N7201A587C.pdf - 第651页
NPM-D3 EJM6DC-MB-08O-01 8-2-1 -2 将通过基板定位标记的识别所获取的坐标原点以及角 度 视为基准,对每个网板开 口 计算与理论值 ( 锡膏印 刷用网板的 Gerber 数据 ) 相应的位置偏移量与面积差。 dx 、 dy: 锡膏重心位置的理论坐标与计测坐标 的差,即为锡膏位置偏移量。 面积率 : 与通过 Gerber 数据计算出的网板开口面积相应的比 率 [%] ,即为锡膏面积率。 为使锡膏位置偏移量转为最…
NPM-D3 EJM6DC-MB-08O-01
详细系
统功能
8-2-1
-1
各种功能 1
操作篇
8-2-1
锡膏位置的计测功能
■对应元件的品种
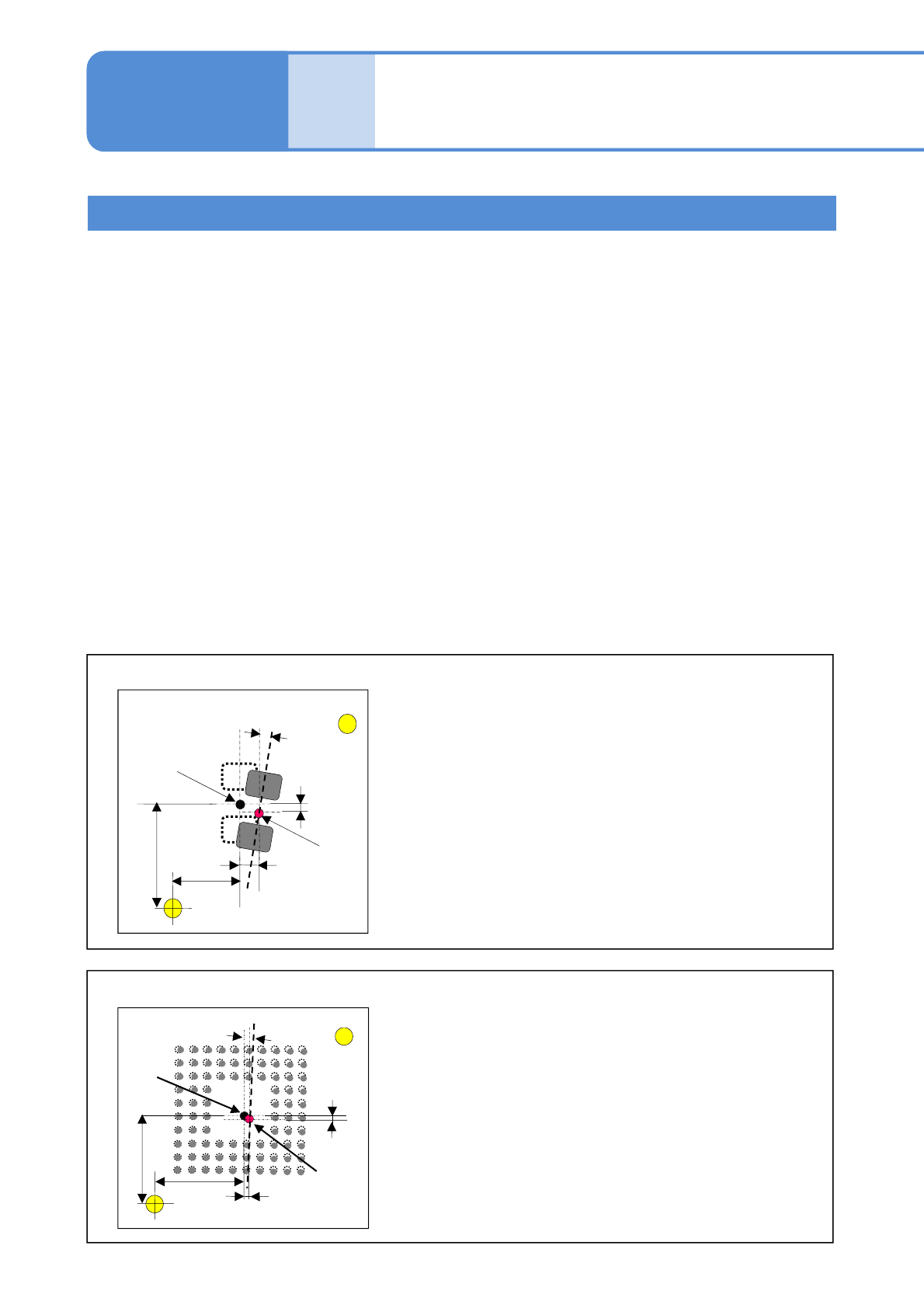
以通过识别基板定位标记所得的贴装坐标原点及角度为基准,对每个贴装元件计算下述锡膏偏位量后,针
对理论贴装坐标来进行位置补正。
■锡膏偏位量的计算
dθ:
对全部焊锡料求算连结两个锡膏重心位置直线的理论角度和计测角度的差的平均值,这个平均值即为锡
