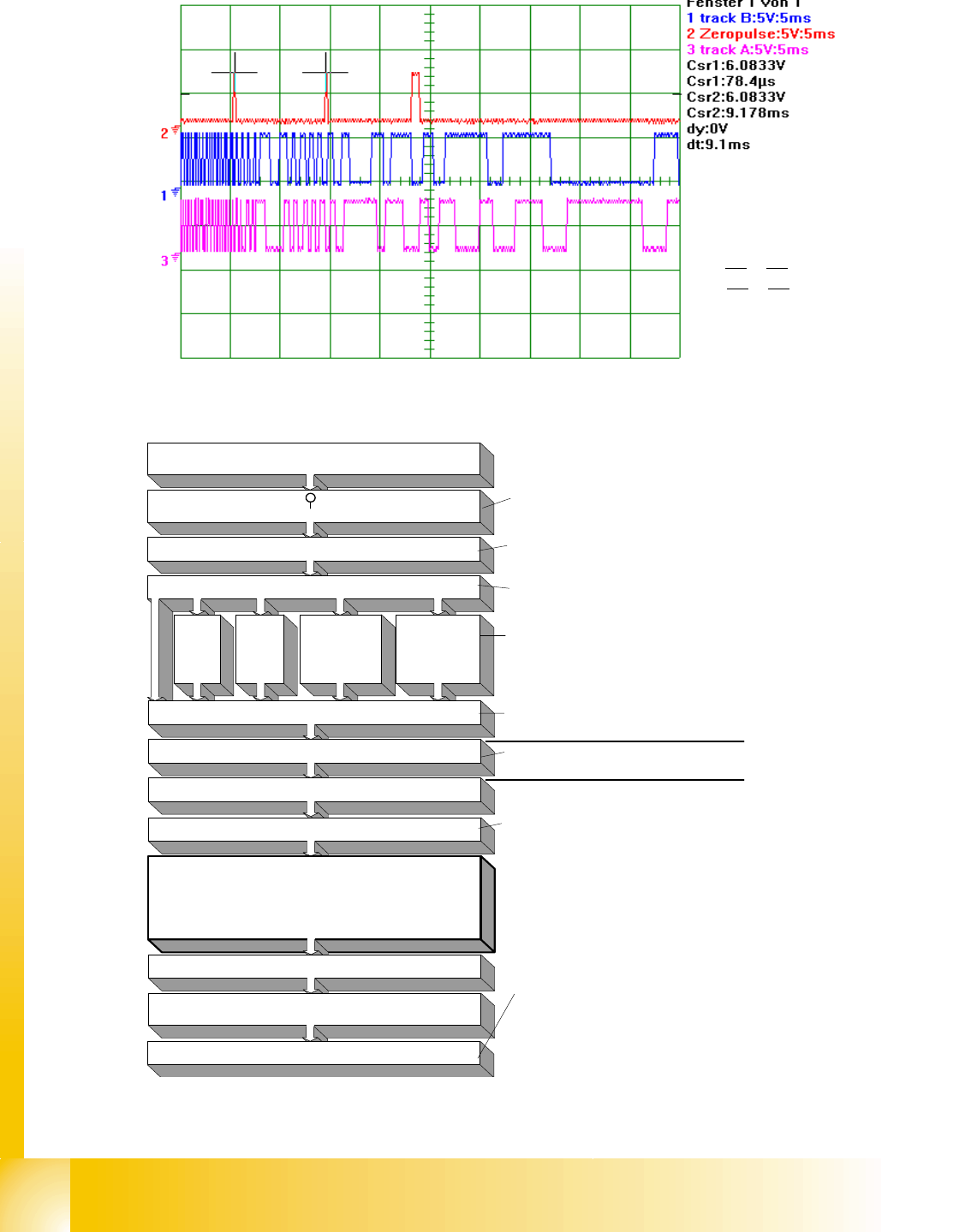
Fig. 20.3 - 3 Multiple zero pulses due to overshoots at reference point
Testing the linear scale zero pulse along the whole traversing range 20
Zero pulses
can be tested
along the
whole travers-
ing range with
the ’Refer-
ence fault’
menu.
