N7201A587C.pdf - 第327页
NPM-D3 EJM6DC-MB-05O-02 5-1-2 -2 ■类型 2 锡膏检查和元件检查之后在检查排出 传送带上统一取出不良基板,以 修理基板为主要目的,在生产线的最 后设 置检查排出传送带。 ●锡膏的检查发生不良时,不以基板单位来安装,或 者不安装不良图案时 , 请参阅 ( → P.5-5-2) ■类型 3 为了减少因为取出不良基板,修理基 板而导致的时间损失,不设置检 查排出传送带。 ●锡膏的检查发生不良时,不以基板单位来安…
NPM-D3 EJM6DC-MB-05O-02
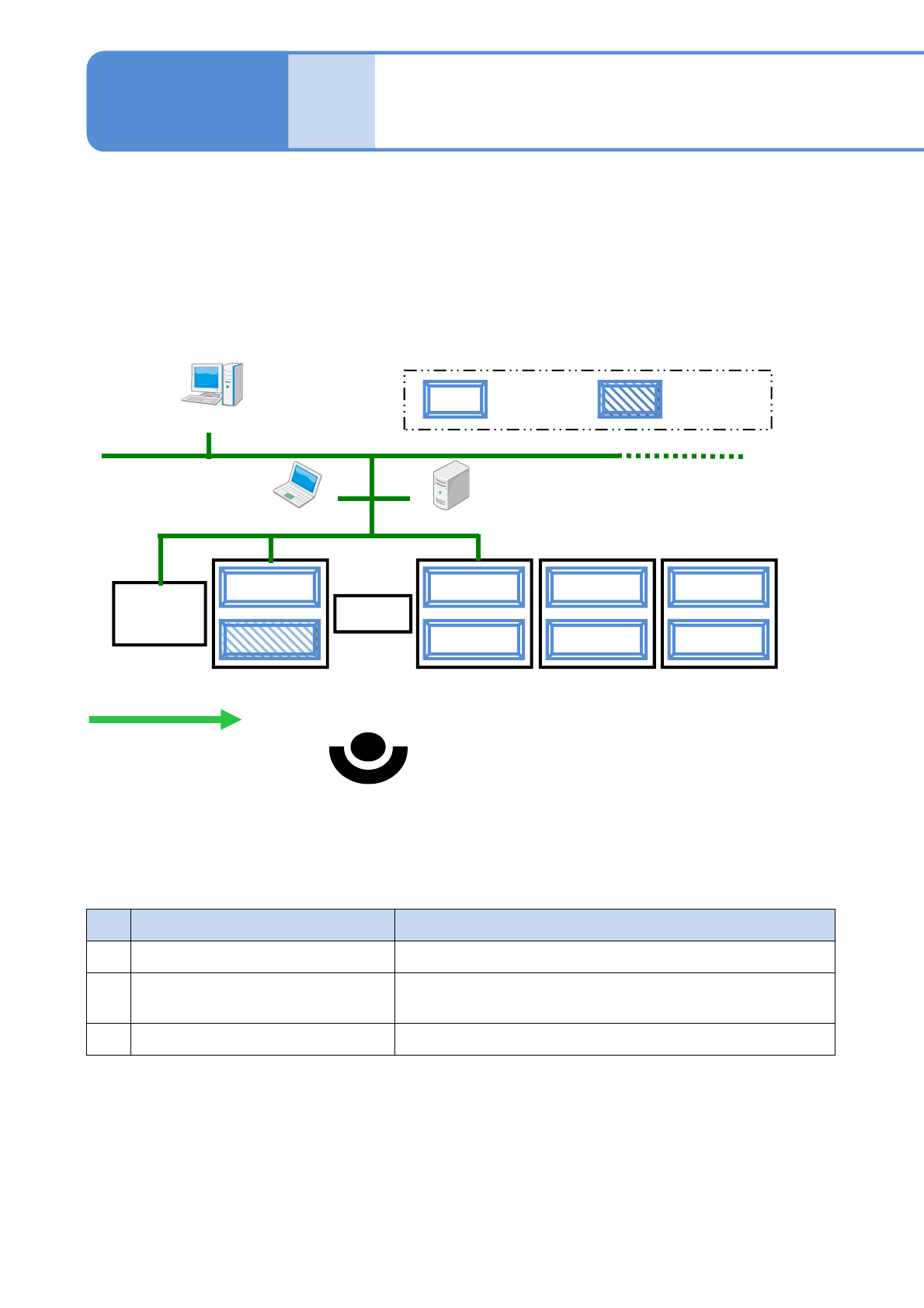
■类型1
把检查排出传送带设置在搭载了检查头(锡膏检查)的设备之后,把传送带设置在NPM-D3和检查排出传送带之间。
●检查排出传送带:发生锡膏检查不良现象时,进行部位的确认、取出基板、基板的修理作业。
No. 名称 説明
1 DGS (Data Generation System)
进行生产数据的新建编制和编辑。
2 LNB (Line Network Box)