膏偏位角度。
dx、dy:
在顾虑到与全部锡膏相关的锡膏重心位置的理论坐标和上述dθ偏移的基础上,与测量坐标的差的平均值
为锡膏位置偏移量。
在锡膏位置偏移量以及与程序相应的补正量控制参数的基础上,算出最佳的贴装补正量,并将元件贴装到
最佳位置上。
■贴装补正量的计算
① 基板定位标记A
② 基板定位标记B
③ 以定位标记的识别结果为基础的贴装理论坐标
④ 贴装元件的X理论坐标
⑤ 贴装元件的Y理论坐标
⑥ 补正后的贴装坐标
⑦ X方向的印刷位置偏移量 dx
⑧ Y方向的印刷位置偏移量 dy
⑨ 角度方向的印刷位置偏移量 d
θ
封装元件
①
⑨
③
④
⑦
⑧
⑤
⑥
②
① 基板定位标记A
② 基板定位标记B
③ 以定位标记的识别结果为基础的贴装理论坐标
④ 贴装元件的X理论坐标
⑤ 贴装元件的Y理论坐标
⑥ 补正后的贴装坐标
⑦ X方向的印刷位置偏移量 dx
⑧ Y方向的印刷位置偏移量 dy
⑨ 角度方向的印刷位置偏移量 d
θ
方形芯片元件
⑨
③
④
⑦
⑤
⑥
①
②
⑧
没有特别限制。计测对象的锡膏规格和锡膏检查规格相同。请参照进行锡膏检查的设备(NPM检查头或其他
