N7201A587C.pdf - 第291页
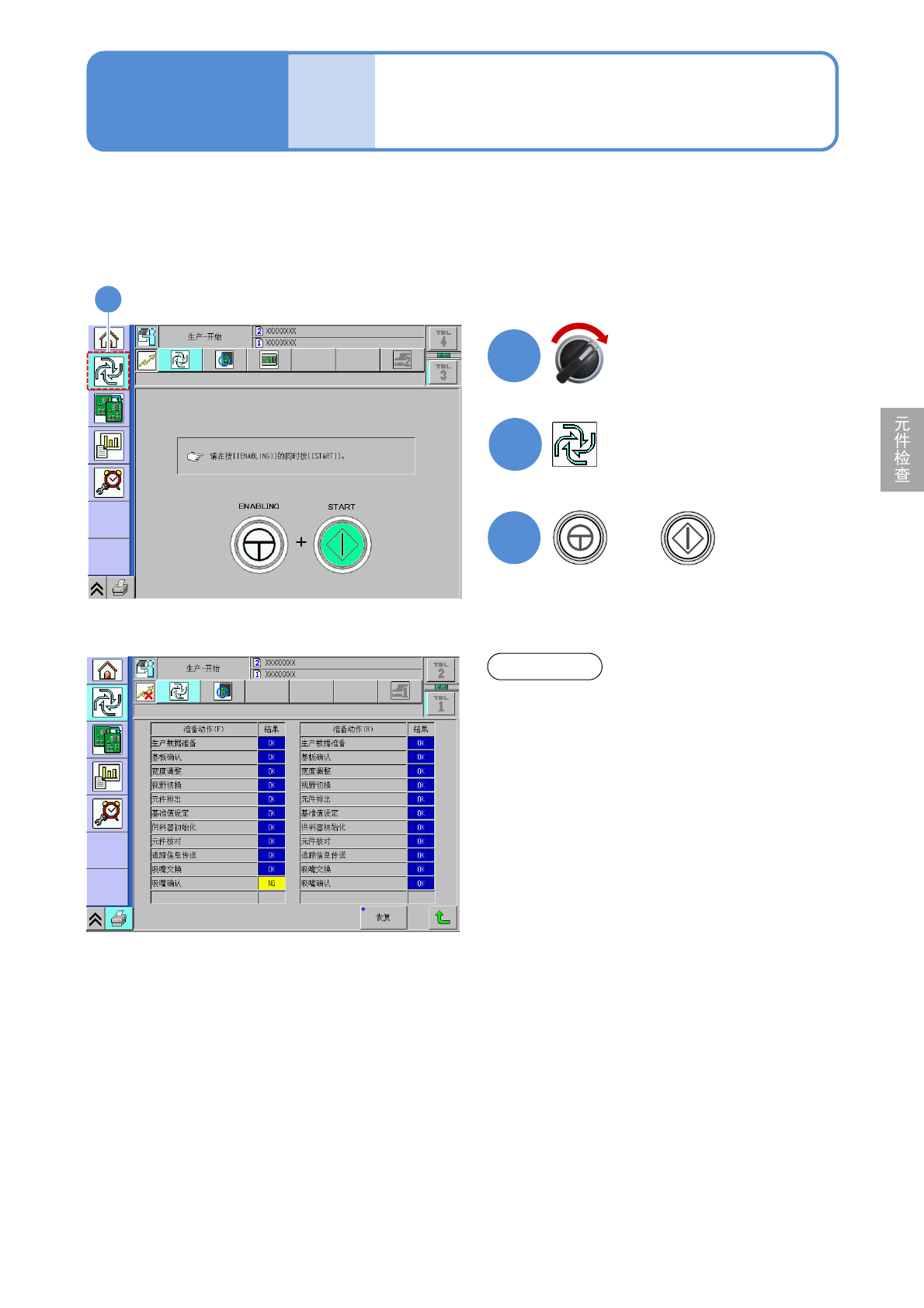
NPM-D3 EJM6DC-MB-04O-0 2 4-4-1 生产 2 2 生产开始 操作篇 4-4-1 1 3 + 自我诊断中有异常时,显示异常项目 。根据异常 内容进行处理。 注意 生产数据校正结束后,开始生产。 ●生产开始时,请确认条形码阅读器 等周边机器是否启动了电源。 伺服开关置于 ON
NPM-D3 EJM6DC-MB-04O-02
生产数据
和校正
校正基板的摄像 4
操作篇
4-3-2
4-3-2-7
1
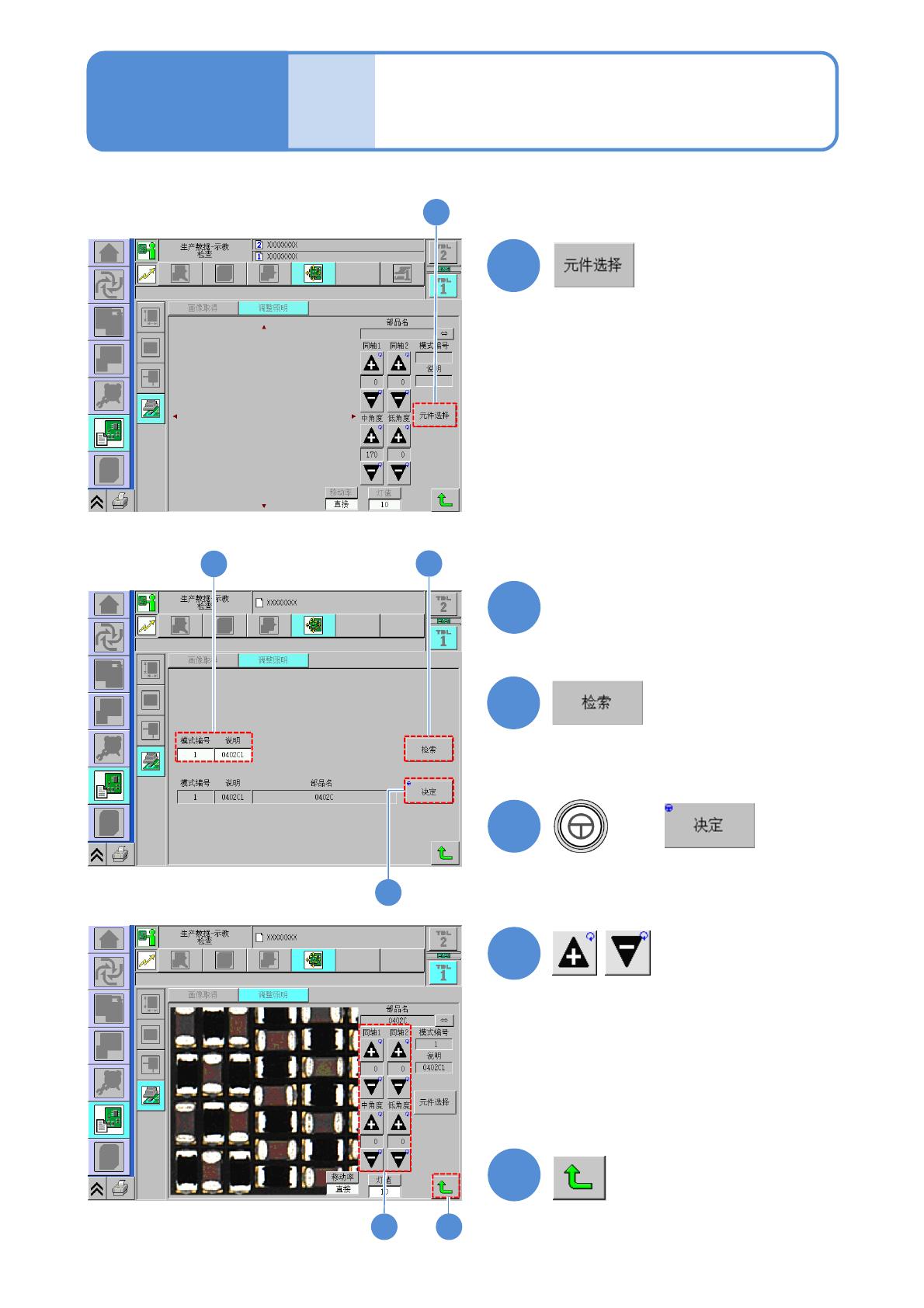
■模式为说明时
1
(显示确认图像状态的元件选择画面)
