JUKI-RX-7使用说明书.pdf - 第101页
第 4 章 操作篇 4- 3. 自动生产 4 无条形码核对时 记号 名称 说明 (a) 操作者 ID 显示条形码读码 器读取到的作 业员 ID 。 (b) 供给部列表 列表显示 机种切换后的 机种数据中使用的供 给部零件。 • # :显示供给 位置编号。 • 零件代码:显示 零件的零件代 码。 • ALT :有替代设定时,显示替 代源的供给位 置编号。 • 零件剩余数:显 示当前的零件 剩余数。 • CHK :将条形码读码器的核对 结果…
第 4 章 操作篇
4-3.
自动生产
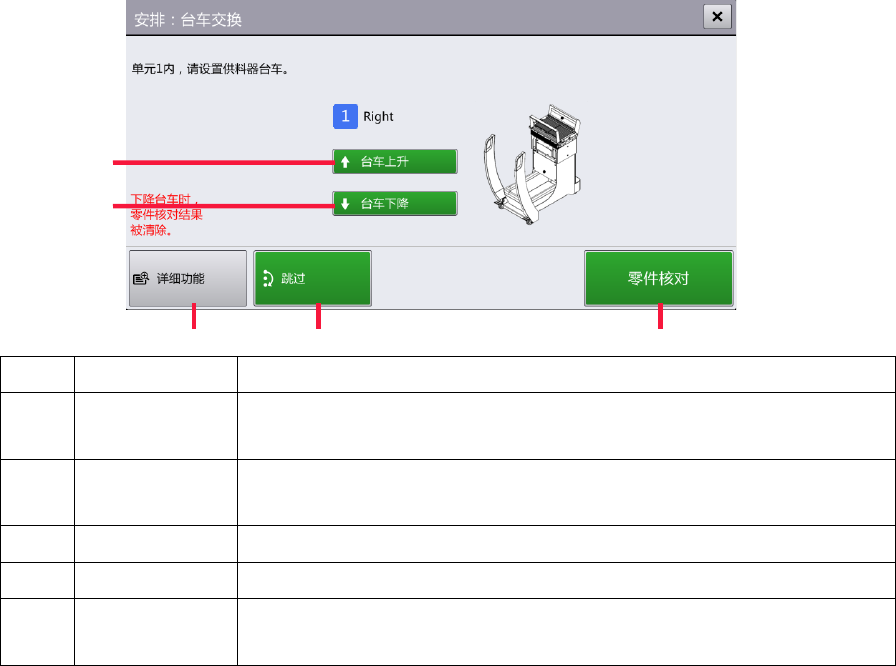
计划:台车更换对话框
计划工序时,确认各装置的生产中使用的台车类型是否兼容,并进行更换时,将显示[安排:台车交
换]对话框。
记号
名称
说明
(a) 台车上升 显示[确认元件更换台车上升]对话框。
在显示的对话框中触摸[上昇]后,将上升台车并固定。
(b) 台车下降 降下对象装置的台车。
进行台车更换后,零件核对结果将全部重置。
(c) 详细功能 中止台车更换,切换到供给部计划画面。
(d) 跳过 关闭对话框,跳过台车更换,进入下一计划工序。
(e) 零件核对 关闭对话框,切换为[安排:核对零件]对话框。
台车下降,但核对结果不清除。
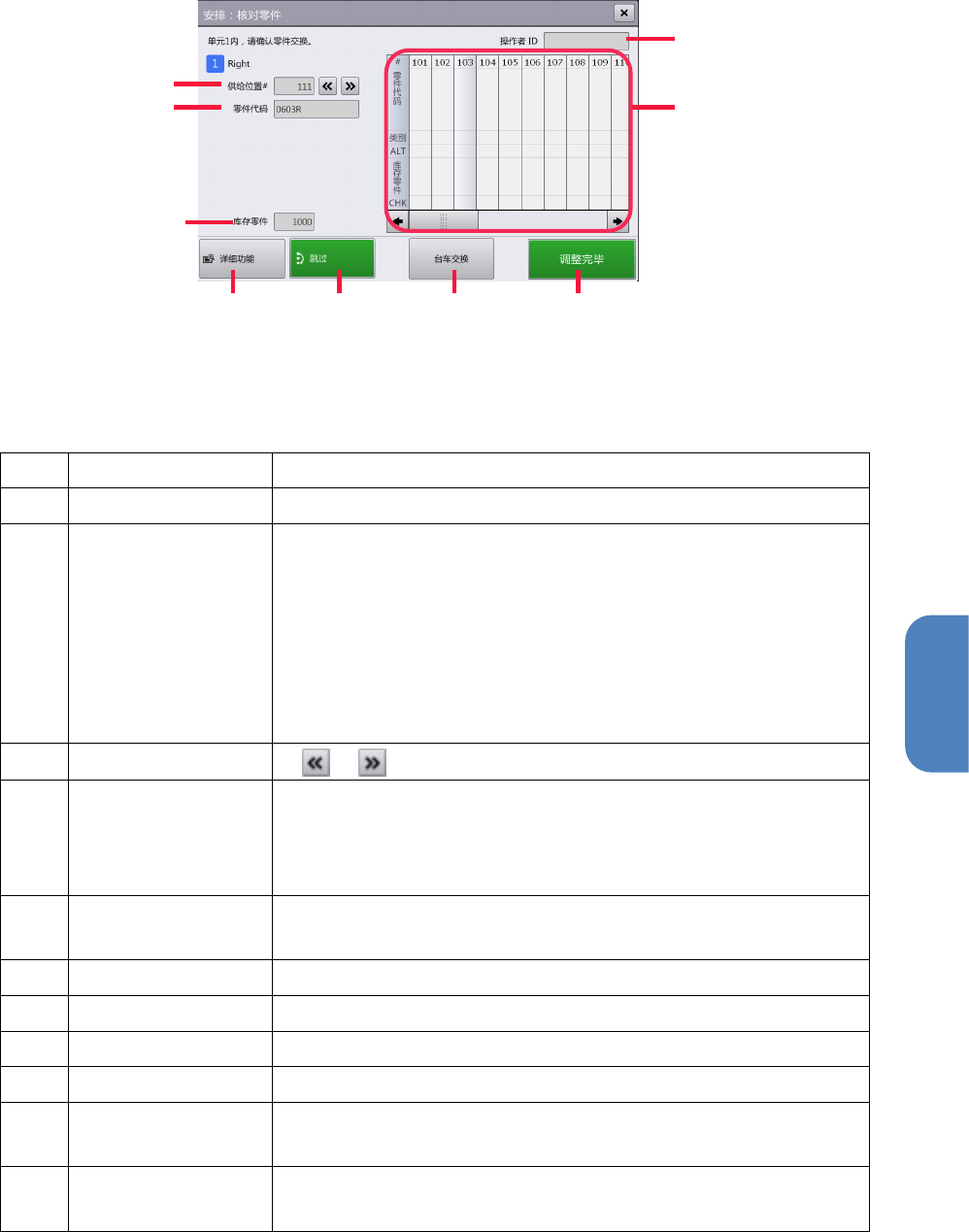
计划:零件核对对话框
触摸[安排:台车交换]对话框的[零件核对]后,零件更换台车下降,显示[安排:核对零件]对话
框。
