XP Type II 工程师培训手册 (2.0).pdf.pdf - 第163页
FK-9F98-34 XP T ype II Series T raining T ext for Service Engineers Edition 2.0 XP242E – Chapter 6 Proper Data Mea surement s Page 8 of 30 Camera Position Adjustment 1. Remove the prism covers from the small prism: Prism…
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 6 Proper Data Measurements Page 7 of 30
6.5 Measuring Z0
Jig: plate jig (AJPJ0060).
Jig: nozzle jig (Z9531DEPJ0070).
1. Select [Maintenance A] – [I/O check] – [Y021 Nozzle UnHold] – [OFF] and attach
the nozzle jig.
2. Clamp the plate jig in the main conveyor.
3. Bring the nozzle jig above the plate jig and then press the emergency stop button to
cut the 200 volt power supply to the servos.
4. Manually descend the Z-axis until the nozzle jig contacts the plate jig surface.
5. Select [Maintenance C] – [Proper data editor] – [Machine Origin] – [Z_board
surface] and use direct servo input to save the current position in proper data.
6.6 Parts Camera Center
Note: the adjustment procedure is the same for both the front and rear cameras.
Camera settings
1. Set the parts camera aperture to 11 (this is half way between the 8 and the 16
setting marks).
DC IN/
SYNC
VIDEO
OUT
TRIGGER
GAIN
Gain volume adjustment
2. Select [Maintenance C] – [Proper Data Editor] – [MACHINE_TYPE] and check the
following proper data settings:
_xpTI1200A 1
_xpSetCVA1Cam 13
3. Ensure the lens unit attachment is fastened with adhesive (Loctite 425).
4. If attaching the camera unit to the camera installation bracket, tighten the bolts with
0.5Nm torque and apply adhesive.
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
6 – 7 CS Section
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 6 Proper Data Measurements Page 8 of 30
Camera Position Adjustment
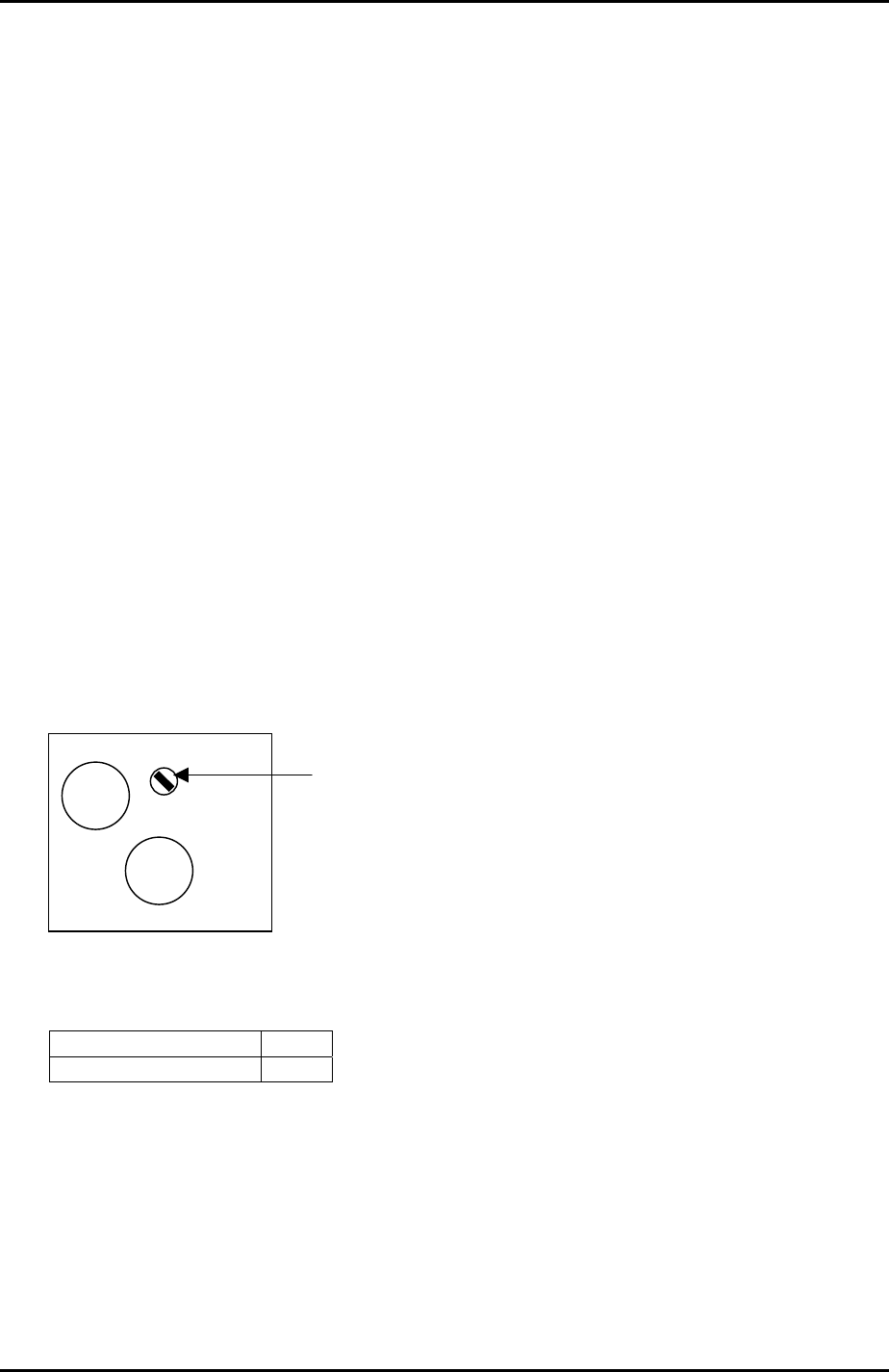
1. Remove the prism covers from the small prism:
Prism Covers
Small
Prism
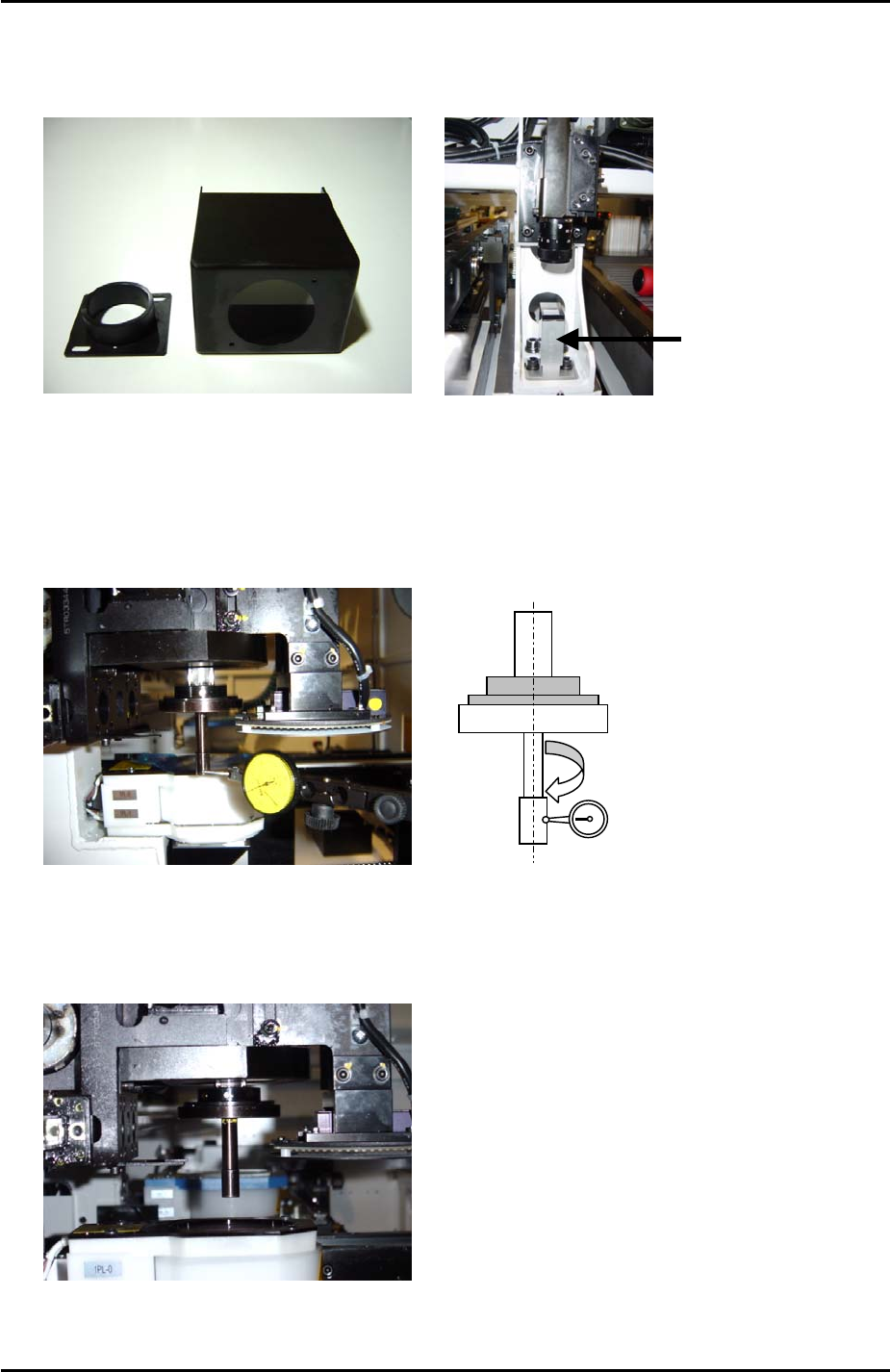
2. Select [Maintenance A] – [I/O check] – [Y021 Nozzle UnHold] – [OFF] and attach
the nozzle jig (Z9531DEPJ0070) to the placing head.