保存从NPM-D3获得的生产信息。
(检查结果信息等)
3 LWS (Line Work Station)
进行生产中的检查数据的编辑和调谐。
1)有关检查排出传送带的详细规格,请咨询本公司。
5-1-2-1
NPM-D3
丝网印刷机
NPM-D3
检查排出传送带
(基板的取出)
LWS LNB
(基板流向)
DGS
贴装头
检查头
(锡膏检查)
NPM-D3 NPM-D3
1)
概要
系统构成
操作篇
5-1-2
对搭载检查头(锡膏检查)的NPM-D3系统的标准构成进行说明。
■主要周边设备的说明 (以后,以该表词语作为简称使用)
NPM-D3 EJM6DC-MB-05O-02
5-1-2-2
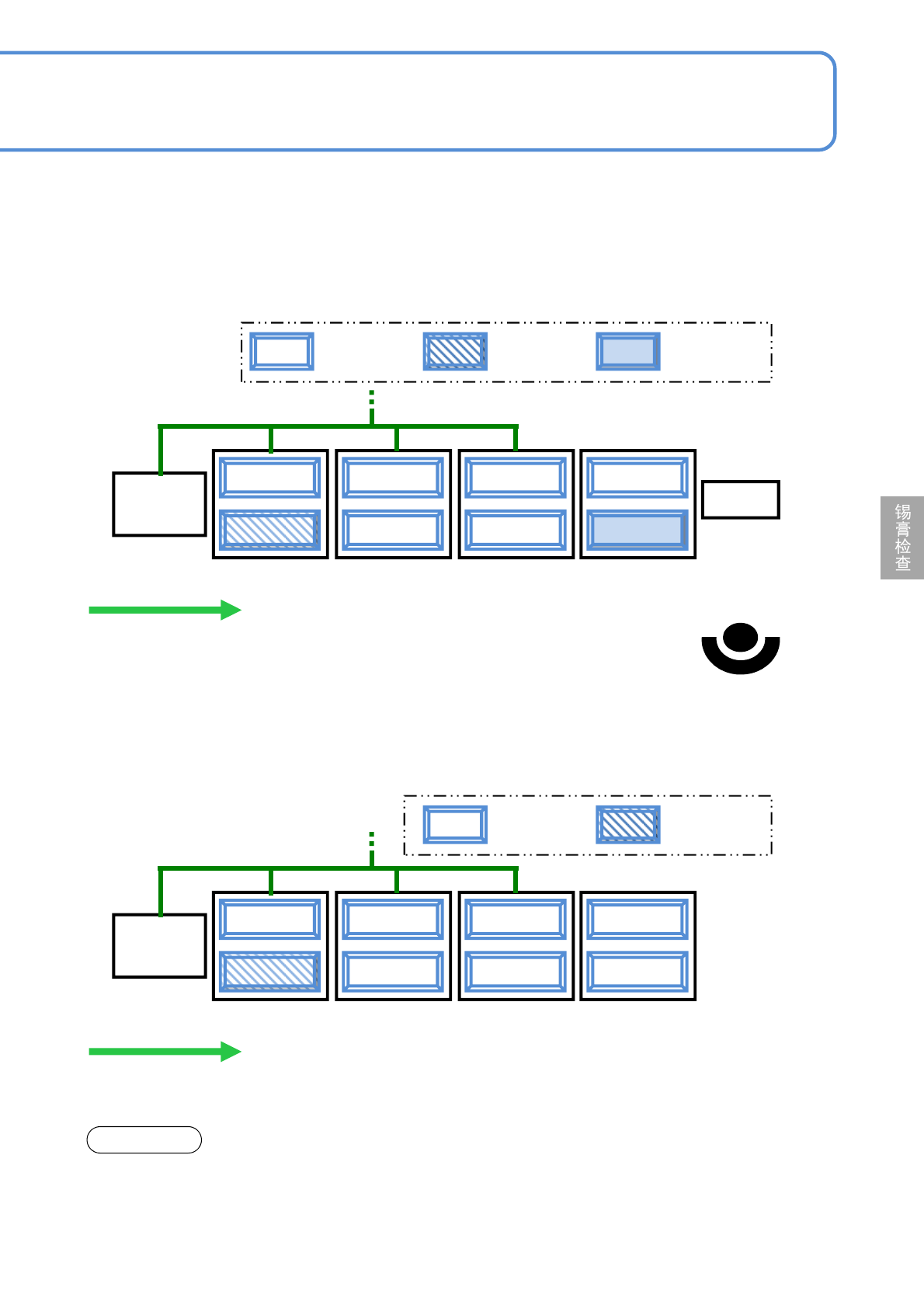
■类型2
锡膏检查和元件检查之后在检查排出传送带上统一取出不良基板,以修理基板为主要目的,在生产线的最后设
置检查排出传送带。
●锡膏的检查发生不良时,不以基板单位来安装,或者不安装不良图案时,请参阅(→P.5-5-2)
■类型3
为了减少因为取出不良基板,修理基板而导致的时间损失,不设置检查排出传送带。
