N7201A587C.pdf - 第701页
NPM-D3 EJM6DC-MB-09O-02 9-1-9 -4
NPM-D3 EJM6DC-MB-09O-02
规格
9-1-9-3
支撑销的自动更换 2
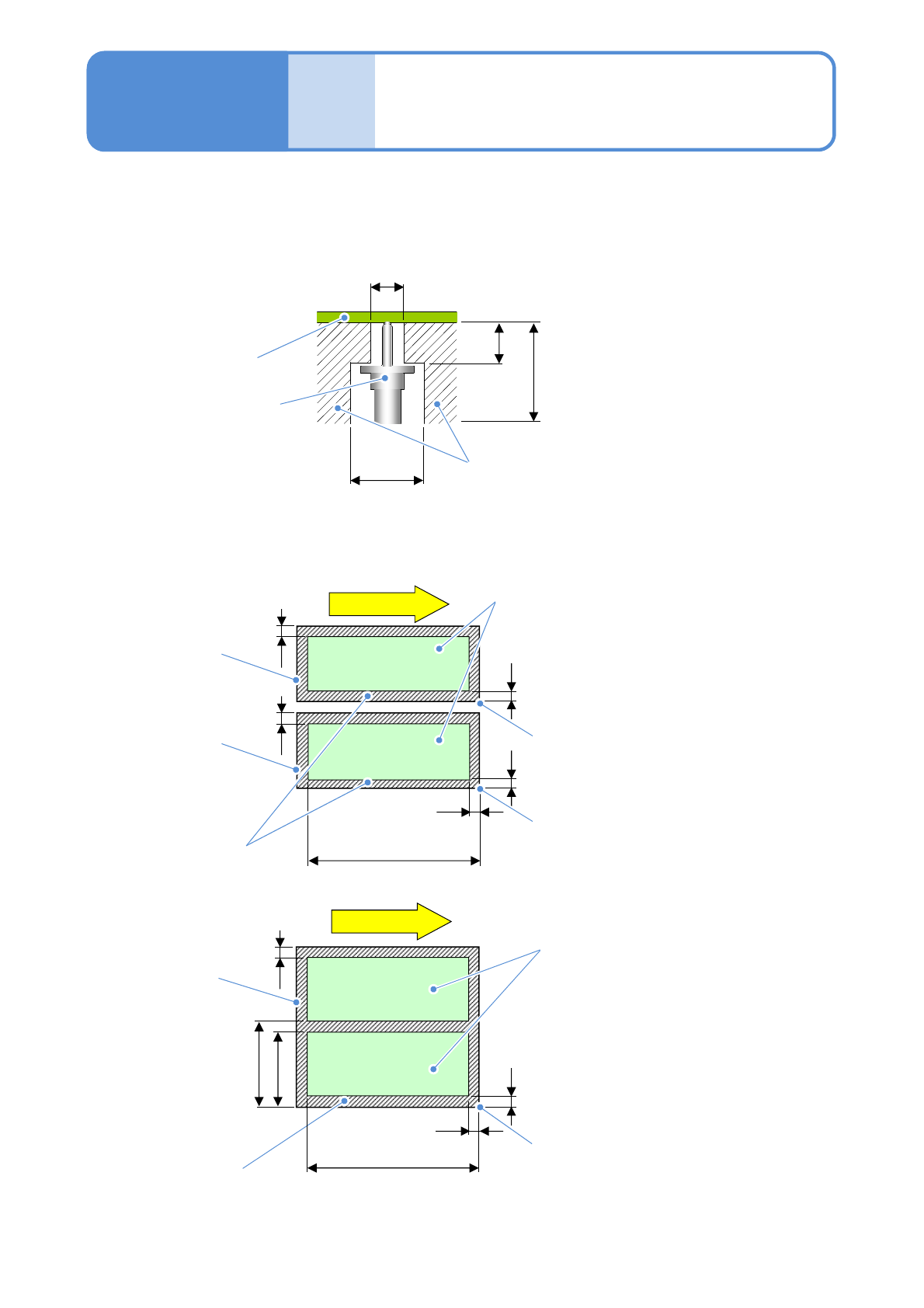
■支撑销(自动更换用)的配置位置条件
支撑销(自动更换用)和元件之间需要保持下述尺寸以上的距离。(单位:mm)
■支撑销(自动更换用)的配置范围(靠基板外侧的尺寸 单位:mm)
基板
支撑销(自动更换用)
φ15
28
φ8(基板必须没有缝隙)
可能有元件的区域
6
可配置范围不包括上图的外形线。
●双轨模式
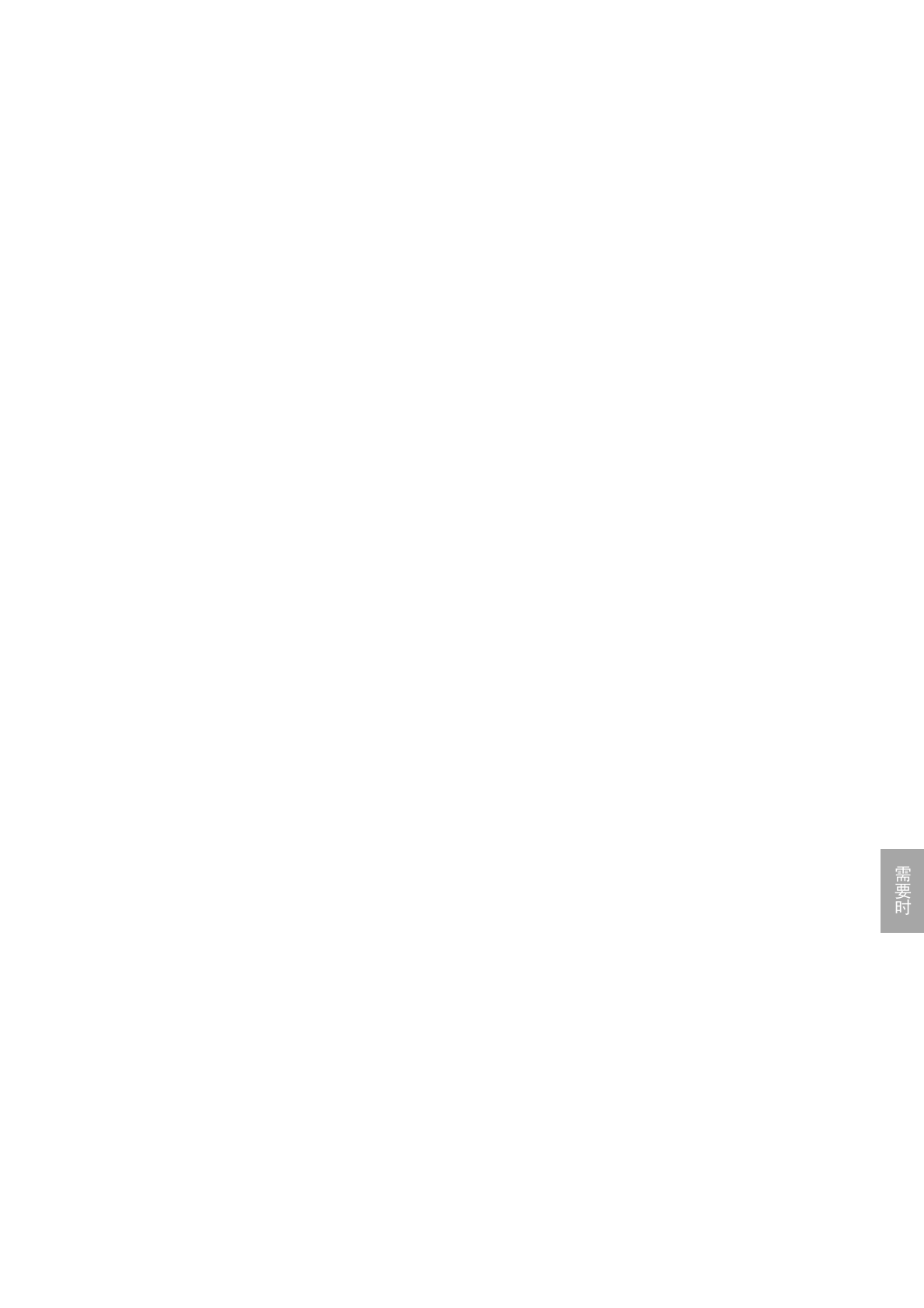
●单轨模式
21
6
轨道2
轨道1
基板外形
不可配置支撑销的范围
基板外形
基板流向
可配置范围
基准
基准
21
2121
