00197498-03_UM_SiplaceCA-Serie_EN.pdf - 第147页
User Manual SIPLACE CA-Series 3 Technical Data From software version SC.708.0 Edition 12/20 14 EN -DRAFT 3.7 Placement Heads 147 3 Fig. 3.7 - 3 Description of functions (1) Component pickup position , placement position,…

3 Technical Data User Manual SIPLACE CA-Series
3.7 Placement Heads From software version SC.708.0 Edition 12/2014 EN -DRAFT
146
3.7.1.2 Control and Self-Learning Functions
Control and self-learning functions improve the reliability of the SIPLACE SpeedStar (C&P20 M).
– The vertical axis for picking up and placing components is driven by a linear motor. The
travel range is recorded opto-electronically by a linear path measuring system. A sensor
registers the relative movement between the nozzle and the segment when components
are placed and sends a signal to the position control axes. With this sensor stop method,
differences in height during pickup and any unevenness of the board surface are com-
pensated during placement. The average of the deviations during the last 10 placement
operations is taken into account when adapting the further stroke and placement speeds.
The programmed placement force always remains constant.
– To increase the placement reliability, a component sensor has been installed on the SI-
PLACE SpeedStar (C&P20 M). At the pickup and placement position, it checks that the
component is present at the nozzle and in addition the component edge ratio. In this way
it is possible to determine whether the component was picked up by the nozzle trans-
versely or on edge. The beam intensity is also checked regularly to avoid false measure-
ments.
– The package form is also checked and the component is not placed if the geometric data
thus determined differs from the programmed data.
– A digital component camera on the placement head determines the precise position of
each component at the nozzle. The standard camera, type 23 of the SIPLACE SpeedStar
(C&P20 M) can optically center components with the dimensions 0.2 mm x 0.2 mm up to
6 mm x 6 mm. Variations of the transfer position are corrected already before placing.
When a component is picked up, the average of the deviations for the last 10 placement
operations is taken into account, thus increasing the pickup accuracy.
3.7.1.3 Functions
The SIPLACE SpeedStar (C&P20 M) has three axes, the DR or star axis, the Z axis and the DP
axis.
User Manual SIPLACE CA-Series 3 Technical Data
From software version SC.708.0 Edition 12/2014 EN -DRAFT 3.7 Placement Heads
147
3
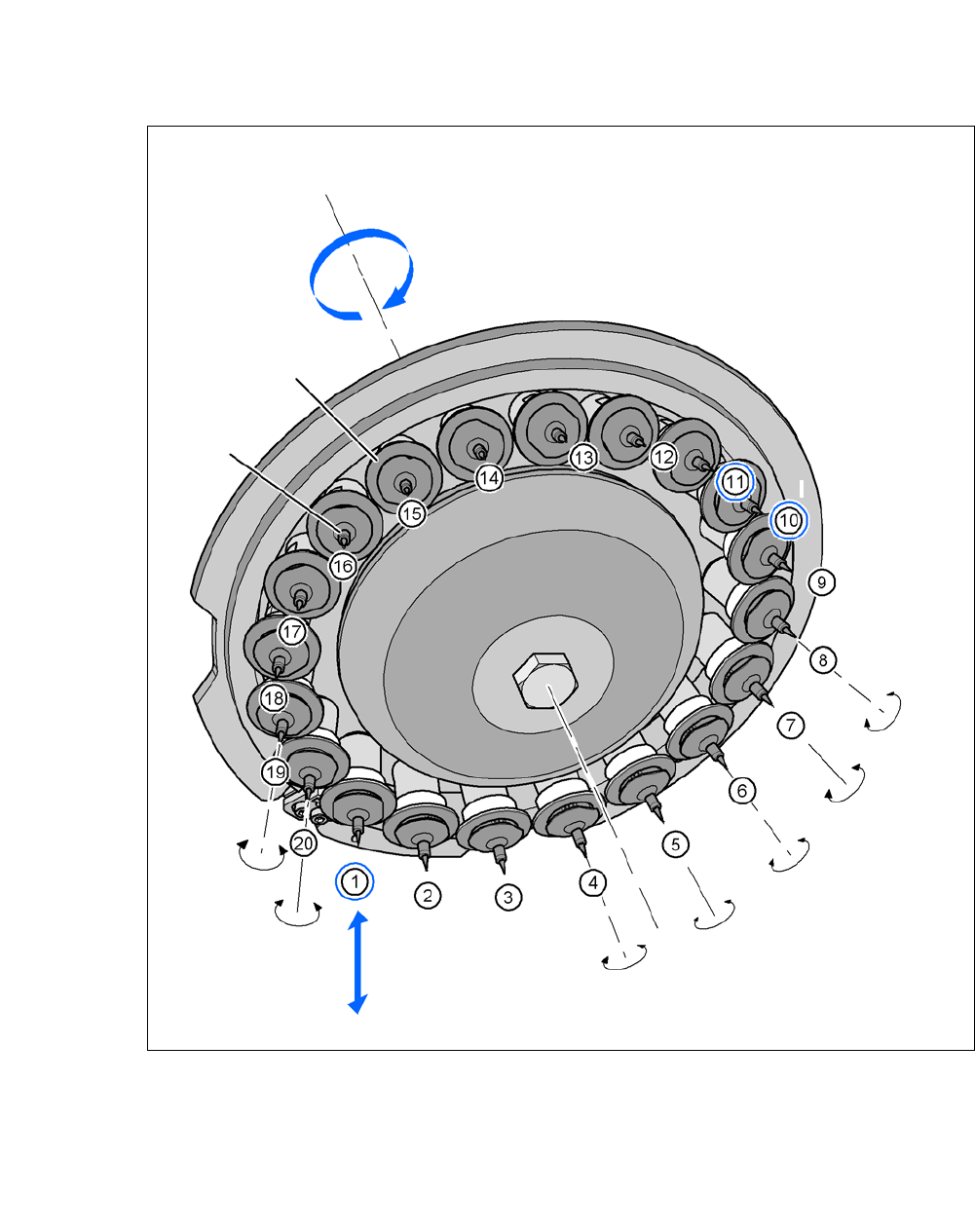
Fig. 3.7 - 3 Description of functions
(1) Component pickup position, placement position, reject position, component check with com-
ponent sensor
(10) Vacuum check of the nozzle in the holding circuit, with or without component
(11) Position for optical centering of the components
Star rotation
Star axis
DP drive (segment)
Nozzle
Z axis
Check pick up, place or
reject component with
component sensor
DP axis
Each sleeve can be
rotated individually.
Component
camera for opti-
cal centering