零件分为有条形码核对和无条形码核对。无条形码核对时,将只检查带式供料器是否正确放置在更换对
象的供给部中。 关于条形码核对的详情,请参阅“4-4-1. 零件更换作业”。
a
b
c d e
26
第 4 章 操作篇
4-3.
自动生产
4
无条形码核对时
记号
名称
说明
(a) 操作者 ID 显示条形码读码器读取到的作业员 ID。
(b) 供给部列表 列表显示机种切换后的机种数据中使用的供给部零件。
•
#:显示供给位置编号。
•
零件代码:显示零件的零件代码。
•
ALT:有替代设定时,显示替代源的供给位置编号。
•
零件剩余数:显示当前的零件剩余数。
•
CHK:将条形码读码器的核对结果显示为 OK/NG。
(c) 供给位置#
用
/ 选择进行零件核对的供给位置编号。
(d) 零件代码
在上段显示正在零件核对的供给位置上,机种数据中零件的零件代
码。
此外,下段将通过 OK/NG 显示条形码读码器读取到的更换零件的零
件代码及核对结果。
(e) 序列号
(随机代码)
显示条形码读码器读取到的序列码(随机代码)。
(f) 零件剩余数 将零件更换时的零件存放个数作为零件剩余数显示。
(g) 详细功能 中止零件核对,返回供给部计划画面。
(h) 跳过 跳过零件核对。
(i) 台车交换 进行台车更换,显示[安排:台车交换]对话框。
(j) 调整完毕
(确认完毕)
核对(确认)完成。
上升台车,判定带式供料器是否放置在正确的供给位置上。
(k) 全部核对完成 将机种数据中使用的供给部强行全部设为已更换 (OK)。
仅在用户级别为[维护]时显示。
c
d
f
i
j
g
h
a
b
27
第 4 章 操作篇
4-3.
