N7201A587C.pdf - 第203页
NPM-D3 EJM6DC-MB-03O-0 2 自我诊断后有异常时 选择项目 ( 显示修改方法 ) 按照指示进行修改 3-1-1 -2 进行自我诊断处理 ■有异常时, 显示异常项目。 ■没有异常时 进行原点复位。 开始生产 ■交互实装模式时 6 ENABLING START 5 SERVO ON 4 7 3 ON ●在 OFF 状态下,经过 10 秒 钟以后拧转。 ●读取大约需要 1 分钟。 1 2 1 2 独立实装模式时 ( → P…
NPM-D3 EJM6DC-MB-03O-02
生产
生产的开始 1
开始生产
3-1-1-1
操作篇
3-1-1
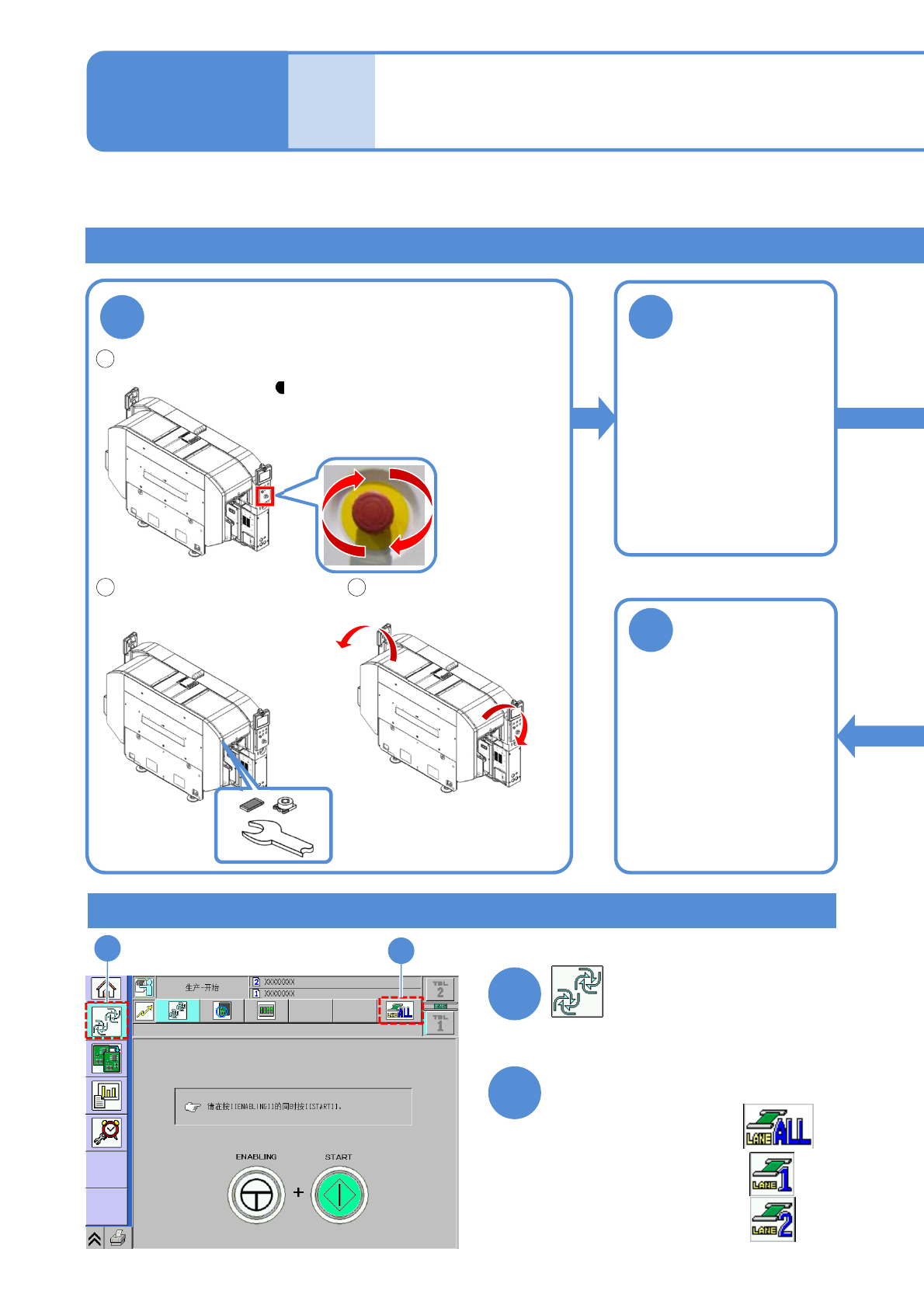
对生产的开始方法进行说明。是操作员的日常操作。