Vacuum check
of nozzle in
holding circuit

3 Technical Data User Manual SIPLACE CA-Series
3.7 Placement Heads From software version SC.708.0 Edition 12/2014 EN -DRAFT
148
Each DP drive which is in the lowest position of the star (item 1 in fig. 3.7 - 3), will be raised or
lowered by this axis. thus picking up the components from the feeder modules and setting them
down on the PCB. In order to recognize the set-down height at the placement position a "Z axis
down" sensor is used, that recognizes a relative movement between nozzle and segment. When
the Z axis springs into position, this returns a signal - the sensor stop signal - to the axis card that
the pre-control uses to correct the position control. A pneumatic return system was implemented
to avoid the risk of a head crash when the power is switched off due to the segment being lowered
with the sleeve. This keeps the segment securely in the top position when the power is off. Irre-
spective of the pneumatic return system (item 5 in fig. 3.7 - 1
), the Z axis control is designed so
that the placement machine still has enough residual energy in the servo amplifier to move the Z
axis to the top position, in the event of a power failure. A "power fail" signal in the placement ma-
chine activates the axis card and the servo amplifier, so that the Z-axis is moved to the top posi-
tion.
The Z axis is an "intelligent axis". It "notes" the pickup height of each feeder module track and the
placement height for each component. The placement process can thus be sped up, while retain-
ing the programmed set-down force.
Star axis (item 3 in fig. 3.7 - 2) 3
The star rotates about the star axis with its 20 DP drives. This is tilted away from the vertical. A
three-phase servomotor with position control is used as the drive motor. An opto-electronic en-
coder returns information about the angle of rotation at the axis card. The actual position values
are analyzed on the axis card. The position control on the axis card provides the nominal current
and voltage values for the servo amplifier used to operate the star motor. On each DP drive there
is a nozzle that sucks up the component during the pickup process. The star transports the com-
ponent picked up from the pick/place position (item 1 in fig. 3.7 - 3
) to the optical centering position
(item 11 in fig. 3.7 - 3
) and on to the pick/place position for placement. On the way to the pickup/
placement position, the DP drive rotates the component into the required placement position.
Z-axis (item 6 in fig. 3.7 - 1) 3
The Z axis performs a vertical movement. A three-phase linear motor is used as the drive. An
opto-electronic encoder is used to measure positions. A scanner scans the positioning fiducials
on a tape measure and thus returns the position signals to the axis card.
The Z motor is operated with position control. The actual position values are analyzed on the axis
card. The position control on the axis card provides the nominal current and voltage values for the
servo amplifier used to operate the star motor.