XP Type II 工程师培训手册 (2.0).pdf.pdf - 第148页
FK-9F98-34 XP T ype II Series T raining T ext for Service Engineers Edition 2.0 XP242E – Chapter 5 Peripheral Adjustm ents Page 10 of 16 Lubrication 1. Lubricate the sliding parts of the link arm (cutter) and LM rail. 5.…
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 5 Peripheral Adjustments Page 9 of 16
5.4 Waste Tape Cutter
Warning: The Waste tape cutter plate is an extremely heavy item. Please handle with
care. Also, take extreme care when handling (or working in the vicinity of) the cutter blade.
It may cause damage or personal injury.
1. Remove the MFU, and the waste tape cutter cover.
2. For the waste tape cutter cylinder air valve speed controller adjustments please refer to
the following table:
Speed Controller Air Tube Line Number of turns from fully closed
Cutter close valve U5 7.5
Cutter open valve U6 8
Cutter Engagement Adjustment
1. Ensure the gap between the movable cutter and the fixed cutter is within 0 ~ 0.03 mm,
when both cutters are engaged.
2. Ensure there are no nicks or cracks in the cutter blade.
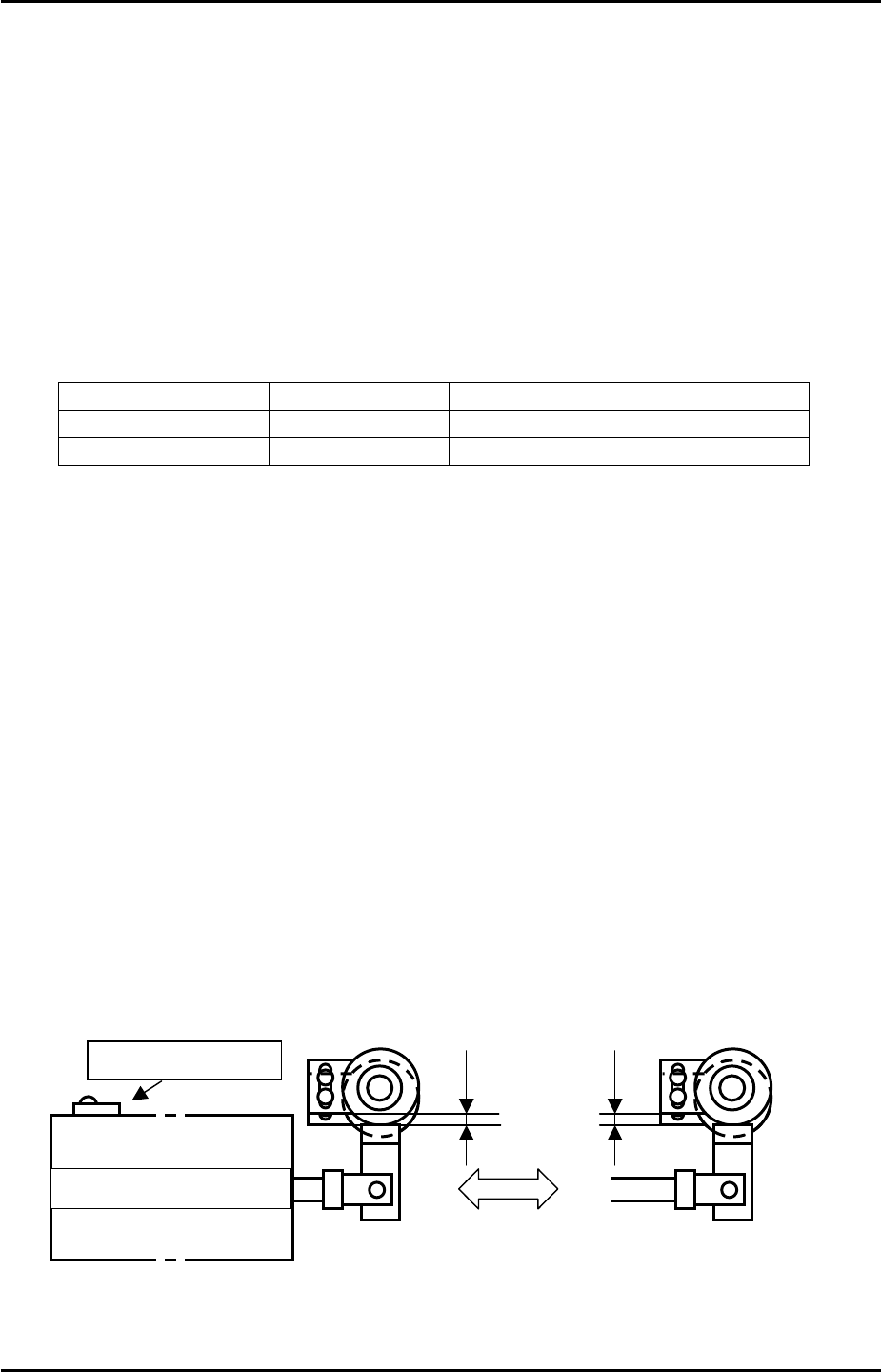
Stopper Position adjustment
1. Position the stopper just at the end of the cylinder stroke.
2. Lock the stopper 1.5 ~ 2.0mm in from this position.
Retract Limit Sensor Adjustment
1. With the stopper positioned, adjust the sensor so that when the cutter is moved to its
retract limit the I/O X031 Side1TpCutOrgPos comes on 1.5 mm in from the cylinder
stoke end.