3. Set the concentricity of the nozzle jig to within 0.05mm. This is to ensure the
nozzle jig is in the center of the placing head.
Use a dial gage
to measure the
concentricity.
Tolerance is
0.05mm.
4. Bring the nozzle jig above the center of the side 1 light source unit. Use a ruler to
check that it is directly above the center.
Nozzle jig is
directly above the
center of the light
source
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
6 – 8 CS Section
FK-9F98-34 XP Type II Series Training Text for Service Engineers
Edition 2.0 XP242E – Chapter 6 Proper Data Measurements Page 9 of 30
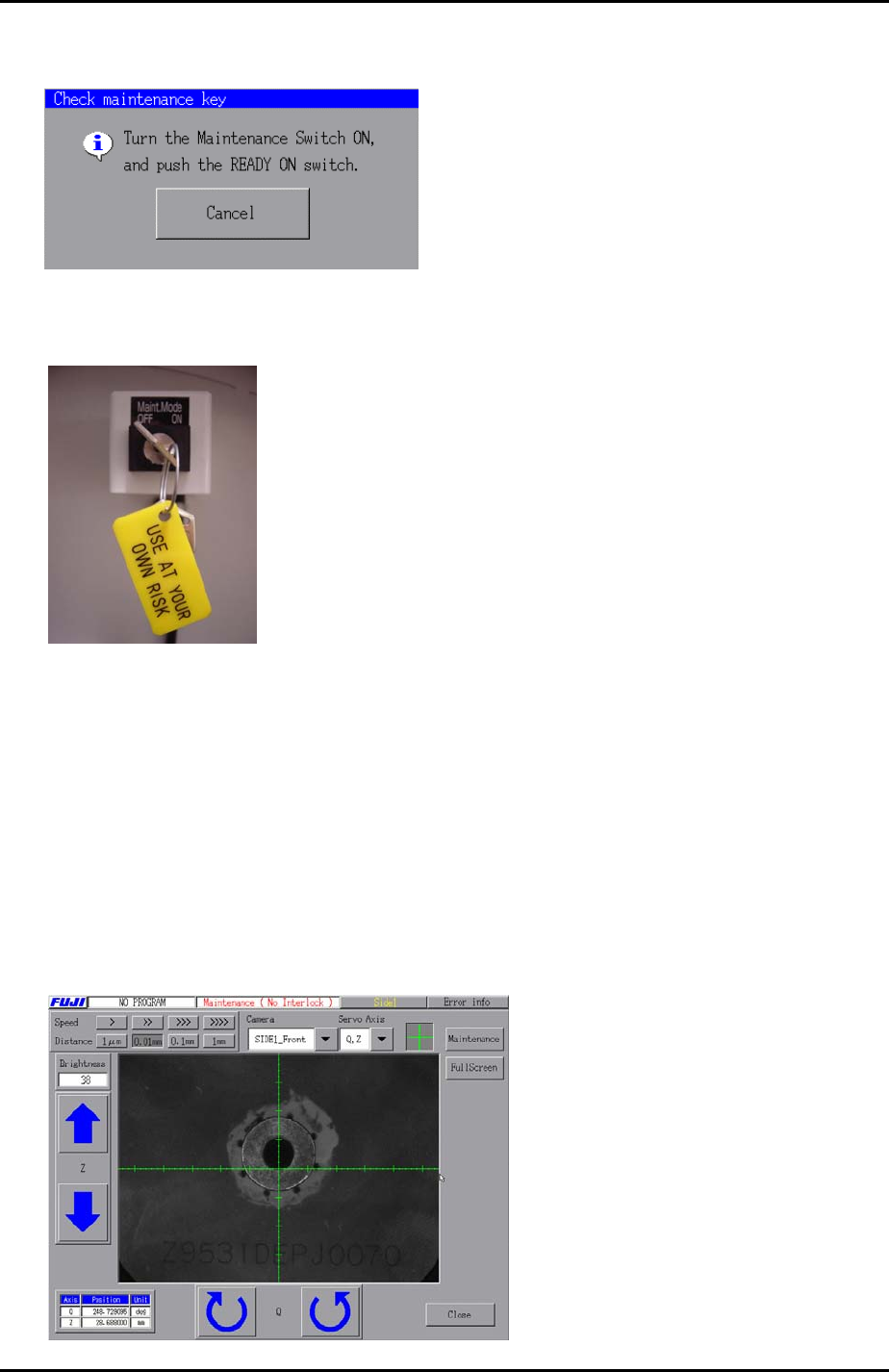
5. Select [Maintenance C] – [Custom Maintenance] and the following prompt appears
on the display:
6. Turn the Maintenance Mode key switch from OFF to ON.
7. Push the [READY ON] button.
Horizontal Cross Hair
1. Select “SIDE1_Front” from the [Camera] drop down list and select the cross hairs.
2. Use the inching keys to set the Z-axis to the part inspection height: (Z0 + 27.5mm).
3. An image similar to the one below should be on the display. Notice that the
horizontal cross hair is not yet in the center of the nozzle jig.
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
6 – 9 CS Section