N7201A587C.pdf - 第199页
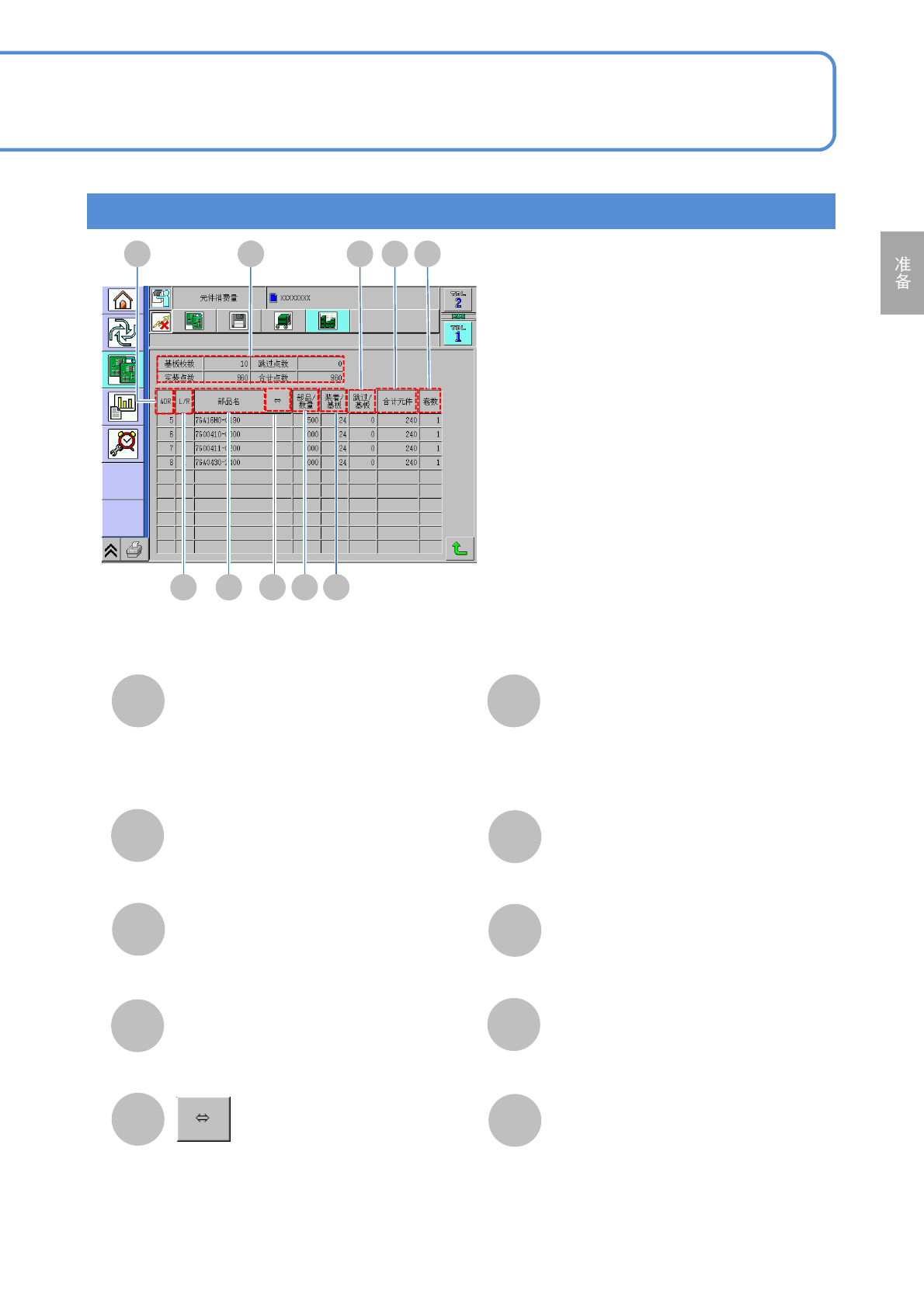
NPM-D3 EJM6DC-MB-02O-02 2-7 -2 显示元件的消费量 基板枚数 : 生产的总 数 贴装点数 : 基板上的 贴装总数 跳过点数 : 没有贴装 的总数 合计点数 : 贴装点数 + 跳过点数 ADR ( 地址 ) 配置供料器的插槽编号 ( 地址 ) 。 L/R 编带的配置位置 。 元件名称 元件名称过长时,滚动此键来显示。 元件 / 数量 1 台供料器的元件数量。 装着 / 基板 1 枚基板的贴装点数。 跳过 / 基…
NPM-D3 EJM6DC-MB-02O-02
生产计划
(生产数量设定)
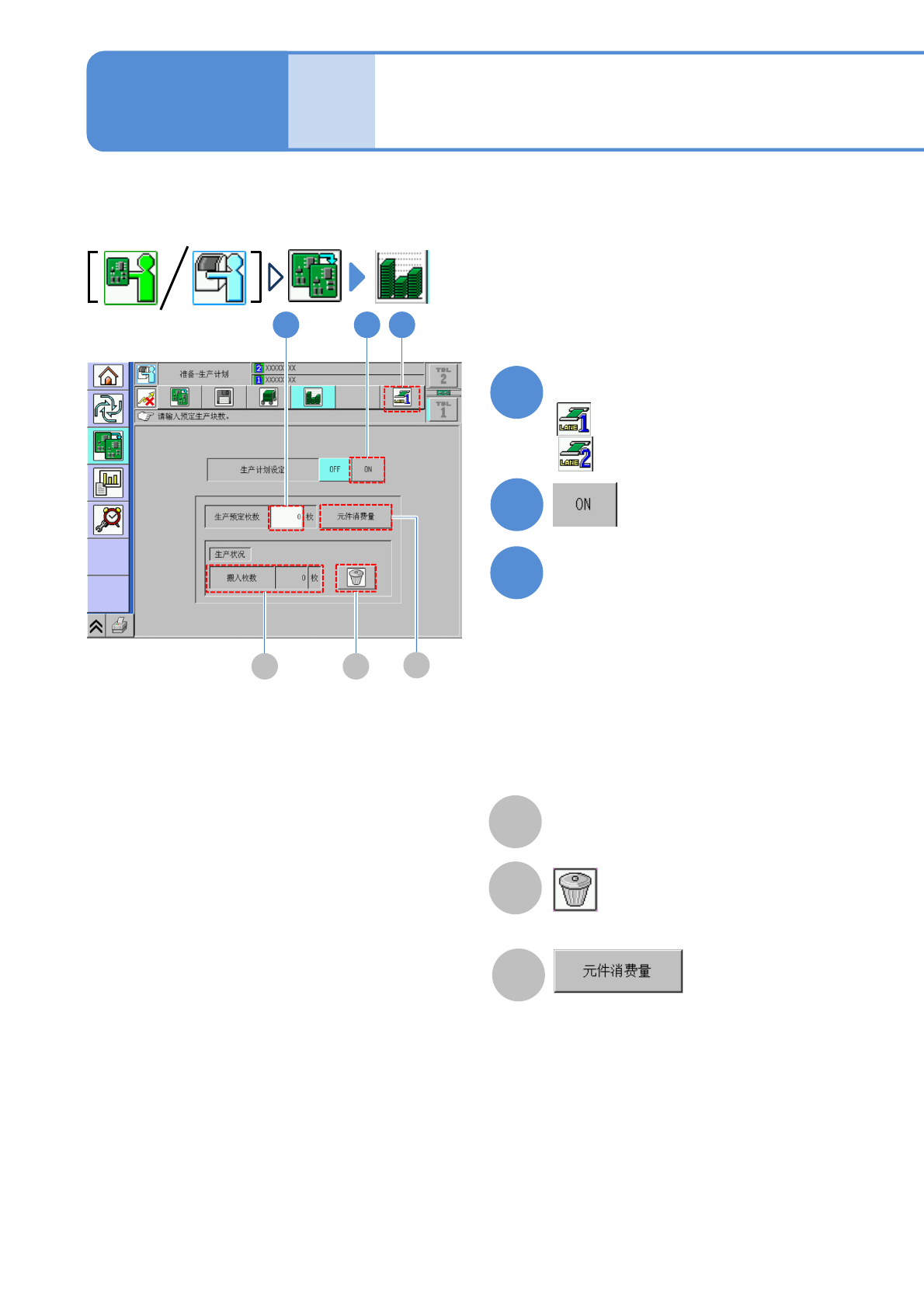
