XP Type II 工程师培训手册 (2.0).pdf.pdf - 第26页
C C h h a a p p t t e e r r 3 3 S S t t a a t t i i c c A A c c c c u u r r a a c c y y M M e e a a s s u u r r e e m m e e n n t t
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP142E – Chapter 2 Origin settings Page 6 of 6
Fuji Machine Mfg. Co., Ltd. Okazaki
7. Also check that the minus limits for the X, Y, and Z axes are set to zero.
2.6 Setting the Minus Software Limits
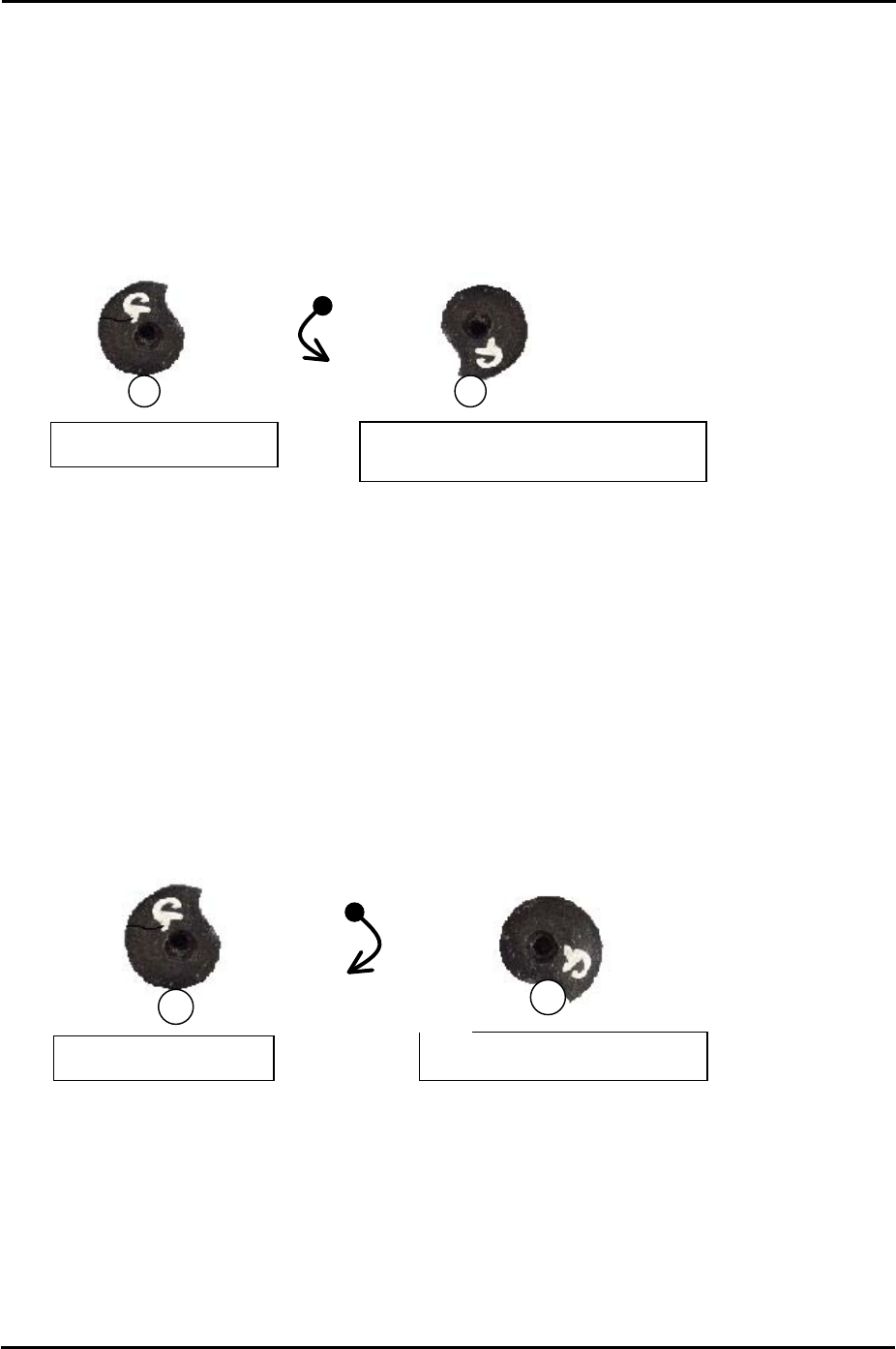
1. To set the F and G axis minus limits set the cam at the upper resting position and then
rotate anti-clockwise until the cam is at the position just before it flips over the roller, this
is known as the lower resting position.
2. At this position select [Maintenance C] – [Stroke Zero Set] – and select the F and G axes
before pressing [Set the minus limit] to save the current counter value to proper data.
2.7 Setting the Plus Software Limits
1. Press the emergency stop button to cut the 200-volt power supply to the servos.
2. Set the X, Y and Z axes against the plus mechanical stoppers.
3. Set the F and G axes indexing cams at the upper resting position and then rotate
clockwise until the cam contacts the roller and cannot rotate any further.
Counterclockwise
rotation
Lower resting position (Minus Limit)
Clockwise rotation
Upper limit resting position
Upper resting position
Upper resting position
4. At this position select [Maintenance C] – [Stroke Zero Set] and select the axis you are
setting before pressing [Set the plus limit].
SMT Equipment Quality Assurance Dept.
