XP Type II 工程师培训手册 (2.0).pdf.pdf - 第200页
FK-9F98-34 XP Series T ype II T raining T ext for Service Engineers Edition 2.0 XP242E – Chapter 8 T ype II MTU Adjustment Page 7 of 18 8.10 Shuttle Clamping Position Adjustment 1. T urn I/O Y032: T rayPusherFwd OFF and …

FK-9F98-34 XP Series Type II Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 8 Type II MTU Adjustment Page 6 of 18
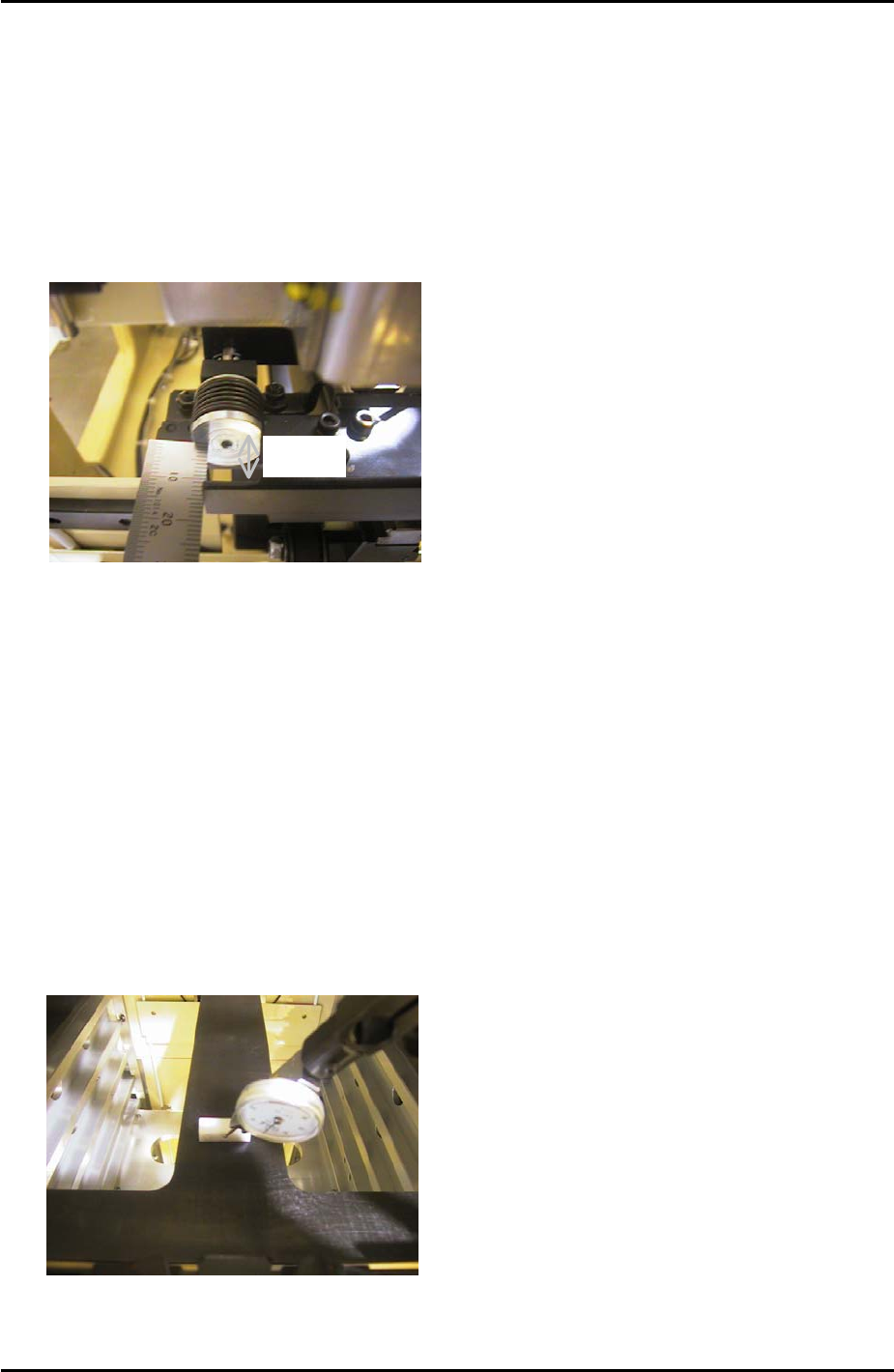
8. Set the dial gage to 0 on the tray pallet jig as shown below:
Adjust the cylinder stroke
so that when the pusher is
activated the tray pallet is
pushed 0.5mm.
