XP Type II 工程师培训手册 (2.0).pdf.pdf - 第114页
FK-9F98-34 XP T ype II Series T raining T ext for Service Engineers Edition 2.0 XP242E – Chapter 2 Origin Settings Page 1 of 4 Chapter 2 – Origin Settings 2.1 Checking the S t andard Proper 1. Check that the fixed values…

C
C
h
h
a
a
p
p
t
t
e
e
r
r
2
2
O
O
r
r
i
i
g
g
i
i
n
n
S
S
e
e
t
t
t
t
i
i
n
n
g
g
s
s

FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 2 Origin Settings Page 1 of 4
Chapter 2 – Origin Settings
2.1 Checking the Standard Proper
1. Check that the fixed values entered in the machine proper data match those in the
standard proper list.
2.2 Checking the Digital Amplifier Parameters
1. Press the M/C emergency stop so that the 200V power supply to the servos is cut.
2. Connect the digital operator to the relevant servo amplifier, (“bb” displays at the screen).
3. Press [DSPL/SET] to select the channel mode (Pn000).
4. Specify the number of the channel to be checked, then press [DATA/ENTER] to display.
5. Ensure that the values match those listed in the machine servo amp parameter table.
6. When you have completed checking the parameters, return to the”bb” screen.
7. If any parameters were changed, re-boot the machine.
2.3 Resetting the Servo Amplifiers
1. The amplifiers must be reset in the following cases:
• An amplifier is replaced or removed.
• A motor is replaced or removed.
• An encoder cable is replaced or removed.
• An axis tension belt is replaced or removed.
• An axis pulley is replaced or removed.
2. Press the emergency stop button and set the relevant axis against its minus mechanical
stopper. For the T or U axes refer to the “XP242E T and U Axes Brake Bypass
Procedure” in the supplementary section of this manual. In the case of the Q axis there
are no mechanical stoppers so set the axis at the position where the spline shaft bearing
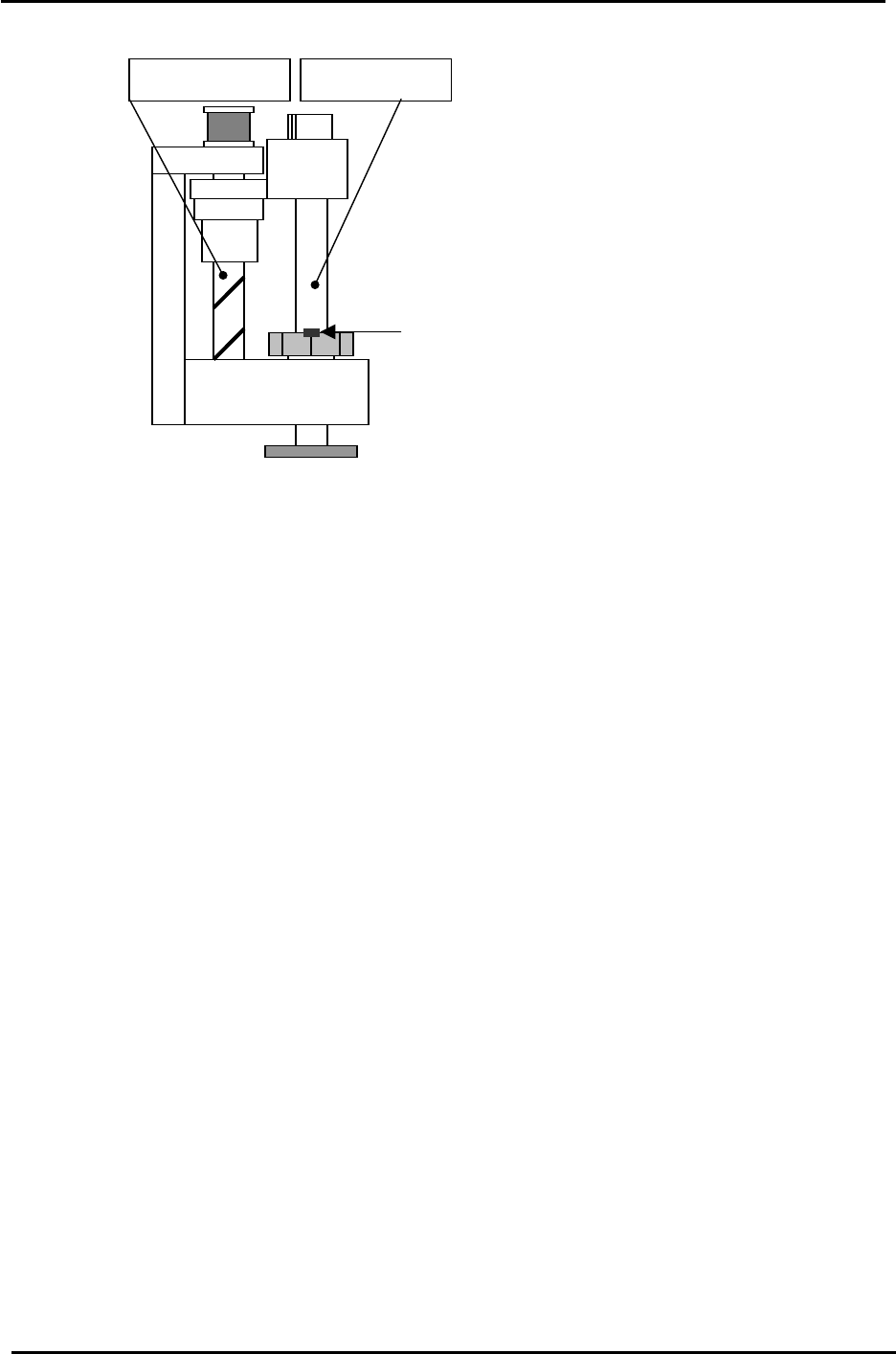
retainer bolt faces out towards the front of the machine at side 1 (see following diagram).
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
2 – 1 CS Section
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 2 Origin Settings Page 2 of 4
The spline shaft bearing retaine
r
bolt faces out towards the machine
front at side 1.
Spline shaft Z-axis ball screw
3. Connect a digital operator to the target amplifier (“bb” or error code displays).
4. Press [DSPL/SET] to select the “Fn000” channel mode.
5. Press the [↑] arrow key to select channel “Fn008”.
6. Press [DATA/ENTER] to display “PGCL1”.
7. Press the [▲] arrow key to set it to “PGCL5”.
8. Press [DSPL/SET] and “done” displays.
9. Press [DATA/ENTER] to return to channel “Fn008”.
10. Press the [▼] arrow key to return to “Fn000”.
11. Press [DSPL/SET] to return to the original display.
12. Remove the digital operator from the target amplifier and restart the machine.
13. After setting the amplifier origin set the axis origin by following the procedure described in
“2.4 Setting the Axis Origins”.
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
2 – 2 CS Section