Retract limit senso
r
1.5~2.0mm
Retract limit (Cutter Open)
Forward limit
(
Cutter close
)
Cutter c
y
linder
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
5 – 9 CS Section
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 5 Peripheral Adjustments Page 10 of 16
Lubrication
1. Lubricate the sliding parts of the link arm (cutter) and LM rail.
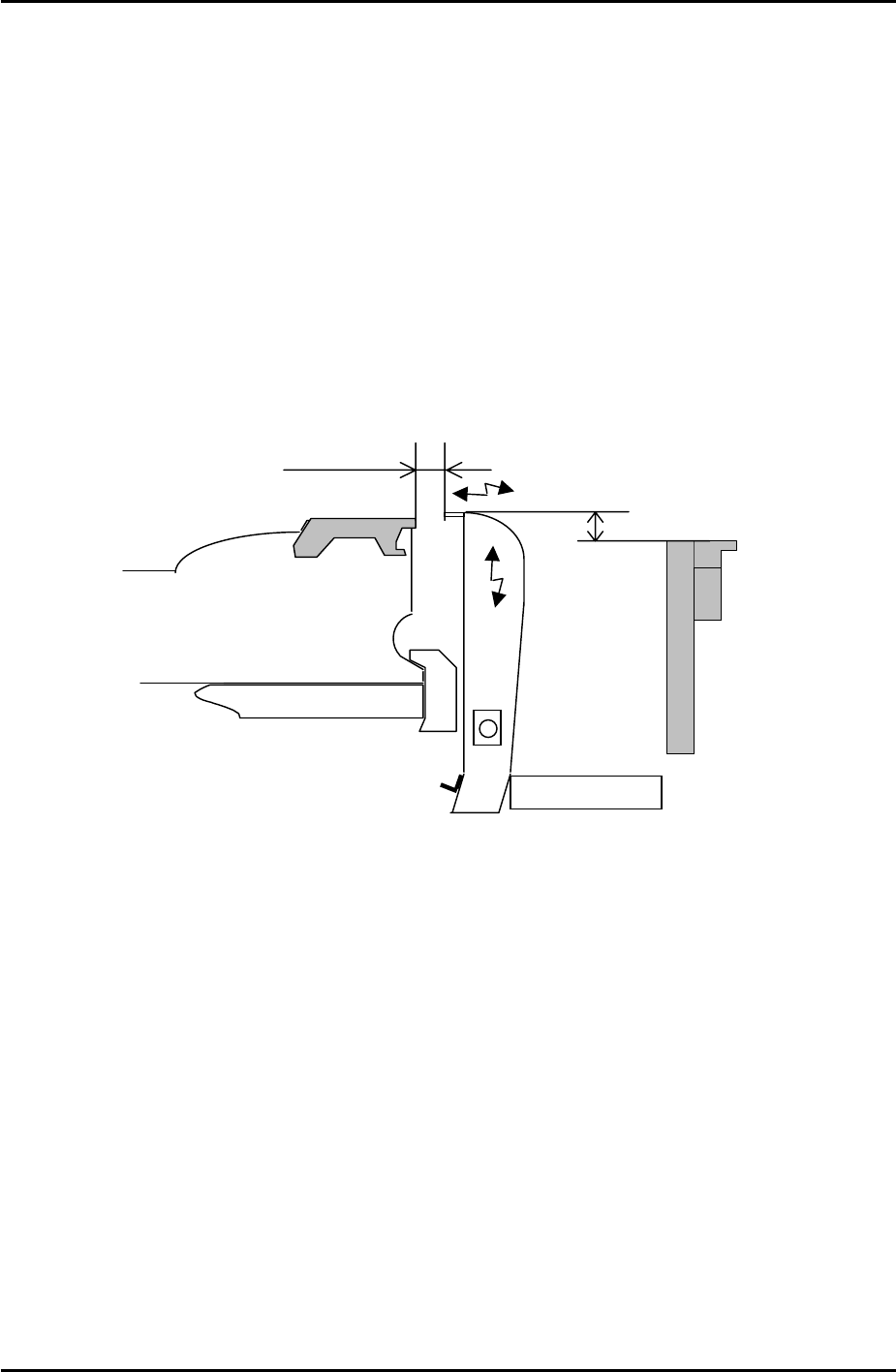
5.5 Waste Tape Duct Height Adjustment
1. Attach the waste tape duct and temporarily tighten it.
2. Load a feeder on the device table and set the Y direction clearance between the feeder
and the waste tape duct to 12.5mm. Please see the diagram below:
Waste tape duct
Feeder
Conveyor
13mm
Approx. 12.5mm
3. Set the height of the waste tape duct so that it is 13mm higher than the top surface of the
conveyor. There should be sufficient clearance for the waste tape to feed down the duct
into the waste tape box without getting stuck.
4. To confirm that the waste tape duct is aligned correctly, check that the clearance and
height are the same at slot numbers 1 and 40.
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
5 – 10 CS Section

FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 5 Peripheral Adjustments Page 11 of 16
5.6 Nozzle/Parts Vacuum Pressure
Jig: Nozzle jig (Z9531DEPJ0070)
Measuring equipment: Manometer, (PG-100-02VH).
Nozzle air blow
Parts air blow
Blow time throttle
1. Refer to the picture above and turn the nozzle air blow speed controller fully open and
lock.
2. Enter I/O Y021 NozzleUnhold and adjust the blow time throttle so that the air blow is ON
for 2 seconds and then cuts out. Once the blow time is adjusted correctly, lock the
throttle.
Vacuum Sensor Setting
Nozzle Vacuum Sensor
Parts Vacuum Sensor
1. Switch the [MODE] of both vacuum sensors to S1.
2. Adjust the “SW1” volume dial on the side of the sensor until the sensor displays the
following values:
Sensor Position Value
Nozzle Vacuum Sensor Top Sensor -20
Parts Vacuum Sensor Bottom Sensor -1
3. Once the values have been set switch both vacuum sensors from S1 to ME.
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
5 – 11 CS Section