N7201A587C.pdf - 第359页
NPM-D3 EJM6DC-MB-05O-02 ■设定上的注意点 条件设定等项目存在下述限制条件。 如果设定了与条件相反的条件, 那么将不能保证动作。请充分注意。 1. 有关 NG 排出 ( “检查紧接贴装之前的锡膏” ) 因锡膏检查结果为 NG 而跳过对面贴装头的 元件贴装时,如果这个元件属于已 吸着完毕的元件,那么即 会被 NG 排出。 如果使用 NG 排 出传送带或托盘,虽然也能够对排 出元件实施再利用,但是在需要抑 制排出自体之…
NPM-D3 EJM6DC-MB-05O-02
不良基
板处理
操作篇
5-5-2
处理方法
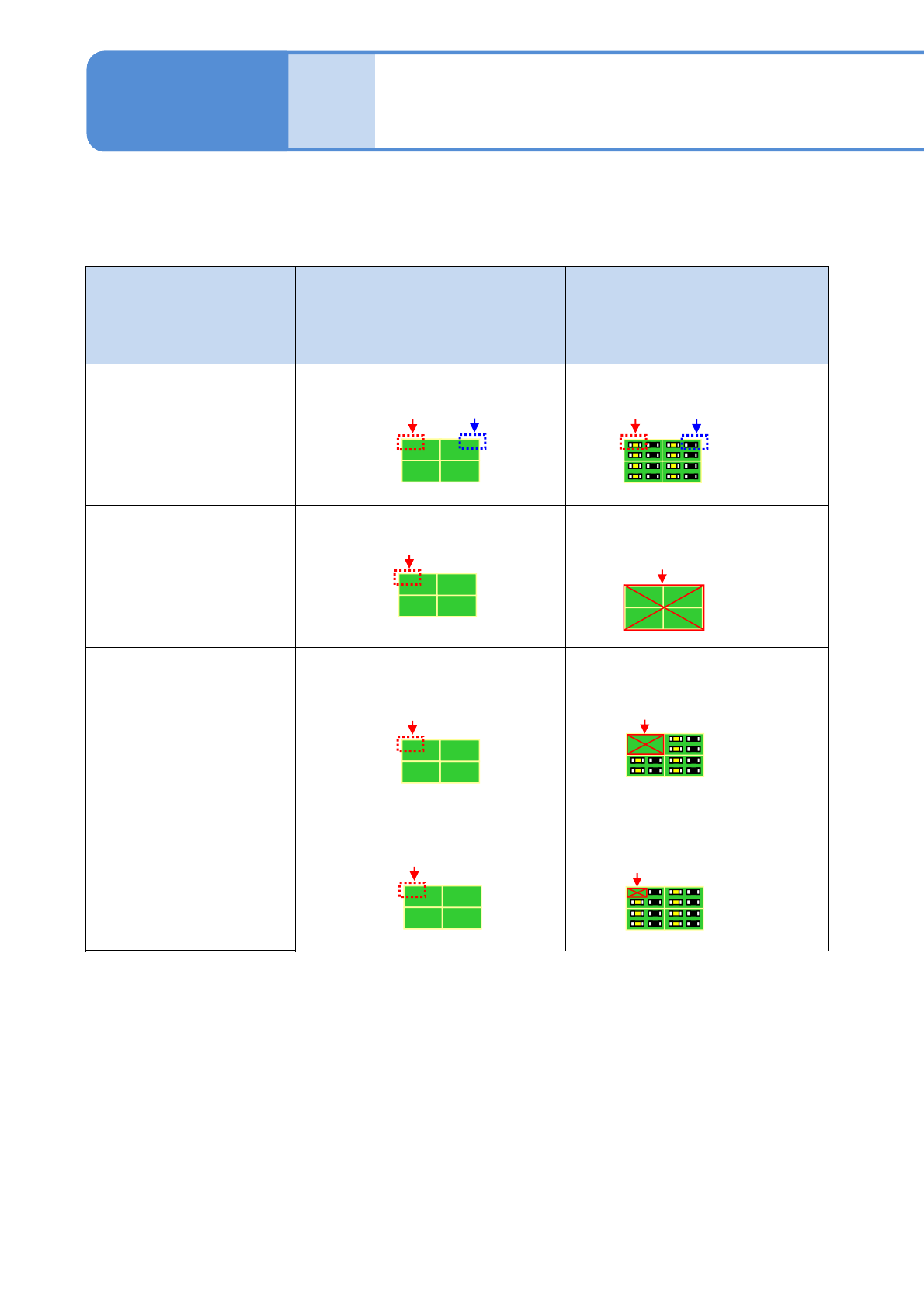
根据锡膏检查的条件和判定结果,处理方法不同。(→ 请参阅『NPM-DGS』使用说明书 第7章)
●判定结果,根据锡膏检查结果的过判定输入来决定。(→P.5-4-3)
锡膏检查的条件 判定结果 处理方法
全条件共通
「OK」、或「NG贴装」的时候 ・贴装元件。
检查全部锡膏后贴装
(全检查后,只对锡膏良品
基板进行贴装)
基板内有1点以上「NG」锡膏的时
候
・跳过基板的贴装。
全检查锡膏后以图形单位贴
装
(全检查后,只贴装锡膏良
品图形)
图案内有1点以上「NG」锡膏的时
候
・跳过有「NG」的图案的贴装。
检查贴装之前的锡膏
(交替进行检查和贴装,只
贴装锡膏良品元件)
元件有1点以上「NG」锡膏的时候 ・跳过有「NG」的元件的贴装。
NG
贴装
OK
NG
贴装
OK
NG
NG
NG
跳过
跳过
跳过
5-5-2-1
NPM-D3 EJM6DC-MB-05O-02
■设定上的注意点
条件设定等项目存在下述限制条件。如果设定了与条件相反的条件,那么将不能保证动作。请充分注意。
1. 有关NG排出(“检查紧接贴装之前的锡膏”)
因锡膏检查结果为NG而跳过对面贴装头的元件贴装时,如果这个元件属于已吸着完毕的元件,那么即
会被NG排出。
如果使用NG排出传送带或托盘,虽然也能够对排出元件实施再利用,但是在需要抑制排出自体之际,
在DGS的元件单位下设定下述数据。这样,直到检查结果确定都不执行吸着,因此虽然能够防止NG排
出,但是生产的TIME TACT会变慢。
贴装条件数据: 检查前先将吸着置于OFF(不进行)
●初期值为ON(进行)
2. 关于取出基板
在贴装了元件的情形下,从排出传送带取出的不良基板,不能在修理后重新搬入配置了检查头的设备。
(在贴装元件前可以)
大项目 项目 设定 备注
数据制作
作业编辑器
→
通信设定
(通信开关)
检查信息(APC)
接受
ON
先头设备:OFF
中间设备:ON
最终设备:ON
检查信息(APC)
发送
ON
先头设备:ON
中间设备:ON
最终设备:OFF
2D检查编辑器
→
基板的详细设定
跳过控制
ON
贴装跳过的控制
■DGS的设定(生产数据)
锡膏的检查结果,要反映到复数个贴装设备,必须在NPM-DGS按照以下条件来设定。
(→『NPM-DGS』使用说明书第7章,及『NPM-DGS 2D检查编辑器』使用说明书第4章)
5-5-2-2

NPM-D3 EJM6DC-MB-05O-02
5-5-2-3