自动生产
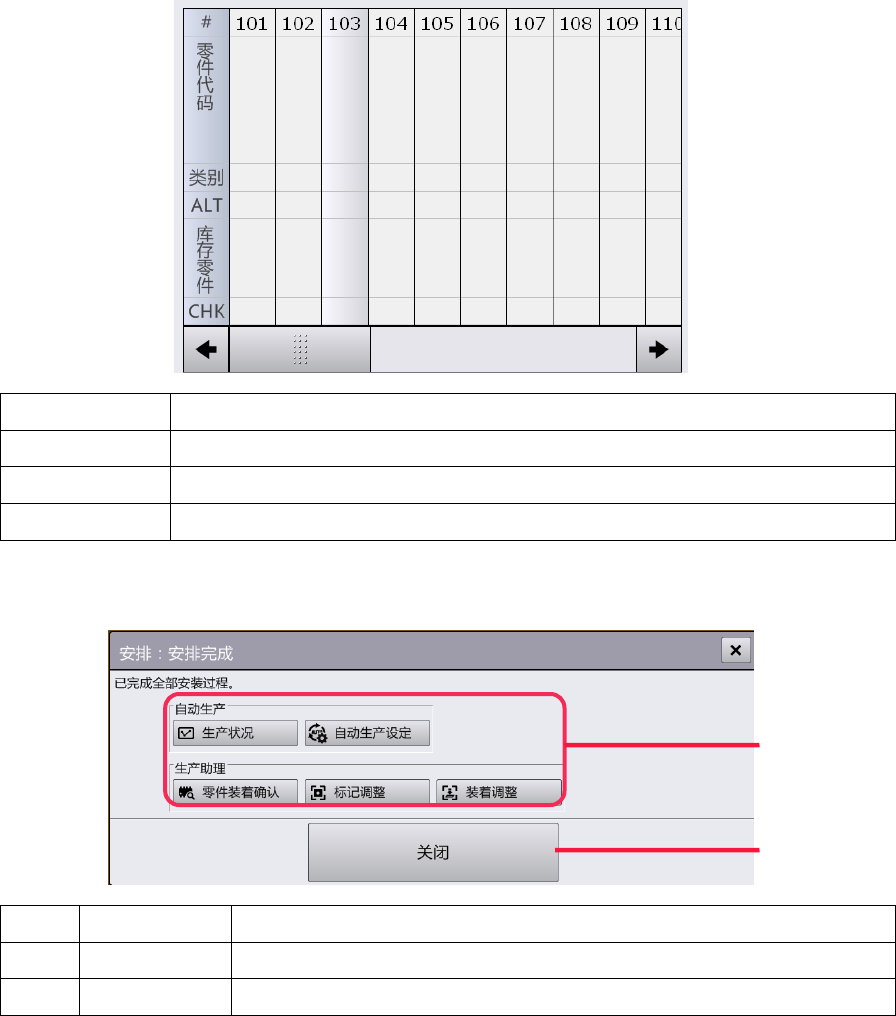
零件核对对话框供给部列表的供给部颜色区分
供给部颜色
内容
灰色 供给部中插入了带式供料器(正常)。
黄色 供给部中未插入带式供料器。
红色 供给部中插入了带式供料器,发生带式供料器错误。
计划:计划完成对话框
在简单计划中触摸[自动执行]后,如果计划的全部工序都完成,将显示[安排:安排完成]对话框。
记号
名称
说明
(a) 画面切换按钮 完成所有的简单计划,切换为对应的画面显示。
(b) 关闭 完成所有的简单计划,返回简单计划画面的显示。
a
b
28