●锡膏的检查发生不良时,不以基板单位来安装,或者不安装不良图案时,请参阅(→P.5-4-2)
NPM-D3
丝网印刷机
NPM-D3
检查排出
传送带
(基板的取出、修理)
(基板流向)
检查头
(锡膏检查)
检查头
(元件检查)
NPM-D3 NPM-D3
贴装头
NPM-D3
丝网印刷机
NPM-D3
(不取出基板,不修
理基板)
(基板流向)
贴装头
检查头
(锡膏检查)
NPM-D3 NPM-D3
注意
●为了通过检查排出传送带进行基板修理或取出作业,生产线中的检查排出传送带的设置位置需要在LNB进行
设定。在LNB的「LNB构成信息」,请在生产线中的检查排出传送带的位置设定「排出传送带」。有关设定
方法请参阅(→ [LNB] 使用说明书 第4章)
NPM-D3 EJM6DC-MB-05O-02
概要
5-1-3
操作篇
5-1-3
照相机分辨率 18 μm(类型A): 芯片元件用锡膏 100 μm×150 μm 以上
封装元件用锡膏 φ150 μm以上
照相机分辨率 9 μm(类型B): 芯片元件用锡膏 80 μm×120 μm 以上
封装芯片用锡膏 φ120 μm以上
■对象锡膏尺寸
元件点数: 10 000点(NPM-D3的贴装元件数)
锡膏数: 30 000点(网板开口数)
●在NPM-D3的生产数据变换、接合网板开口数据(Gerber数据),作成锡膏的检查数据。
■可检查点数
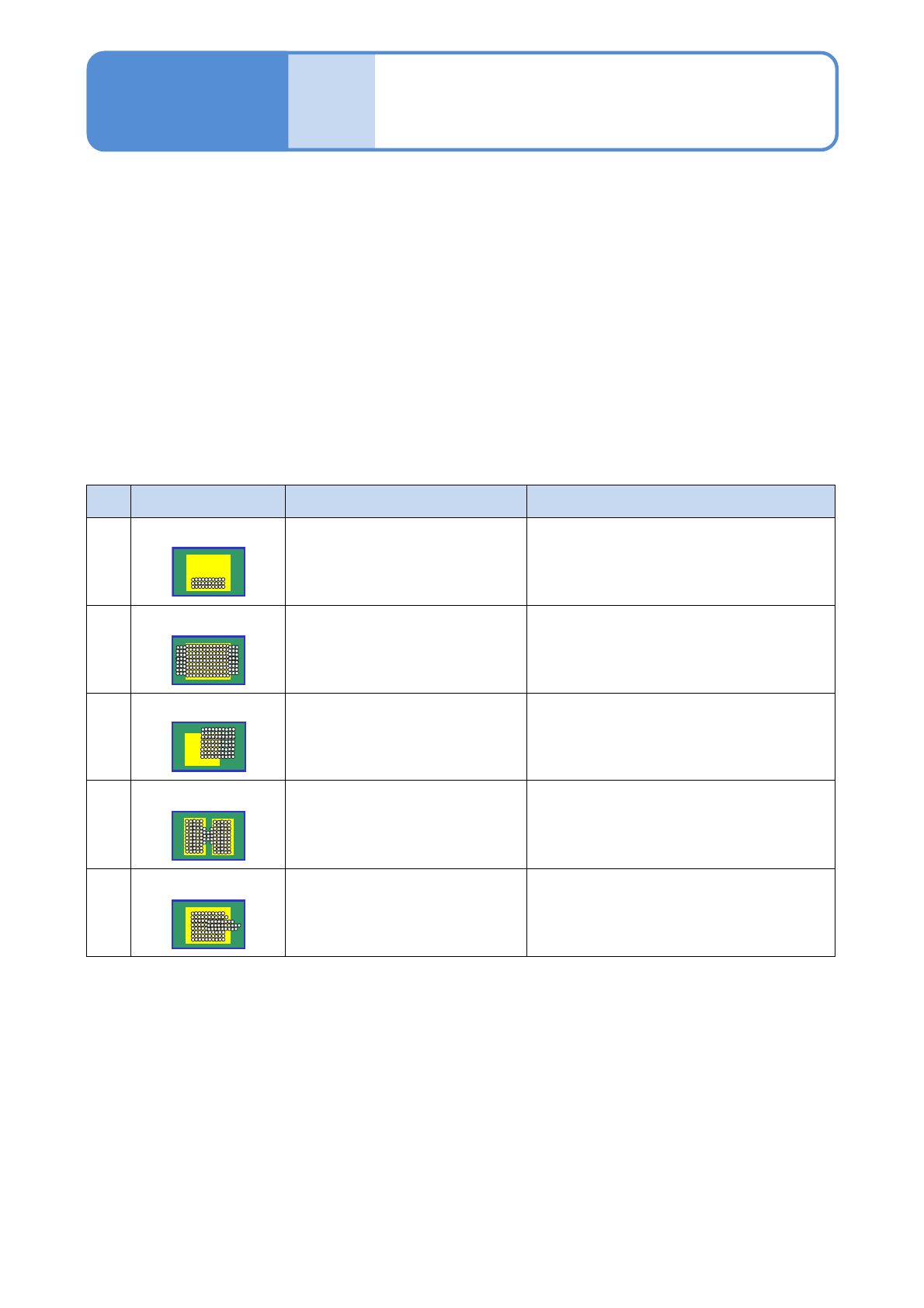
■检查种类
No.
検査種類 不良内容 判定
1
少锡 ・锡膏太少 ・如果测量面积率小于下限阈值,即判定
为不良
2
渗锡 ・锡膏太多 ・如果测量面积率大于上限阈值,即判定
为不良
3
偏位 ・锡膏位置偏移 ・如果测量位置的偏移量超出容许偏移量
阈值,即判定为不良
4
桥接 ・与邻接锡膏形成桥接 ・如果测量桥接宽度超出容许桥接宽度
阈值,即判定为不良
5
形状 ・锡膏形状不良 ・如果测量锡膏的外界矩形尺寸超出容许
阈值,即判定为不良
作成检查数据时,以使用的网板用Gerber数据的开口面积、开口位置(面积重心位置)、开口尺寸为基准,
锡膏检查时,与计测值相比较。
1)不良锡膏:检查头判定为不良的锡膏,或者是操作员判定为不良的锡膏。
1)
检查规格