N7201A587C.pdf - 第329页
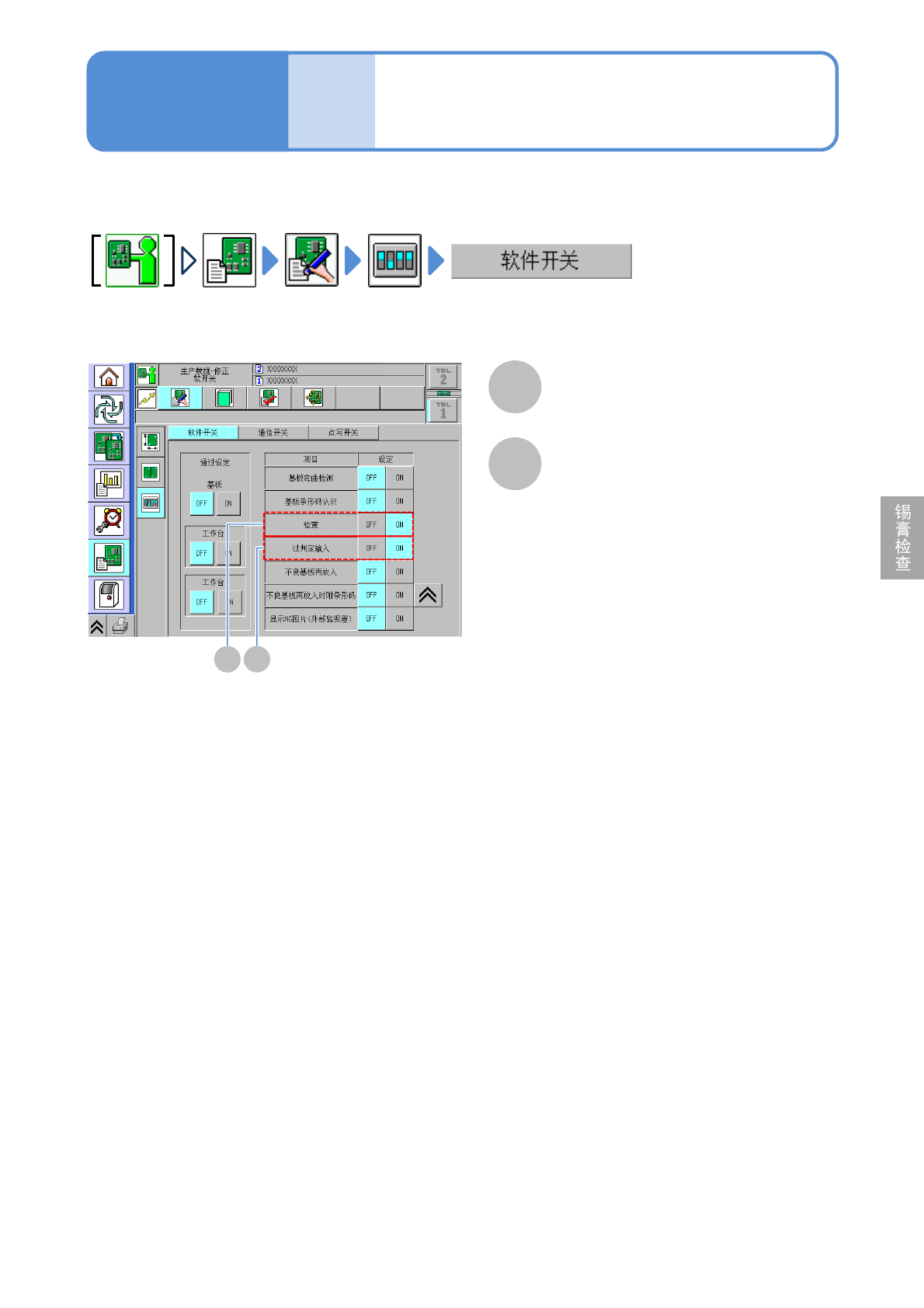
NPM-D3 EJM6DC-MB-05O-02 5-2-1 A B 对通锡膏检查头的元件检查以及重新 投入修理后基板所需要的参数设 定进行说明。 A 把检查功能设定为有效。 检查 B 把过判定输入功能设定为有效。 过判定输入 生产 设定 软件开关的设定 操作篇 5-2-1
NPM-D3 EJM6DC-MB-05O-02
概要
5-1-3
操作篇
5-1-3