公司检查机)的使用说明书。
1. 元件贴装前馈
NPM-D3 EJM6DC-MB-08O-01
8-2-1-2
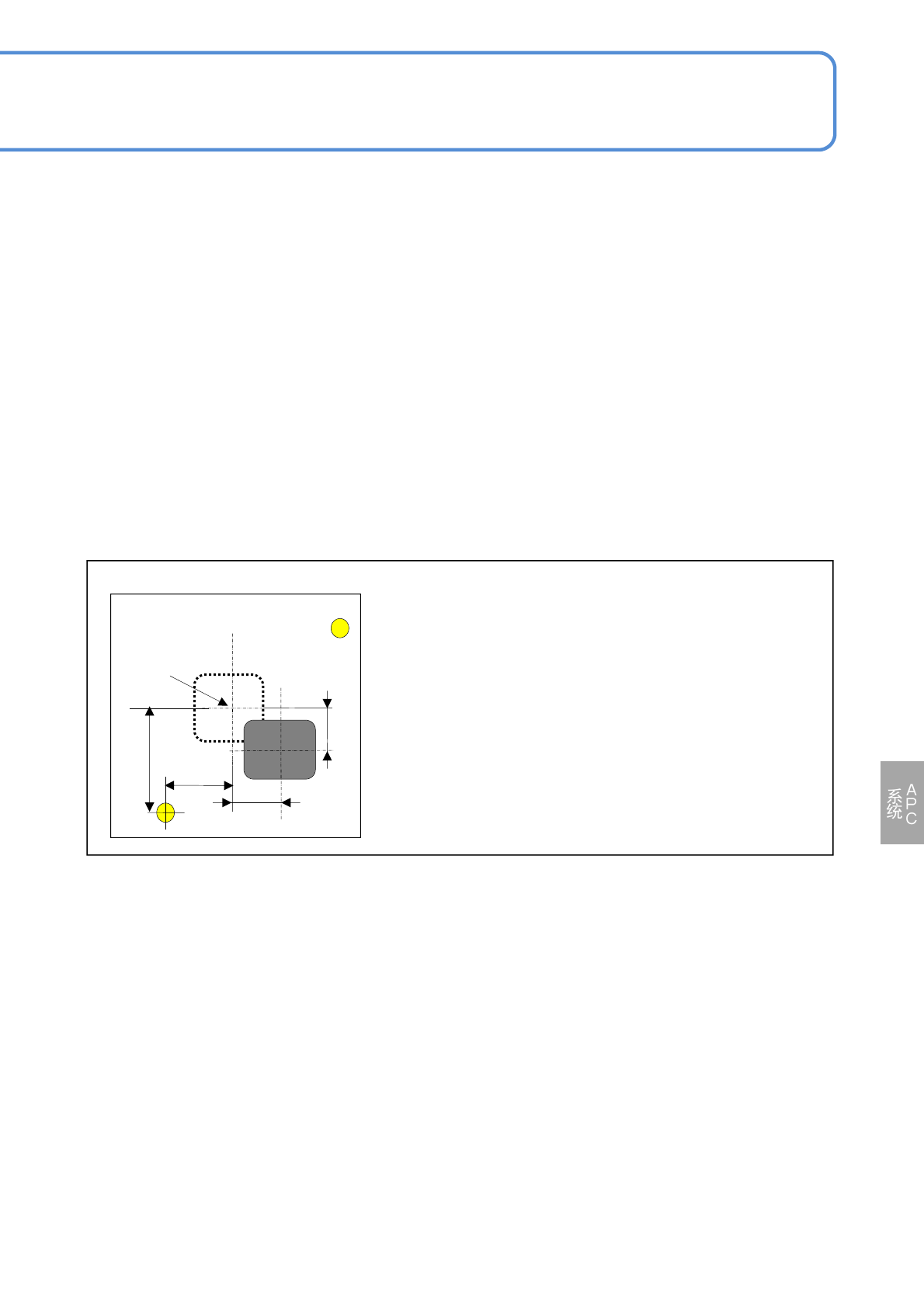
将通过基板定位标记的识别所获取的坐标原点以及角度 视为基准,对每个网板开口 计算与理论值(锡膏印
刷用网板的Gerber数据)相应的位置偏移量与面积差。
dx、dy:
锡膏重心位置的理论坐标与计测坐标的差,即为锡膏位置偏移量。
面积率:
与通过Gerber数据计算出的网板开口面积相应的比率[%],即为锡膏面积率。
为使锡膏位置偏移量转为最小,而补正到最佳锡膏印刷位置。详细内容,请参照使用说明书“NPM-DGS
SP数据编辑器”或印刷机的使用说明书。
■印刷位置补正量计算
2. 锡膏印刷反馈
① 基板定位标记A
② 基板定位标记B
③ 定位标记识别结果所致的锡膏重心理论坐标
④ 锡膏的X理论坐标
⑤ 锡膏的Y理论坐标
⑥ X方向的锡膏位置偏移量 dx
⑦ Y方向的锡膏位置偏移量 dy
③
④
⑦
⑤
①
②
⑥
■锡膏偏位量的计算
