XP Type II 工程师培训手册 (2.0).pdf.pdf - 第90页
C C h h a a p p t t e e r r 7 7 O O p p e e r r a a t t i i o o n n a a n n d d A A c c c c u u r r a a c c y y

FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP142E – Chapter 6 Proper Data Measurements Page 30 of 30
NOTES:
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
6 – 30 CS Section

C
C
h
h
a
a
p
p
t
t
e
e
r
r
7
7
O
O
p
p
e
e
r
r
a
a
t
t
i
i
o
o
n
n
a
a
n
n
d
d
A
A
c
c
c
c
u
u
r
r
a
a
c
c
y
y
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP142E – Chapter 7 Operation and Accuracy Page 1 of 8
Chapter 7 – Operation and Accuracy
7.1 Checking Idle Operation
1. Transmit the idle program “XP142_IDLE” to the machine.
2. Press [Production] – [Select Program] – [XP142_IDLE] – [Download] to bring the program
into the machine foreground.
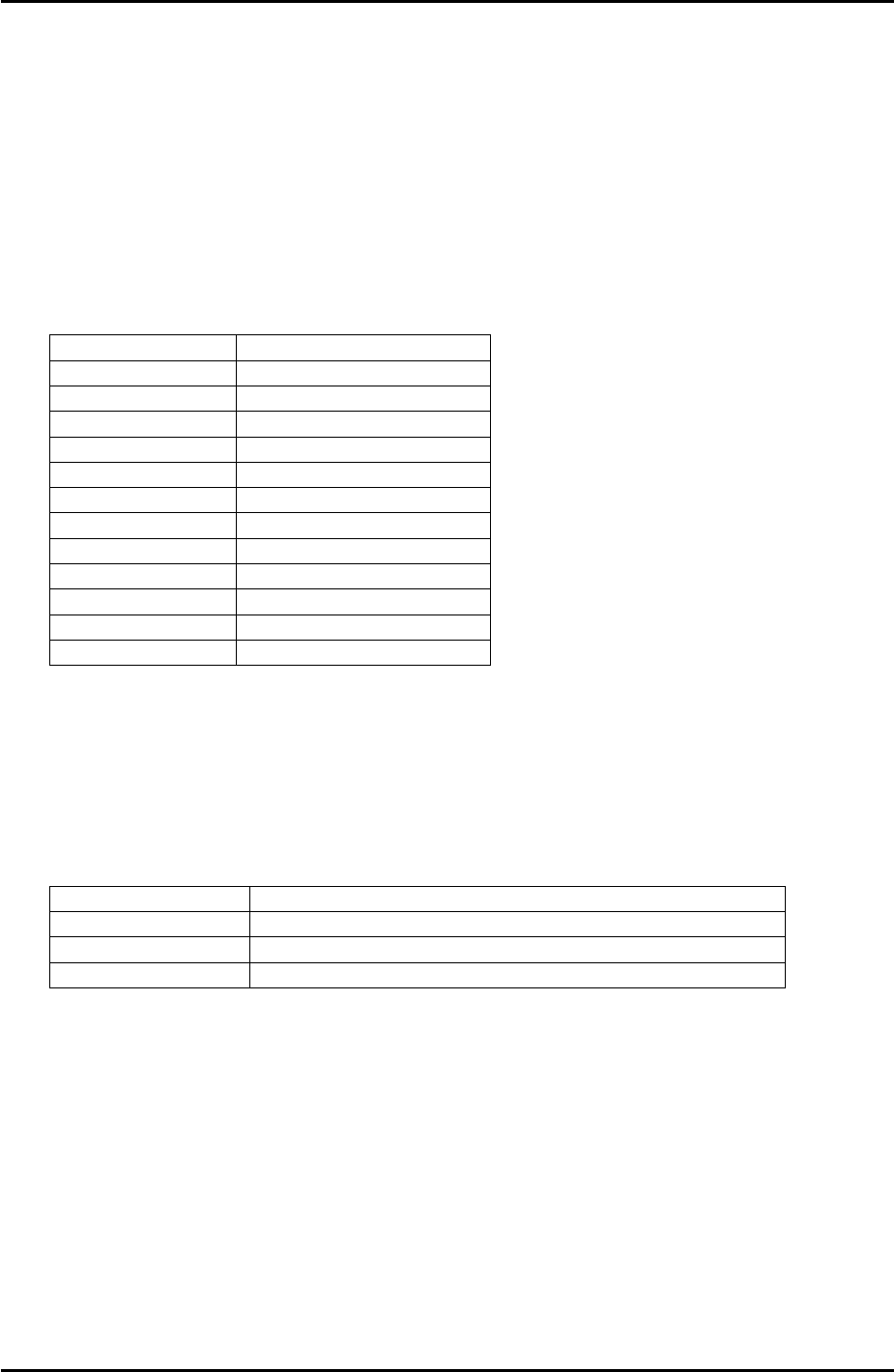
3. Press [Production] – [Nozzle Editor] and configure the nozzle editor entries as shown in
the following table:
Nozzle Number Nozzle Diameter (mm)
1 1.3
2 1.3
3 1.3
4 1.3
5 1.3
6 1.3
7 1.3
8 1.3
9 1.3
10 1.3
11 1.3
12 1.3
4. Arrange the nozzles in the revolver so that they match the nozzle editor configuration.
5. Set the conveyor at its maximum width of 356mm.
6. Select [Maintenance A] – [Operation Settings] and set the mode as detailed in the
following table:
Operation Mode Idle1 (use Idle2 if any feeders are loaded in the MFU)
Production Mode Automatic
Error Handling Error Stop
Acceleration Rate 0.1
7. Check for any mechanical interference in the machine then select [Production] –
[Automatic] – [Start] to commence idling.
8. Check that there are no irregular noises or movements in the machine and then gradually
increase the acceleration rate up to the maximum of 1.
9. The machine should be run for at least 12 hours without stopping, and in total for at least
30 hours.
10. After idling is complete check the machine for any irregularities.
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
7 – 1 CS Section