N7201A587C.pdf - 第661页
9 需要时
NPM-D3 EJM6DC-MB-08O-01
详细系
统功能
操作篇
8-2-3
8-2-3-3
运作上的注意事项 2
情形 对应
在没有APC补正的情形下,仍不能
在焊盘上进行正确贴装时
请确认贴装坐标或贴装参数。
在特定元件上发生定量偏移时
请确认贴装坐标数据和印刷用网板GERBER数据之间相对位置是否
正确,以及与用于生产的实际数是否一致。
●在通过DGS来合成贴装坐标数据和锡膏印刷用网板的GERBER数
据之际,记录贴装坐标和锡膏位置的相对关系,并在这个数据的
基础上算出补正位置。
在整体基板上一律设定了偏移值时
请确认基板识别坐标是否正确。另外,在通过DGS来合成贴装坐标数
据和GERBER数据之际,请确认相对位置是否对准(芯片元件用的2个锡
膏重心的中心坐标和元件的贴装坐标是否一致)。
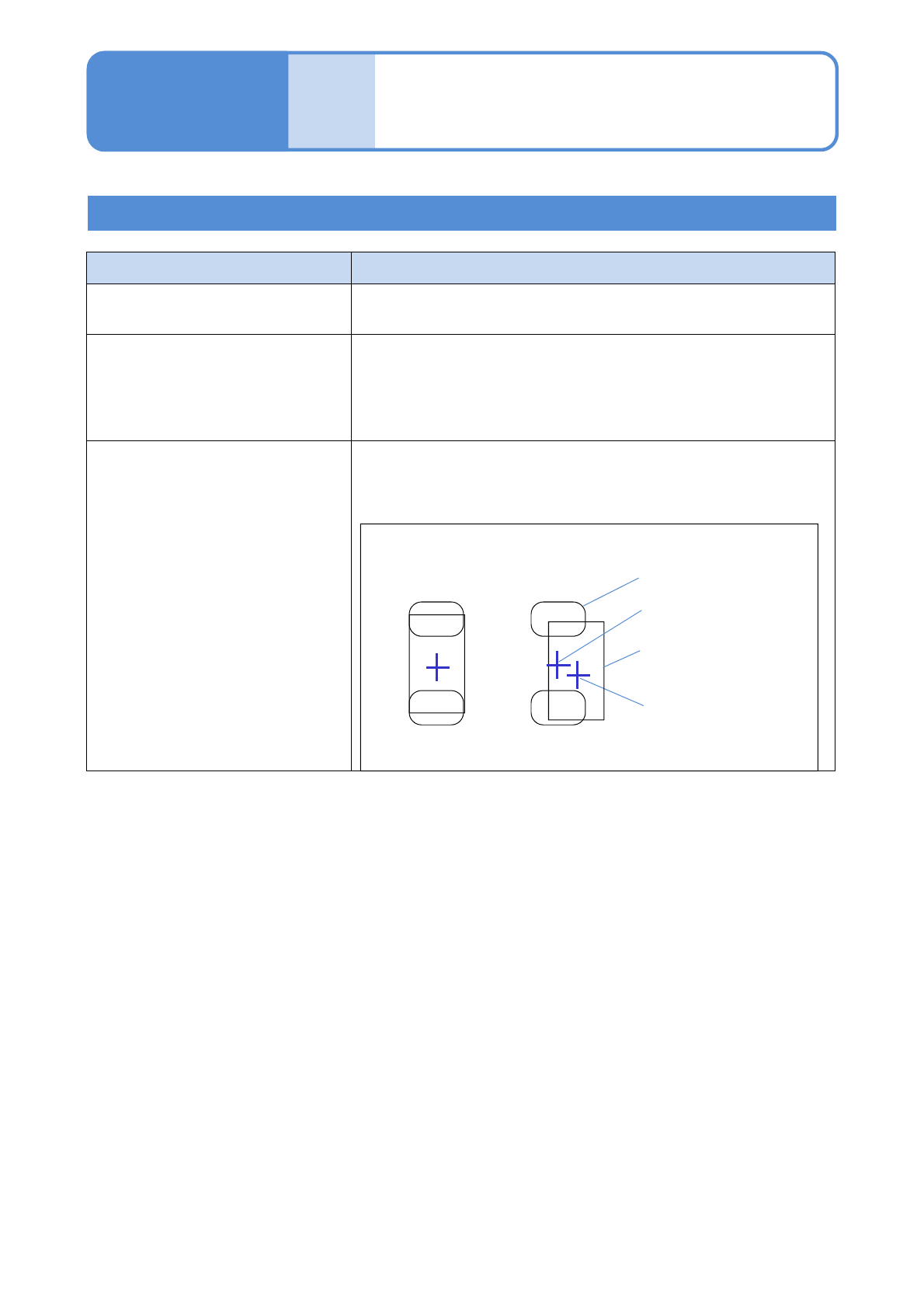
贴装位置在回流焊前偏移时
1)
网板开口数据
相对位置OK 相对位置NG
网板开口中心
元件贴装坐标
元件外形数据
1)贴装坐标数据或基板识别坐标数据请使用设计值。有时,创建数据后,使用通过实物调整而修改的贴装坐
标数据,不能正确进行APC补正。
在APC系统的生产方式下,在吸收因基板或网板变形等其他原因而发生的锡膏位置偏移的影响的同时,为
执行合格基板的生产而执行补正。为了正确测量部材的不均,贴装坐标或基板识别坐标数据请务必使用设
计值。
贴装坐标数据和GERBER数据的合成

9 需要时
NPM-D3 EJM6DC-MB-09O-02
规格
设备规格/基本性能 1
设备规格1
项目
规格
控制方式 微机方式
外部存储器
通过LNB *
3)
的数据管理管理
1 个数据信息需要约1 MB容量
程序数据
*1)
贴装点数 最多 10 000 点/设备
(包括贴装坐标、识别标记坐标、不良标记坐标、基板弯曲计测
点)
双轨模式的生产时,前后轨道合计的贴装点数。贴装点数超
过10 000 点时请另行联络。与CM/DT系列的混合生产线时,
请另行联络。
电源
设备主体
通常使用电源:3相 AC 200 / 220 ±10 V、3相 AC 380 / 400 /
420 / 480 ±20 V
频率: 50 /60 Hz
传送带L(N-CONL)
*4)
单相AC 100 ~ AC 240 V 频率: 50/60 Hz
传送带部由设备主体提供
传送带R(N-CONR)
*4)
额定容量
设备主体
2.7 kVA
传送带L(N-CONL)
*4)
320 VA
传送带R(N-CONR)
*4)
40 VA
供给气压 0.5 ~ 0.8 MPa (运转气压是0.50 ~ 0.55 MPa)
供给空气量
100 L / min (A.N.R.)
外形尺寸
交换台车规格
W 832 D 2 652 H 1 444 mm
(不包括信号塔、触摸屏)
托盘料架规格
■连接交换台车
*
4)
时
W 832 D 2 729 H 1 444 mm
(不包括信号塔、触摸屏)
■连接托盘料架
*
4)
时
W 832 D 2 683 H 1 444 mm
9-1-1-1
操作篇
9-1-1