N7201A587C.pdf - 第658页
NPM-D3 EJM6DC-MB-08O-0 1 详细系 统功能 操作篇 8-2-3 8-2-3 -1 运作上的注意事项 1 通过连接两个以上的锡膏重心位置的 角度来计算补正角度,因为与芯 片元件相应的电极数较少,而电极间 距离 短的元件,其测量结果不稳定,因此不适用于补正。 XY 方向的补正足够可以运用。 ●贴装坐标数据和基板的识别坐标数 据,请使用设定值。 贴装位置的角度补正 APC 适用基板的确认方法 A APC ●只限采用 AP…
NPM-D3 EJM6DC-MB-08O-01
8-2-2-4
NPM-D3 EJM6DC-MB-08O-01
详细系
统功能
操作篇
8-2-3
8-2-3-1
运作上的注意事项 1
通过连接两个以上的锡膏重心位置的角度来计算补正角度,因为与芯片元件相应的电极数较少,而电极间距离
短的元件,其测量结果不稳定,因此不适用于补正。XY方向的补正足够可以运用。
●贴装坐标数据和基板的识别坐标数据,请使用设定值。
贴装位置的角度补正
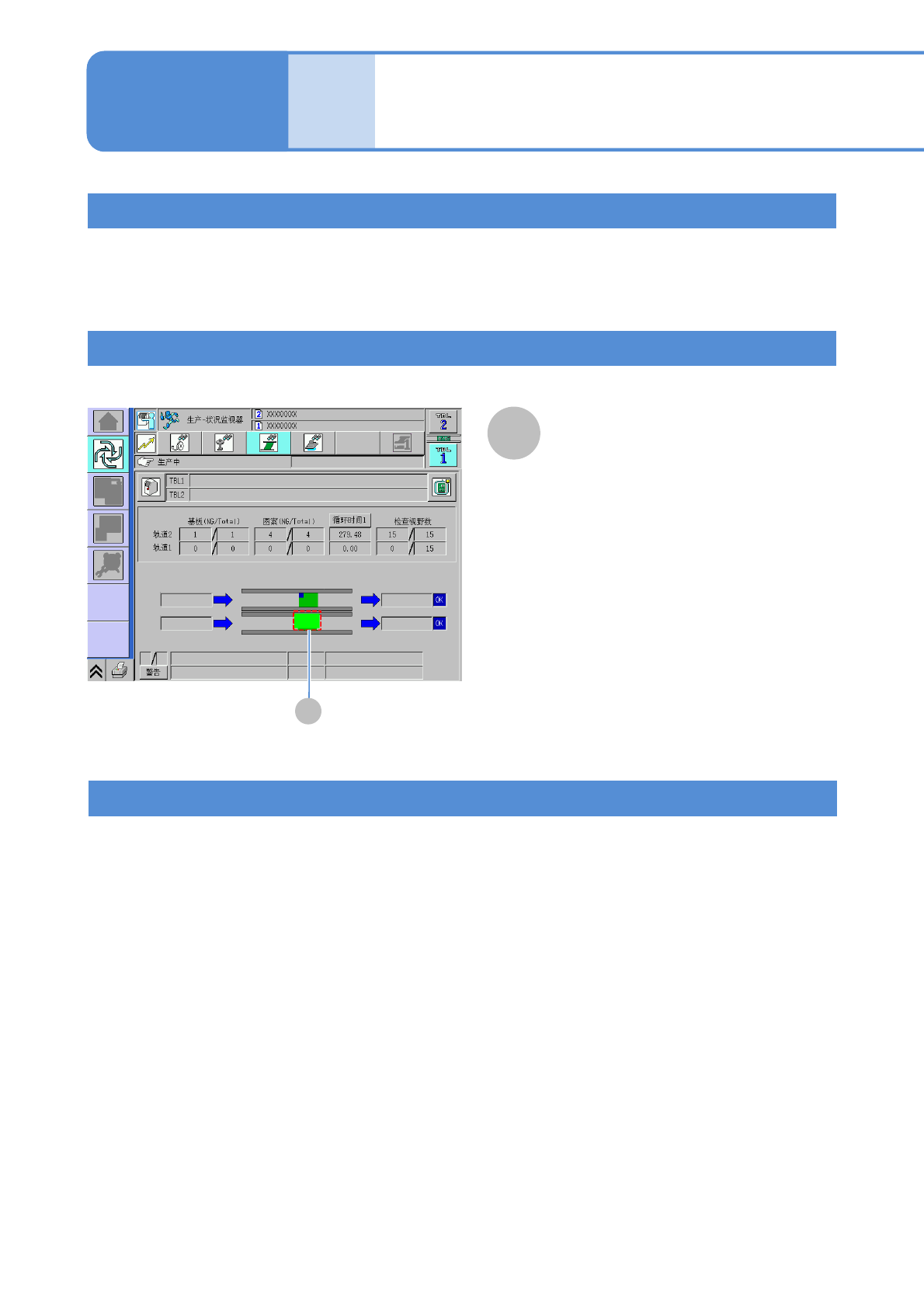
APC适用基板的确认方法
A
APC
●只限采用APC时才会显示。
■APC系统的运作条件
●锡膏检查头的不良波束设定为OFF
●调整设定下的检查为ON
●LNB处于通信状态下
●基板传送的强制排出设定为OFF
使用APC时,请不要把生产中的基板以外的基板放入排出传送带。否则会导致基板传送发生错误。
未采用APC系统的时候,有可能不符合APC系统的运作条件或者设定会产生错误。请确认运作条件是否符合规