9. Turn I/O TrayPusherBwd OFF, and I/O Y032 TrayPusherFwd ON to bring the pusher to
its forward position. The dial gage should indicate that the tray pallet jig has moved
0.5mm forward. If not it is necessary to adjust the cylinder stroke at the back of the MTU:
10. Move the tray pusher forward and find the position where the forward end sensor (X03E:
TrayPusherFwChk) first comes ON. From this position set the sensor a further 0.5mm in
the ON direction.
11. Move the tray pusher backward and find the position where the backward end sensor
(X03F TrayPusherBwChk) first comes ON. From this position set the sensor a further
0.5mm in the ON direction.
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
8 – 6 CS Section
FK-9F98-34 XP Series Type II Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 8 Type II MTU Adjustment Page 7 of 18
8.10 Shuttle Clamping Position Adjustment
1. Turn I/O Y032: TrayPusherFwd OFF and Y033: TrayPusherBwd ON to retract the tray
pusher.
2. Temporarily set the U-axis to 529mm.
3. Turn the tray catch stopper (see chapter 2.5 “Setting the Plus Software Limits” for
location of the tray catch stopper) until the distance from the clamper to the plate is
14mm, as illustrated below:
14mm
4. Bring the T-axis to 3mm below the + limit and set the tray pallet jig in slot [41,42].
5. Bring the tray pallet jig to the position where the guide bar is most forward (see step 8.9).
6. Turn I/O Y033: TrayPusherBwd OFF, and Y032 TrayPusherFwd ON to push the tray jig
0.5mm forward. Afterwards turn Y032: TrayPusherFwd OFF, and Y033 TrayPusherBwd
ON to retract the tray pusher.
7. Bring the tray pallet jig to the tray origin position for slot [41,42]. To calculate the tray
origin position subtract 200mm from the [T_TrayOrg] position found in [Maintenance C] –
[Proper Data Editor] – [TRAY] – [T_TrayOrg]. 200mm represents the 50mm pitch
between slots, times the number of slots from the [T_TrayOrg] position, in this case 4.
8. Place a magnet on the tray pallet and set a dial gage to 0 on the magnet as shown
below:
9. Jog the U-axis in the direction of the – (minus) mechanical stopper until the tray pallet is
clamped.
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
8 – 7 CS Section
FK-9F98-34 XP Series Type II Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 8 Type II MTU Adjustment Page 8 of 18
10. At this position turn the tray stopper anti-clockwise so that it retracts and does not
interfere with the shuttle clamper in the following step.
11. Jog the U-axis back until the magnet on the tray pallet contacts the dial gage and the dial
gage returns to zero.
12. At this position select [Maintenance C] – [Proper Data Editor] – [Tray] –
[U_ShuttleClampPos] – [Direct Servo Input] to save the current servo count in proper
data.
13. Finally turn the tray catch stopper clockwise until it just contacts the clamper roller. Light
lock the tray catch stopper lock nut at this position.
8.11 Tray Catch Stopper Adjustment
1. For this adjustment do not use the tray pallet jig (Z9631DEPJ3740) because it
interferes. Use a normal tray pallet instead.