照相机分辨率 18 μm(类型A): 芯片元件用锡膏 100 μm×150 μm 以上
封装元件用锡膏 φ150 μm以上
照相机分辨率 9 μm(类型B): 芯片元件用锡膏 80 μm×120 μm 以上
封装芯片用锡膏 φ120 μm以上
■对象锡膏尺寸
元件点数: 10 000点(NPM-D3的贴装元件数)
锡膏数: 30 000点(网板开口数)
●在NPM-D3的生产数据变换、接合网板开口数据(Gerber数据),作成锡膏的检查数据。
■可检查点数
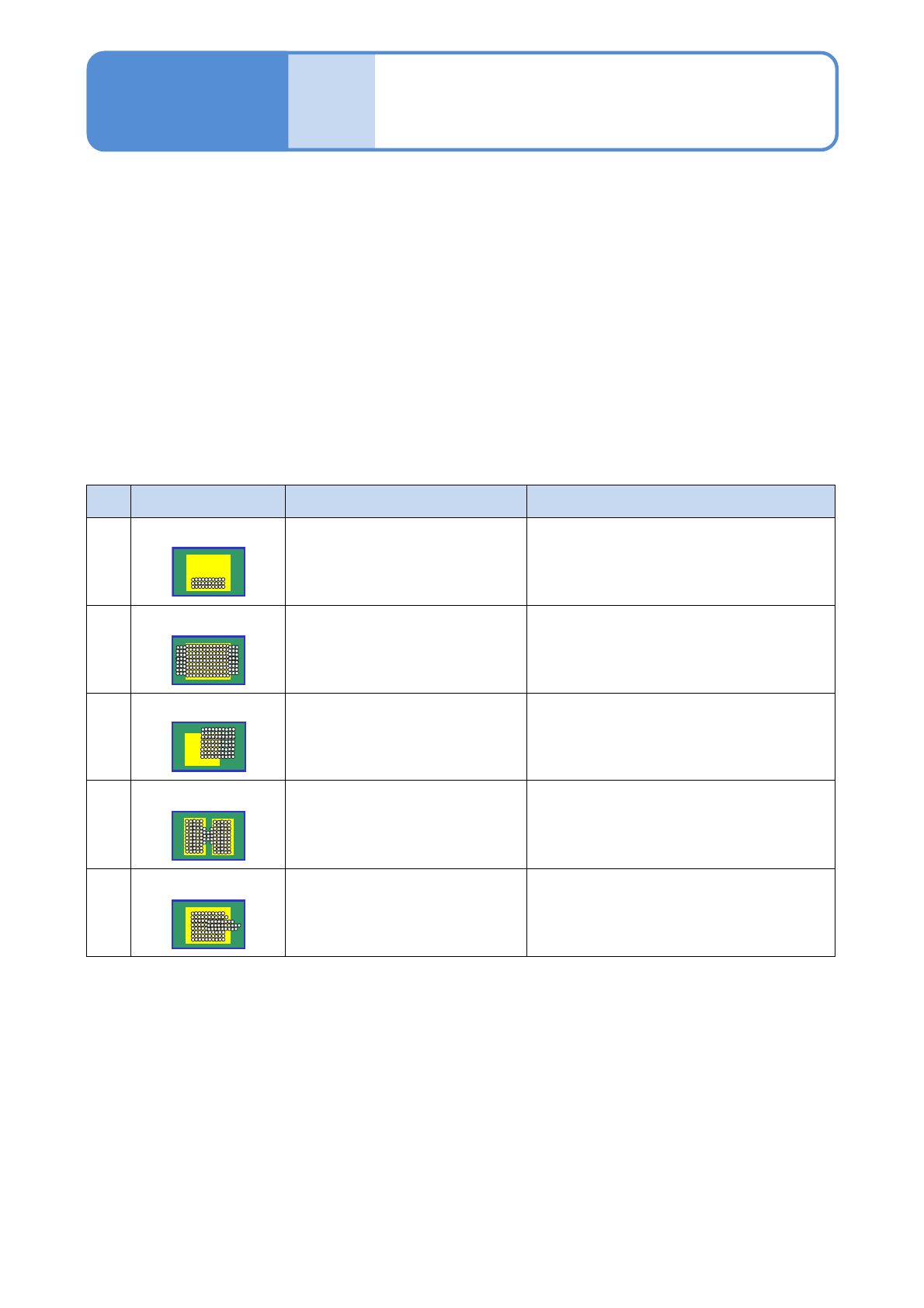
■检查种类
No.