NPM-D3 EJM6DC-MB-08O-01
详细系
统功能
操作篇
8-2-1
8-2-1-3
各种功能 2
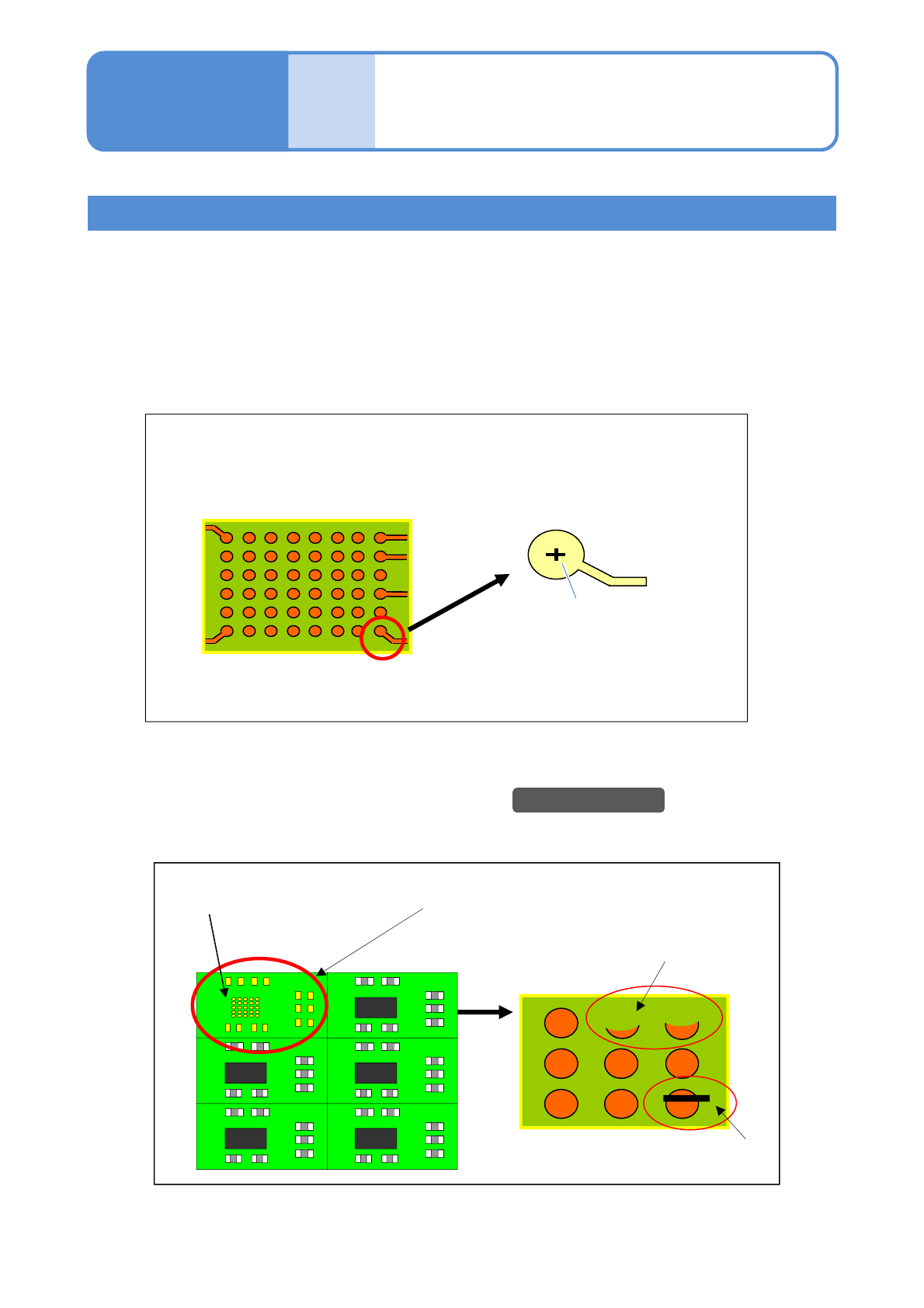
通过直接识别贴装元件的焊盘位置本身,还能够对应基板变形等项目,从而实现高精度贴装。
■焊盘计测功能
搭载了专用识别模式,因此能够测量拥有配线图形
的焊盘位置。
倒装芯片用焊盘
通过设定的形状,尺寸来计
算中心的专用处理而计算出
焊盘的正确位置。
不仅针对锡膏,还可以针对助焊剂或通过锡膏转印而贴装到焊盘上的倒转芯片,通过前馈通信焊盘位置的测量
结果来提高贴装位置的精度。另外,检查焊盘的面积和为止,作为不良图形跳过对其的所有元件贴装,从而降
低元件损失成本。需要在DGS的元件详细数据设定项目下,将贴装基准设定为「焊盘」。
焊盘不良
发生焊盘不良的图形内所有元件的贴装可以
跳过。
在模块元件等的多面基板,锡膏(焊盘)检查发生不良的图形,图形内的所有元件的贴装可以跳过。
■锡膏/焊盘检查,以及不良图形贴装的跳过功能
焊盘不良
焊盘缺口
异物
例)
锡膏检查标准
前馈功能