2 – 6 CS Section

C
C
h
h
a
a
p
p
t
t
e
e
r
r
3
3
S
S
t
t
a
a
t
t
i
i
c
c
A
A
c
c
c
c
u
u
r
r
a
a
c
c
y
y
M
M
e
e
a
a
s
s
u
u
r
r
e
e
m
m
e
e
n
n
t
t
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP142E – Chapter 3 Static Accuracy Measurement Page 1 of 4
Fuji Machine Mfg. Co., Ltd. Okazaki
Chapter 3 – Static Accuracy Measurement
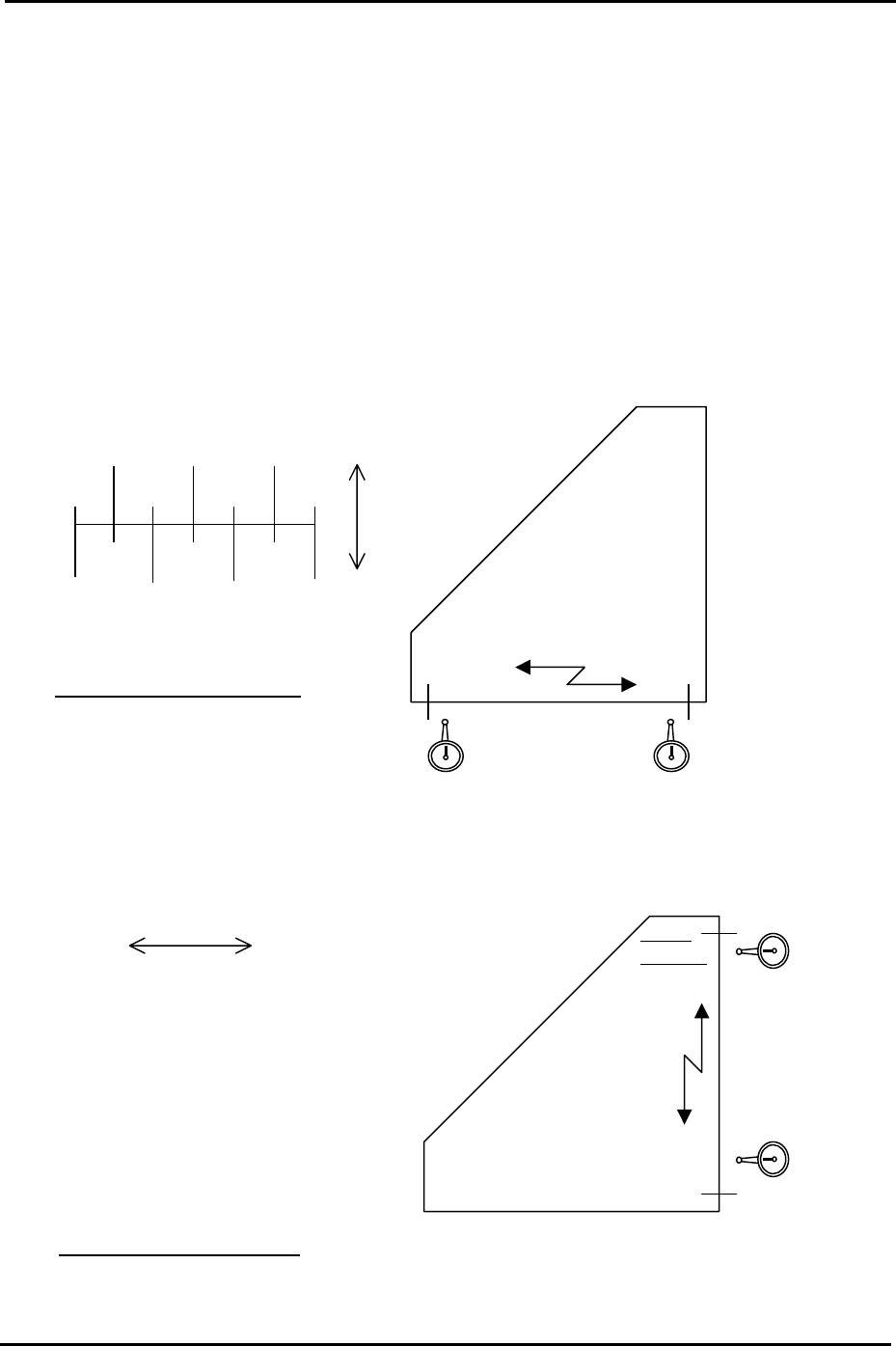
3.1 Straightness of the X/Y Axes
1. Equipment: perpendicular measurement jig (Z9531DEPJ0050). Dial gage (0.01mm).
2. Attach the dial gage to the placement head (an extension bar is necessary).
3. Place the perpendicular measurement jig (Z9531DEPJ0050) on the conveyor. Adjust the
jig position so that when running the dial gage along the jig in the X direction, the 0mm
and 300mm point values are both “0” (i.e. the jig is parallel to the X axis).
Movement distance of the X-axis
0 point
300mm
point
Z9531DEPJ0050
0 0 X-direction
+
250 150 50
300 200 100 0
( ) ( ) ( )
0 ( ) ( ) ( )
–
Tolerance: 0.06/300 (mm)
4. Measure the Y axis straightness in the same way as the X-axis. Measure in the part
placement area of the main conveyor.
0
( )
( )
( )
( )
( )
0
300
250
100
150
100
50
0
+ -
0 point
300m
m point
Z9531DEPJ0050
0
Y-direction
0
Movement distance of the Y-axis
Tolerance: 0.06/300 (mm)
SMT Equipment Quality Assurance Dept.
3 – 1 CS Section