紧急停止开关是否已解除。
●解除时,确认没有危险或者异常状况,
把紧急停止开关往右转。
1
运转前的确认
传送带或者料架工作台上必须没
有异物。
生产开始
前侧、后侧的安全盖必须是
关闭状态。
1
2
3
8
2
将下述主电源开关
置于ON
●传送带L
●传送带R
独立实装模式时
1
1
(显示独立实装模式)
2
选择轨道
2
在前后轨道上开始生产时:
只在轨道1开始生产时:
只在轨道2开始生产时:
NPM-D3 EJM6DC-MB-03O-02
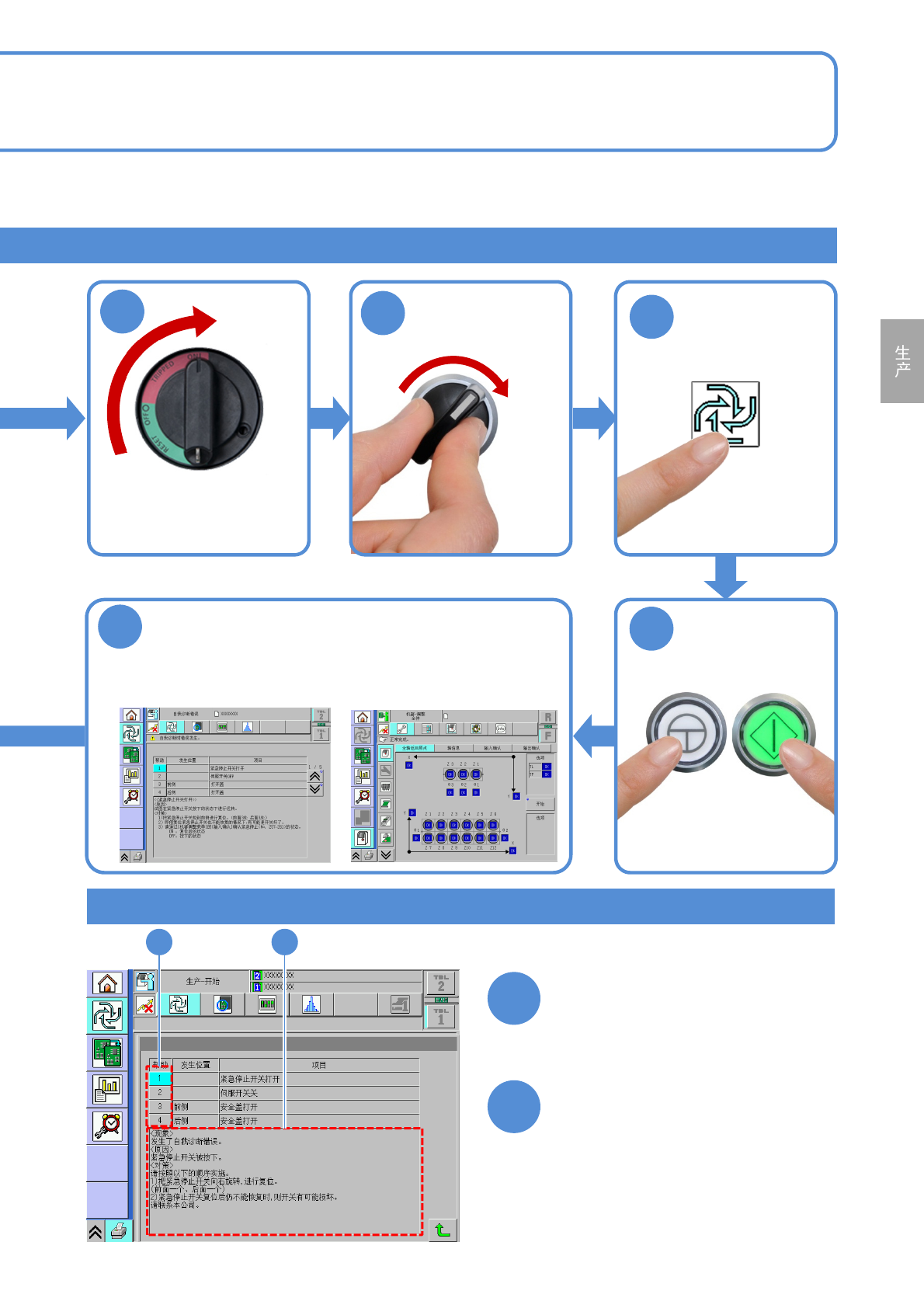
自我诊断后有异常时
选择项目
(显示修改方法)
按照指示进行修改
3-1-1-2
进行自我诊断处理
■有异常时,
显示异常项目。
■没有异常时
进行原点复位。
开始生产