在自动运转中可以设定生产预定数量。
另外,相对生产预定数量的元件消费量可以事先计算并显示。
A
搬入枚数
传入数量变为0。
B
显示传入的基板数量。
C
显示与所设定枚数相应的必要元件点数。
(→ P.2-7-2)
1
3
2
2
输入生产预定枚数
A
3
●输入范围: 0 ~ 99999
●设定为‘0’时,能够不停止生产而连续
生产。
B
1
选择轨道
:轨道1
C
:轨道2
操作篇
2-7
2-7-1
NPM-D3 EJM6DC-MB-02O-02
2-7-2
显示元件的消费量
基板枚数:生产的总数
贴装点数:基板上的贴装总数
跳过点数:没有贴装的总数
合计点数:贴装点数+跳过点数
ADR(地址)
配置供料器的插槽编号(地址)。
L/R
编带的配置位置。
元件名称
元件名称过长时,滚动此键来显示。
元件/数量
1台供料器的元件数量。
装着/基板
1枚基板的贴装点数。
跳过/基板
1枚基板的跳过点数。
合计元件
元件的总数。
数量
供料器数量。
DE K L M
D
F
E
G
I
H
J
K
L
M
F G H I J
显示元件的消费量画面
NPM-D3 EJM6DC-MB-02O-02
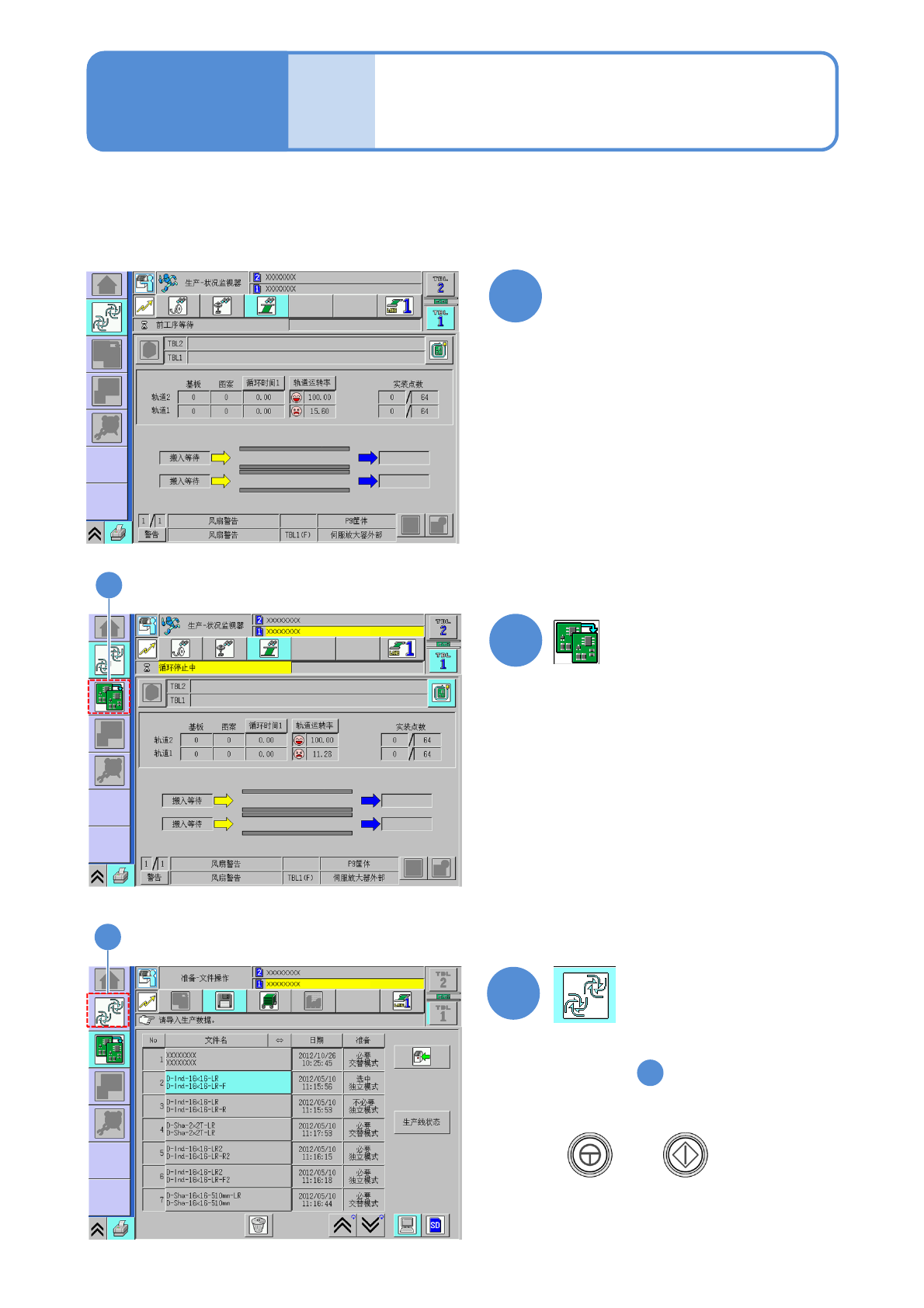
独立实装模式的准备
在独立实装模式下,能够对处于生产停止中的轨道进行准备工作。
1
2
●处于周期停止中的轨道以黄色显示。
2-8
(→P.3-1-2)
2
3
3
(→P.3-1-1)
(→P.2-3-2~ P.2-5-5)
在生产中画面上选择轨道后,执
行周期停止
●显示步骤 的画面。
1
●需要重新开始生产时
操作篇
2-8
+