2
3
5
4
输入图案编号和说明
2
3
(在画面上显示与输入的数据一致的元件
信息)
4
+
(检查头移动至所选择的元件位置)
5
●变更同轴1/同轴2/中角度/低角度
的各照明値,调整到适合检查的图像
状态。
●变更各照明值,同时确认是否适合检查
状态的画面。
●调整的照明条件适用于检查条件时,记
录调整值。
6
6
(返回开始的画面)
NPM-D3 EJM6DC-MB-04O-02
4-4-1
生产
2
2
生产开始
操作篇
4-4-1
1
3
+
自我诊断中有异常时,显示异常项目。根据异常
内容进行处理。
注意
生产数据校正结束后,开始生产。
●生产开始时,请确认条形码阅读器等周边机器是否启动了电源。
伺服开关置于ON
NPM-D3 EJM6DC-MB-04O-02
生产
4-4-2-1
状況监视器
操作篇
4-4-2
1
1
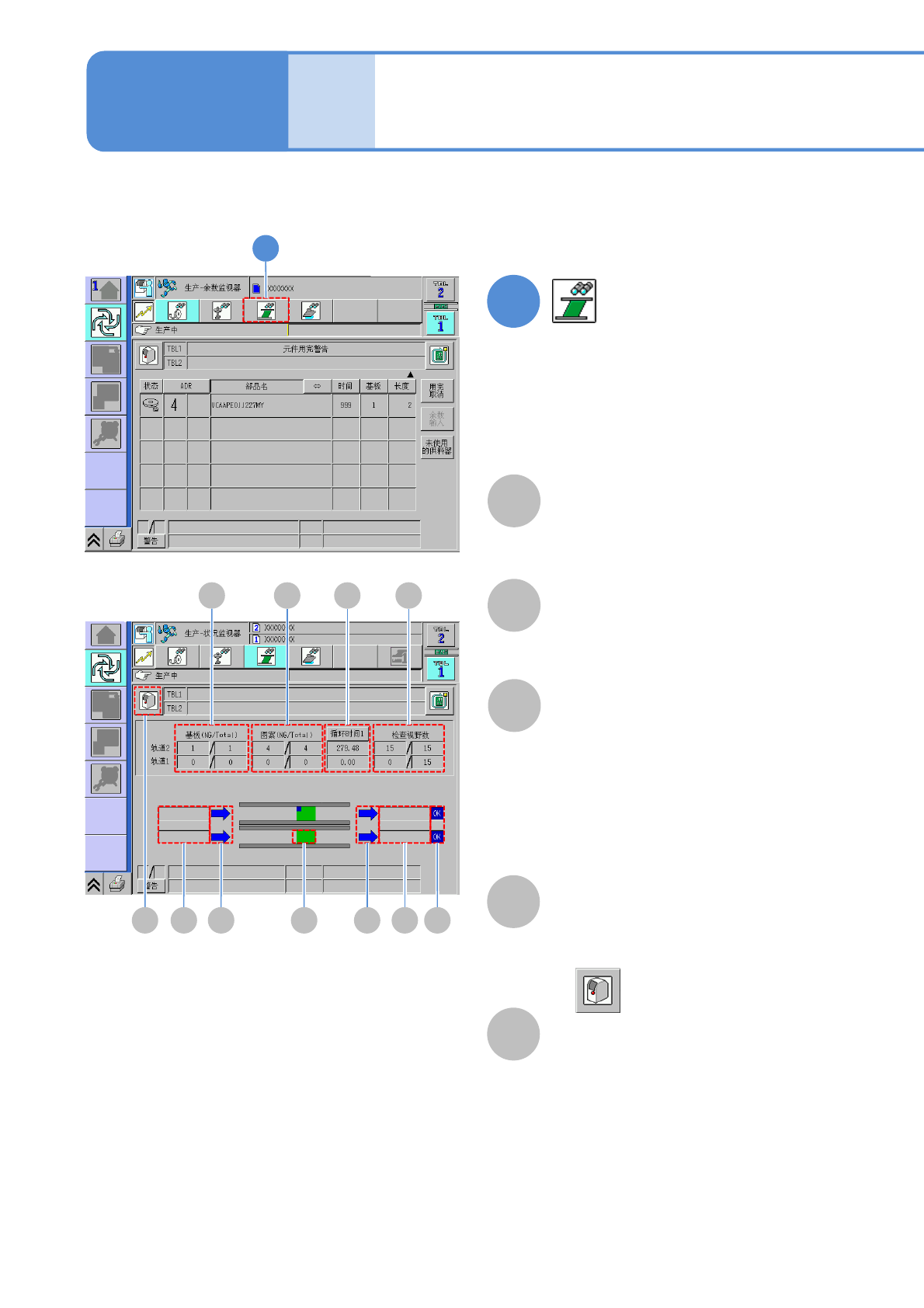
A
基板
包括NG基板数量/通过基板的基板通过
数量。
B
图案
NG图案数量/实际检查的图案数量。
C
循环时间
循环时间1:
贴装前的夹紧结束后到贴装后的夹紧解
除前为止的时间(秒)。
循环时间2:
包括传送时间、包括基板待机时间、基
板传入时间(秒)。
D
检查视野数
现在的检查完毕视野数/全部检查视野数。
E
等待工序
传入待机:
等待上游侧设备的基板传入的状态。
传出待机:
下游侧设备,等待基板可以传入的状态。
A
E
B C D
F GHE
■ 显示时
EF
可以确认生产基板的检查结果。