■交互实装模式时
6
ENABLING
START
5
SERVO
ON
4
7
3
ON
●在OFF状态下,经过10秒
钟以后拧转。
●读取大约需要1分钟。
1 2
1
2
独立实装模式时
(→P.3-1-1
-1)
(→’自我诊断后有异常时’)
NPM-D3 EJM6DC-MB-03O-02
生产
生产的开始 2
3-1-1-3
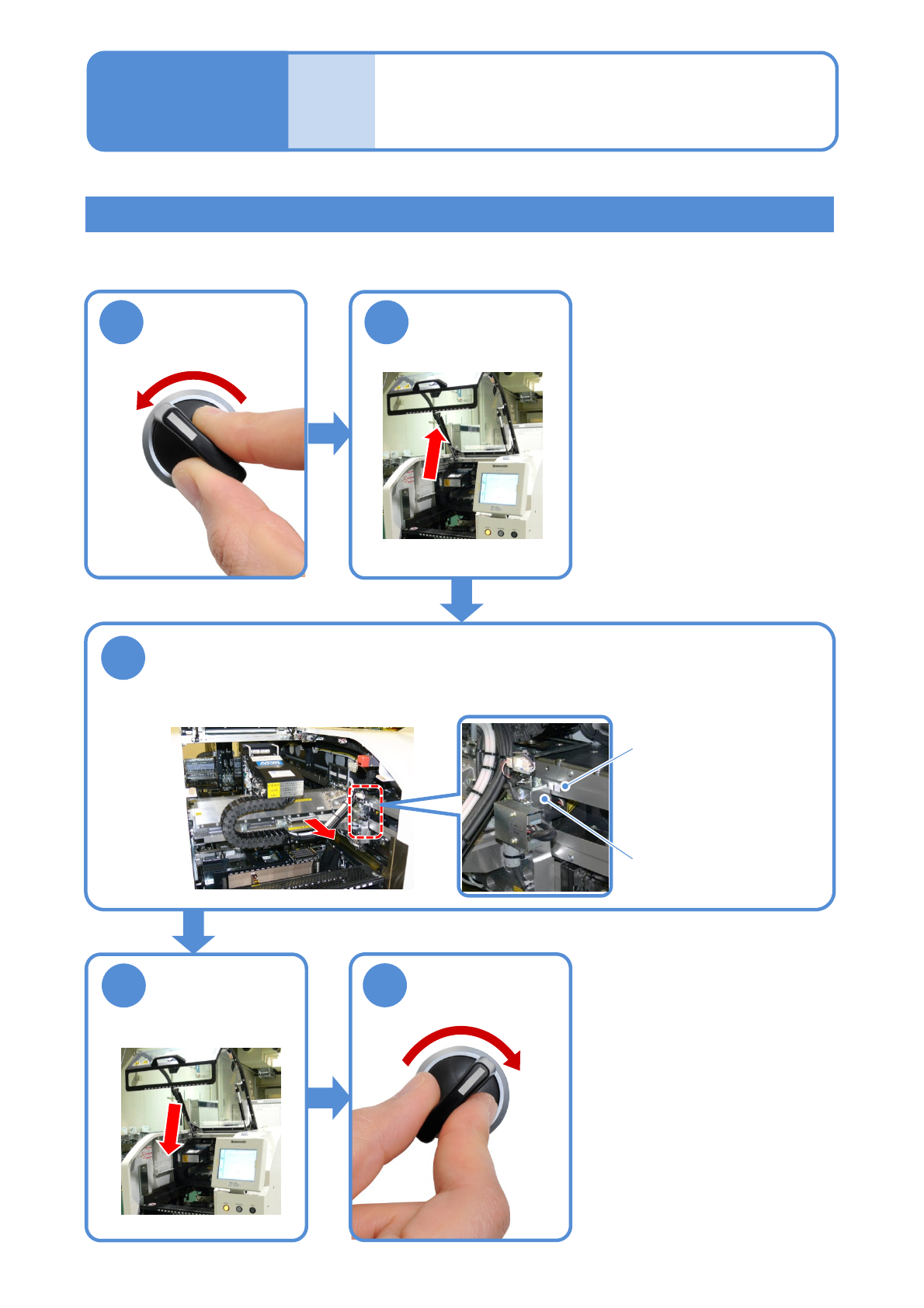
交换台车被卸下的状态时
21
OFF
SERVO
4
SERVO
ON
5
独立实装模式时,在交换台车被卸下的状态下,在对面轴侧也可进行生产。
对器准备作业进行说明。
3
使X轴移动
退避位置标签
X轴边缘
移动交换台车被卸下一方的X轴边缘,使其一直移动到Y轴的退避位置标签的上侧。
操作篇
3-1-1