254 (短规格)
344 (长规格)
21
6
基板流向
基板外形
不可配置支撑销的范围
可配置支撑销的范围
基准
21
296
315
254 (短规格)
344 (长规格)
操作篇
9-1-9
NPM-D3 EJM6DC-MB-09O-02
9-1-9-4
NPM-D3 EJM6DC-MB-09O-02
规格
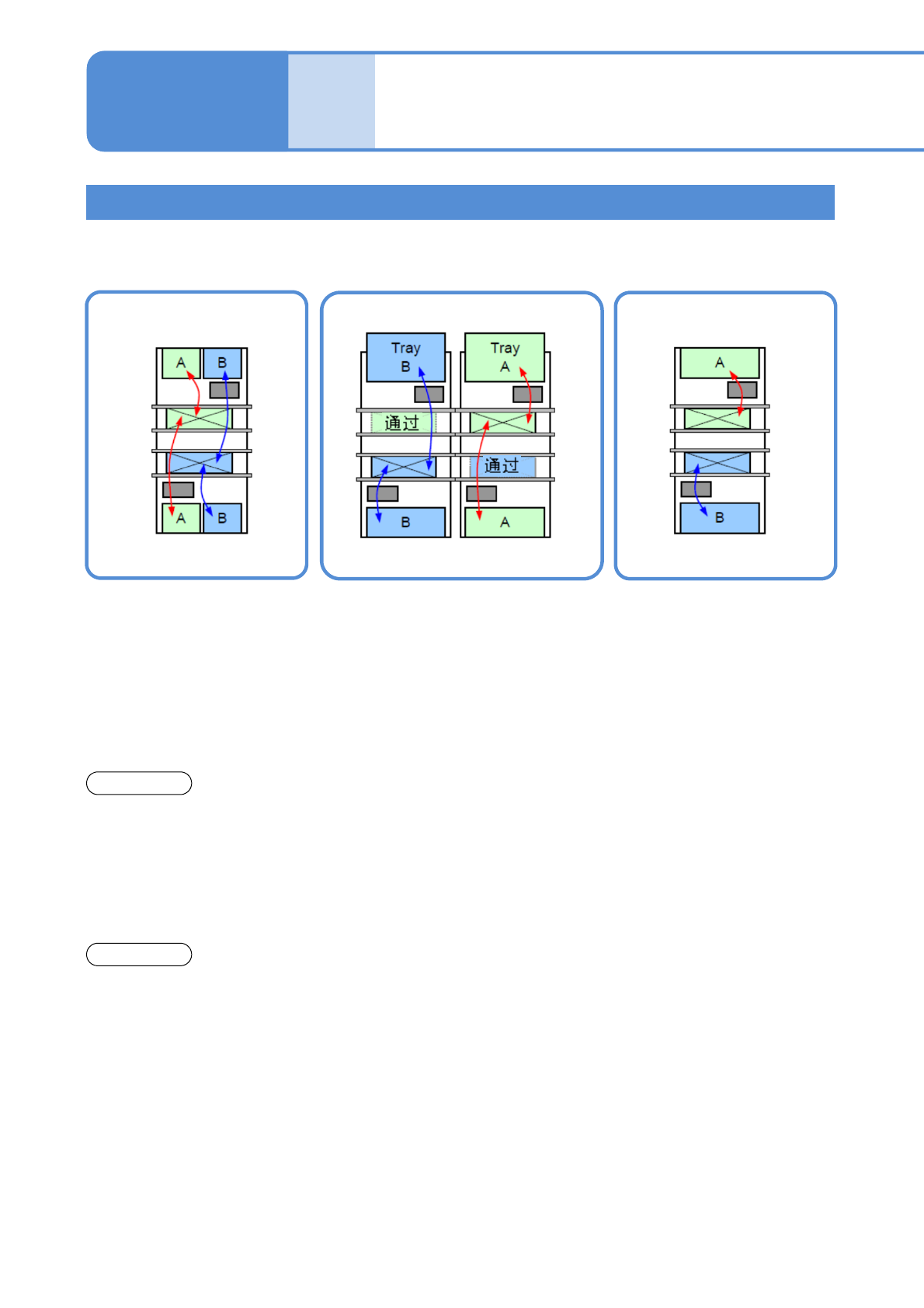
实装模式 1
特征
■交互实装模式
●贴装头交互动作,进行
生产。
●各贴装头针对前后轨道
的基板进行生产。
●贴装头交互进行动作,
完成了对象轨道的生产后,
再生产其他轨道的基板。
■交互前(后)实装模式
1)
■独立实装模式
1)
●使用前后的贴装头,只生产前
(后)轨道的基板,而通过后
(前)轨道的基板。
●各贴装头针对各轨道的
生产基板,进行独立的生产。
前贴装头: 前轨道的生产
后贴装头: 后轨道的生产
●将基板搬送损失降至
最小限。
●能够开始、停止每个轨道的生产。 ●能够开始、停止每个轨道
的生产。
●因贴装头交互动作而不会
产生贴装头待机(等待对面
贴装动作)的情形、因此可
提高生产率
2)
。
机种切换
●停止设备后,进行各轨道
的机种切换。
●能够在基板通过过程中,对停止中
的轨道实施机种切换(生产数据切换
或更换台车、更换托盘料箱)。
●能够切换单侧在生产中
处于停止状态的轨道的
机种(切换生产数据或更
换台车)。
*1) 独立实装模式、交替(前/后)实装模式,只对贴装头规格有效。
*2)根据基板尺寸,有时会产生贴装头待机的情形。
9-1-10-1
在双轨模式下,根据所编制的数据,可分为交互实装模式与独立实装模式。
单体设备
■注意事项
1. 没有选择生产数据的轨道,不可进行生产。
2.数据编制、实装模式的设定,请在NPM-DGS上进行。
详细内容,请参照NPM-DGS的使用说明书。
操作篇
9-1-10