Fig. 20.3 - 4
Sequence of steps
for reference faults
The zero pulses
shown here will be
displayed in "line
faults" as follows:
12 13 14
12 13 14
Connect the SIPLACE Axis Tester SAT to the
respective Axis controller board
Boot the SAT and press ' ' to activate main menu
Select the 'Machine' (Platform)
Selection from: C- / HF- / S- or F- or HS-Machine
HF on top/S-Type/
F-Type/HS-Type at bottom
with Cursor up/down & confirm with
'return' <-
|
The menu 'back' ('quit') returns back to
the previous menu level
HF .
HF/3
HF/4
(F
3
*) top
F
4
/ F
5
/
F
5
HM
(WPC*) bot
CS
CF
(G/S15*)
S20/
(S23)S25H
M/ S27HM
Select the desired axis type
with Cursor up/down and left/right
and confirm with 'return' <-
|
Select menu 'Adjust Panel'
Select menu 'Track signals'
select 'Reference error' ..
prepare machine: Run reference run axis/teach axis
beside 0-pulse position / open safety cover/ move
axis over the full travel distance (!Don't touch the
limit Switches!) /close safety covers.
Confirm 'Start measurement' with <
_|
'return'
Press Start button on the machine that the axis moves
back into Position.
to get the Track signals from the
respective Axis controller to BNC-output
.. to test the Zero pulses.
Confirm 'Stop measurement' with <
_|
'return'
With 'return' <
_|
the travel distance,
the number of zero pulses & the
distance infront of 1st and behind last
Zero pulse ('error on zeropulse') is
displayed
with Cursor up/down and
confirm with 'return' <-
|
* adapter f. Axis c. necessary

SIPLACE X Edition 09/2005
Appendix
9
Test the Zero pulses of the incemental encoder system over the whole travel range ’reference
error’ 20
After activating the reference error menu the position counter is permanently active so the manu-
ally moved distance will be counted to. The Zero pulses are only counted at the automatic posi-
tioning to back to the programmed position (Zeropoint count between Start and End signal).
The count pulses before the first Zero pulse and after the last Zeropulse are counted and titled as
’Error per Zeropulse’.
These are not count errors.
Alternatively to the manuell movement of the axis and the automatic scrolling back for the mea-
surement you can also run a continous run for a Tracksignal and zero pulse check. Therefore run
a positioning over the full travel range with more then 2 seconds waiting time at each position. So
you are able to ’start for measurement’ at one position and stop the measurement at the other po-
sition. After stop the result is displayed. If you run continus run for multiple distances the Zero
pulse counter count on; the position counter count positive and negative according the moving di-
rection.
20.3.2.3 Displaying the Axis Position
The position of any
axis can be shown
with the ’Serial con-
nection’ menu.
Fig. 20.3 - 5 Sequence
of steps for displaying
the axis position
Connect the SIPLACE Axis Tester SAT to the
respective Axis controller board
Boot the SAT and press ' ' to activate main menu
Select the 'Machine' (Platform)
Selection of: C- / HF- / S- or F- or HS-Machine
HF on top/S-Type/
F-Type/HS-Type at bottom
with Cursor up/down & confirm with
'return' <-
|
The menu 'back' ('quit') returns back to
the previous menu level
HF .
HF/3
HF/4
(F
3
*) top
F
4
/ F
5
/
F
5
HM
(WPC*) bot
CS
CF
(G/S15*)
S20/
(S23)S25H
M / S27HM
Select the desired axis type
with Cursor up/down and left/right
and confirm with 'return' <-
|
Select menu 'serial connect'
749994 | Axis is referenced
| FW has disabled Servo
| Zero impulse not reached
| Machine data is valid
| Servo by switch enabled
| V24 Terminal isn't active
| Pos. data valid
to get the Axis position and Axis controller
state
Axis position and Axis controller state
with Cursor up/down and
confirm with 'return' <-
|
* adapter f. Axis c. necessary