定和设定是否正确。
未采用APC时
A
APC
NPM-D3 EJM6DC-MB-08O-01
8-2-3-2
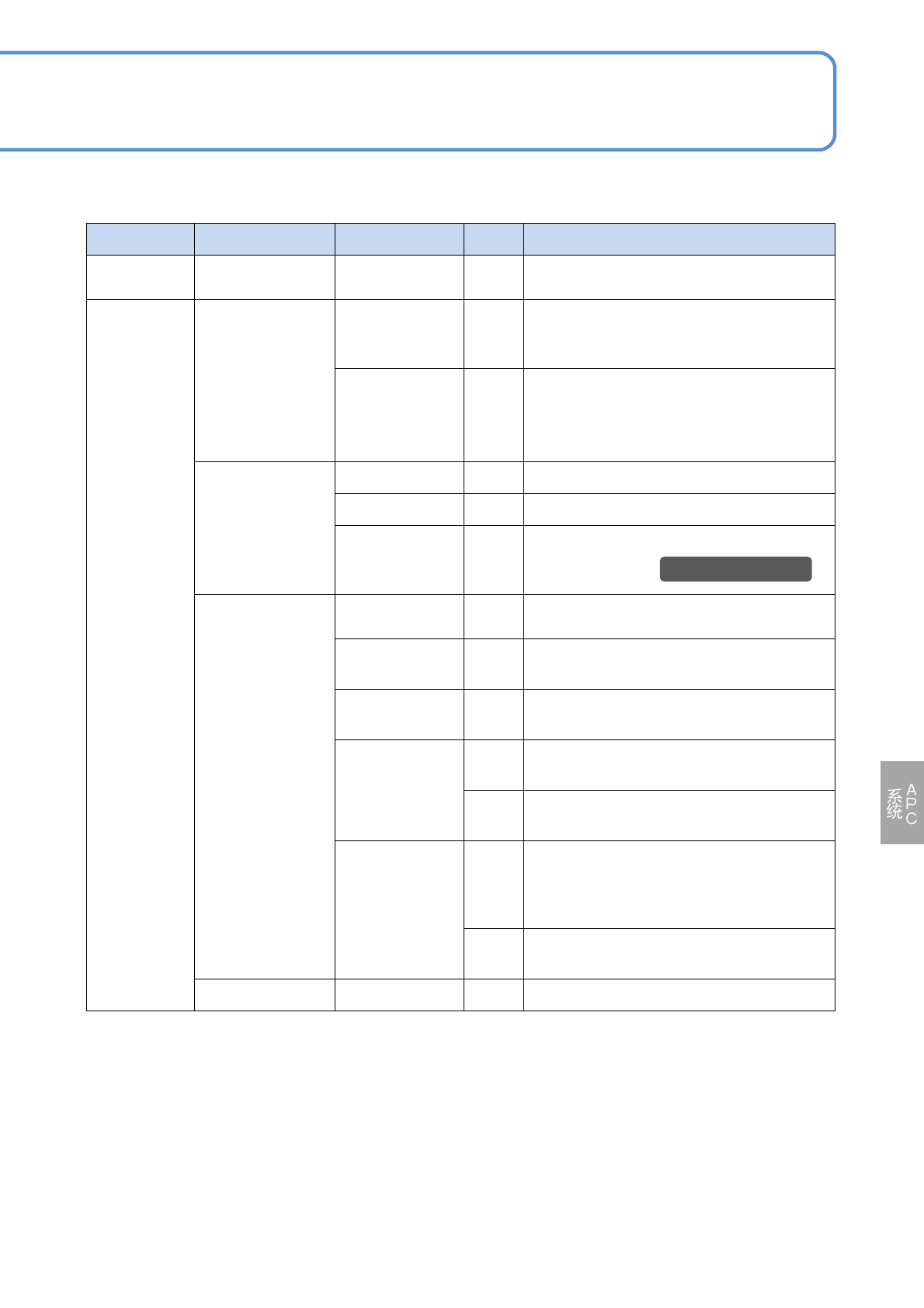
设定部位 大项目 项目 设定 备注
设备 特殊选项 APC系统
ON
在所有的接收发送设备上都需登录许可证
DGS
1)
(生产数据)
制作数据
作业编辑器
→
通信设定
(通信开关)
检查信息(APC)
的收信
ON
先头设备:OFF
中间设备:ON
最终设备:ON
检查信息(APC)
的送信
ON
先头设备:ON
中间设备:ON
最终设备:OFF
2D检查编辑器
→
基板的详细设定
FF 贴装控制
ON
补正贴装位置时
FF检查控制
ON
补正元件检查的位置时
跳过检查NG
ON
根据检查结果跳过贴装时
2D检查编辑器
→
元件的详细设定
FF贴装控制
ON
补正贴装的位置时
FF贴装控制
方向(X方向)
ON
补正X方向的位置时
FF贴装控制
方向(Y方向)
ON
补正Y方向的位置时
FF贴装控制
方向(旋转方向)
ON
补正角度时
(封装元件、连接器等)
OFF
角度不补正的时候
(芯片元件等)
FF 补正时的计
测对象设定
ON
APC模式:「图形单位APC补正」
●每一个图形单位最少设定1个以上。
APC模式:「图形单位2点APC补正」
●每一个图形单位最少设定2个以上。
OFF
APC模式:「贴装単位APC補正」
●无需设定。
软件开关 检查
ON
锡膏检查时需要
■必需设定的项目
1)设定方法请参照(→『NPM-DGS 2D检查编辑器』4章 ’生产数据的编辑’)
锡膏检查标准