検査種類 不良内容 判定
1
少锡 ・锡膏太少 ・如果测量面积率小于下限阈值,即判定
为不良
2
渗锡 ・锡膏太多 ・如果测量面积率大于上限阈值,即判定
为不良
3
偏位 ・锡膏位置偏移 ・如果测量位置的偏移量超出容许偏移量
阈值,即判定为不良
4
桥接 ・与邻接锡膏形成桥接 ・如果测量桥接宽度超出容许桥接宽度
阈值,即判定为不良
5
形状 ・锡膏形状不良 ・如果测量锡膏的外界矩形尺寸超出容许
阈值,即判定为不良
作成检查数据时,以使用的网板用Gerber数据的开口面积、开口位置(面积重心位置)、开口尺寸为基准,
锡膏检查时,与计测值相比较。
1)不良锡膏:检查头判定为不良的锡膏,或者是操作员判定为不良的锡膏。
1)
检查规格
NPM-D3 EJM6DC-MB-05O-02
5-2-1
A B
对通锡膏检查头的元件检查以及重新投入修理后基板所需要的参数设定进行说明。
A
把检查功能设定为有效。
检查
B
把过判定输入功能设定为有效。
过判定输入
生产
设定
软件开关的设定
操作篇
5-2-1
NPM-D3 EJM6DC-MB-05O-02
5-3-1-1
对锡膏检查的校正进行说明。
为了判定基板上是否有锡膏,在NPM-DGS对锡膏颜色进行校正。锡膏颜色的校正通过基板上锡膏的图像,使
用检查头摄像进行判定。
在NPM-DGS的「2D检查编辑器」,编辑检查后的生产数据。
●在搭载检查头的NPM-D3,只可以设定「软件开关的设定」。
在NPM-D3主体或连接在检查BOX的素标、键盘、监视器不能进行编辑。
生产数据
和校正
概要
操作篇
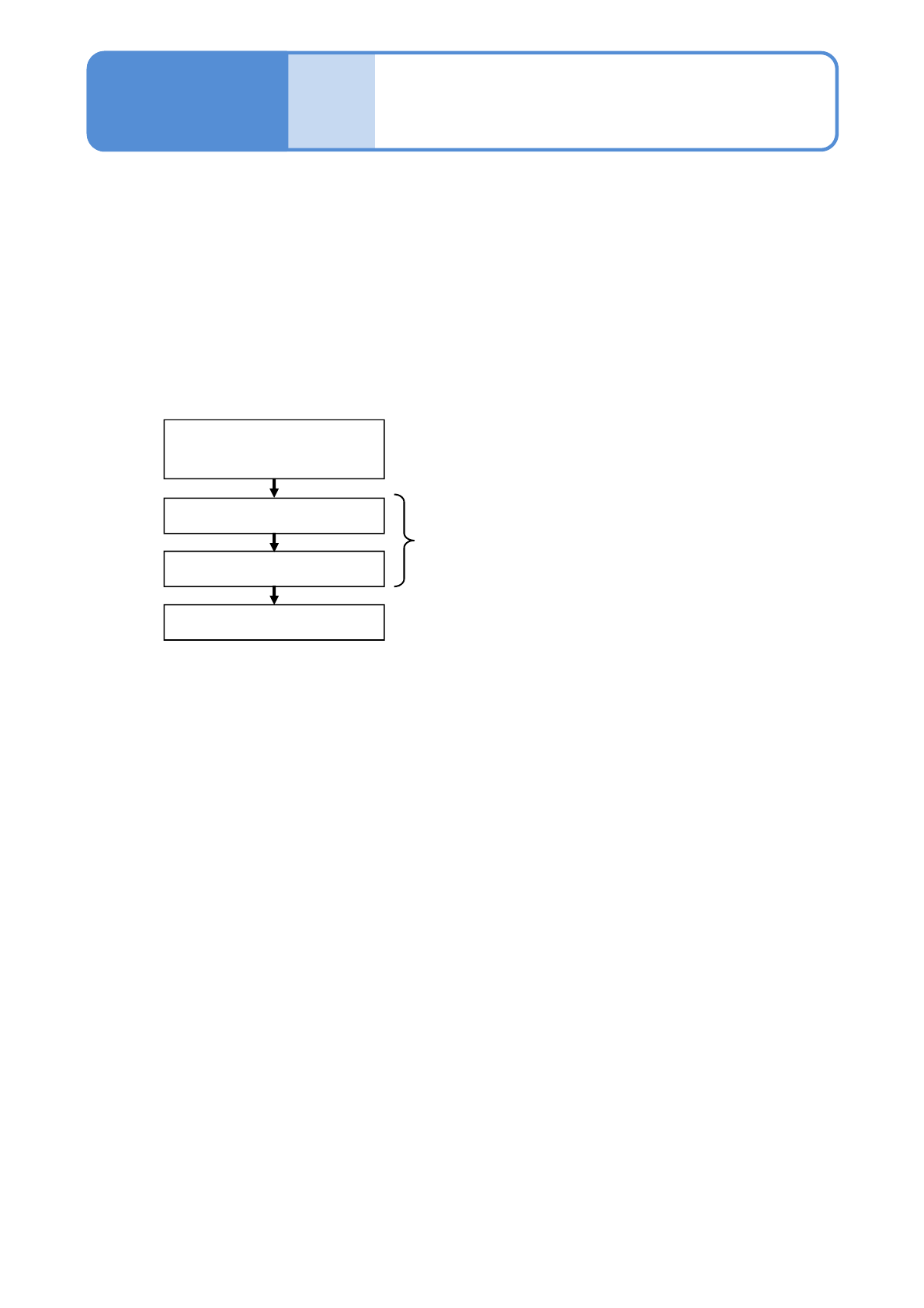
5-3-1
生产数据
(检查视野数据)编制
生产数据的读取
校正基板的摄像
通过2D检查编辑器设定
于NPM-DGS编制
于NPM-DGS编辑
在设备操作
■校正的流程