2. Set a tray pallet in slot [51,52].
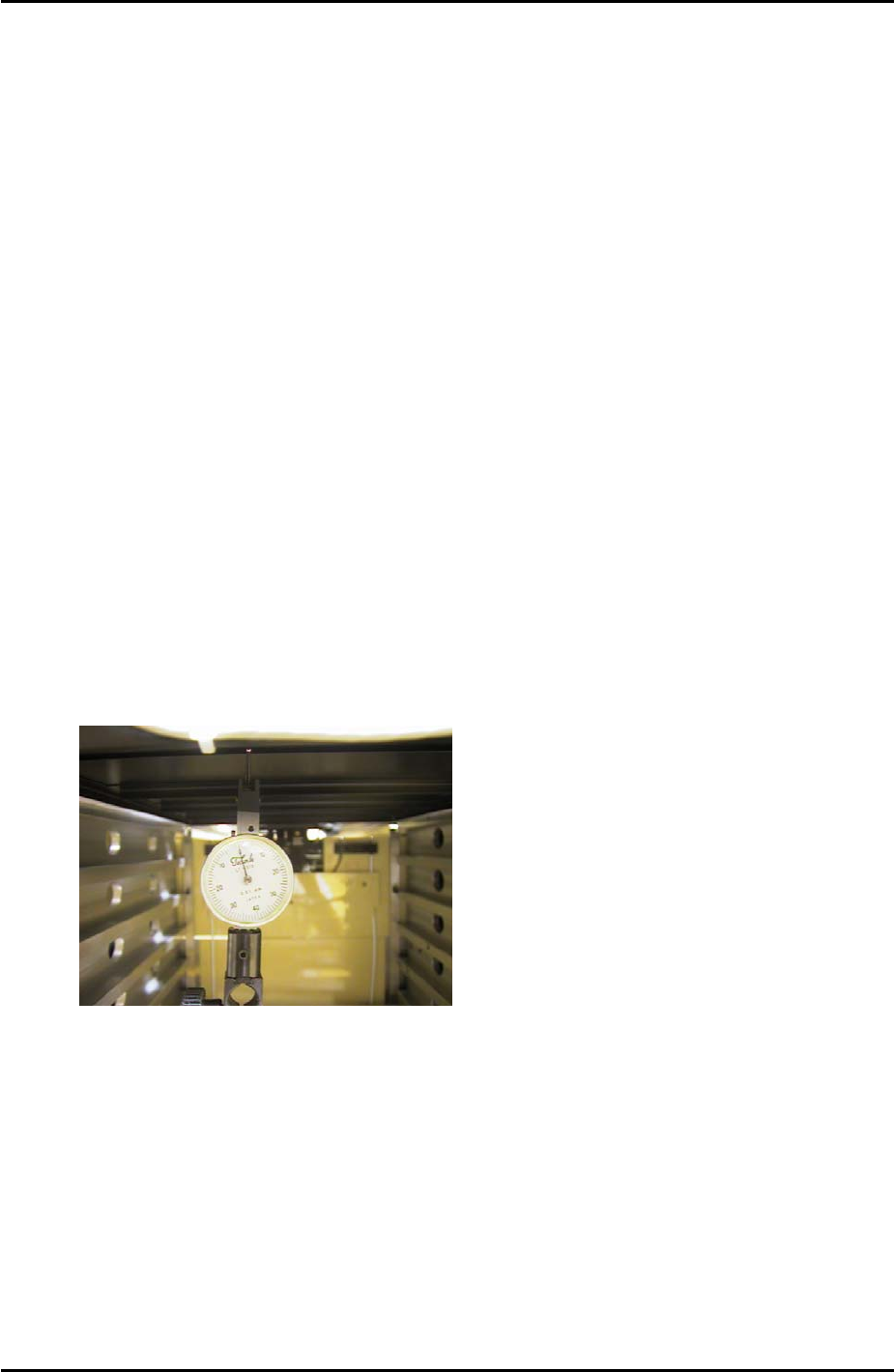
3. Select [Manual Operation] – [Tray Operation] – [Tray height measurement].
4. After tray height measurement is complete select slot [51,52] – [Move Elevator] to go
to the tray transference position for that slot.
5. Set a dial gage to 0 on the tray pallet as shown in the photo:
6. Move the tray pallet forward by selecting [Manual Operation] – [Tray Operation] –
[Advance Shuttle].
7. Retract the tray pallet by selecting [Manual Operation] – [Tray Operation] – [Shuttle
Retract].
8. At this position the dial gage should read 0 +/- 0.1mm. If not adjust and lock the tray
catch stopper.
9. After adjusting the stopper so that the dial gage reads 0 +/- 0.1mm, advance and
retract the tray pallet again and confirm the dial gage reading is within tolerance.
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
8 – 8 CS Section