JUKI-RX-7使用说明书.pdf - 第266页
第 4 章 操作篇 4- 11. 数据编辑 安装画面的操作 关于安装画面操 作的详情,请 参阅“ 4- 14 - 6. 创建机种数据”的 “新建数据 ”。 192
第 4 章 操作篇
4-11.
数据编辑
4
项目名称
说明
供给位置
在 0~640 的范围内显示零件安装时的供给部位置编号。 [L]表示左侧托
盘,[R]表示右侧托盘。
dX (mm)/ dY (mm)
在 -999.999mm~999.999mm 的范围内输入相对于零件安装坐标的微调用 XY
偏移量值。
d 角度 (deg)
在 -359.999°~359.999° 的范围内输入相对于零件安装角度的微调用角度
偏移量值。
高度补正 在 -999.999mm~999.999mm 的范围内输入零件安装高度调整用补正值。
调整 在 0~500 的范围内输入各步骤中使用的定位标组 ID。
区域 在 0~500 的范围内输入各步骤中使用的区块 ID。
如果是集合板,则在所有步骤的[区域]中输入 1,然后进行排列。
排列完成后,将在[区域]中显示该步骤所属区块的 ID。
要恢复为单板时,重置后在所有步骤的[区域]中输入 0。
不良标记
在 0~500 的范围内输入各步骤中使用的不良标记位置 ID。不使用时输入
0。
跳过
在 0~9 的范围内输入跳过条件。无条件安装各步骤的零件时输入 0,无条
件跳过时输入 7。
其他号码将根据基板信息中[关闭号码]的设定跳过。
恢复完结
如果前一步骤的零件未安装完成也没有问题则输入 0,如果必须完成所有零
件的安装则输入 1。
路径 #
零件吸附,安装这一系列动作称为路径,在 1~1,000 的范围内显示零件的
安装顺序。编号为通常排列。
供给顺序 在 1~12 的范围内显示各步骤所属路径中的吸附顺序。编号为通常排列。
装着顺序 在 1~12 的范围内显示各步骤所属路径中的安装顺序。编号为通常排列。
吸嘴
在 1~18 的范围内显示吸附,安装零件的吸嘴所在的索引编号。编号为通常
排列。
参照 根据需要用键盘输入部件名。
191

第 4 章 操作篇
4-11.
数据编辑
安装画面的操作
关于安装画面操作的详情,请参阅“4-14-6. 创建机种数据”的“新建数据”。
192
第 4 章 操作篇
4-11.
数据编辑
4
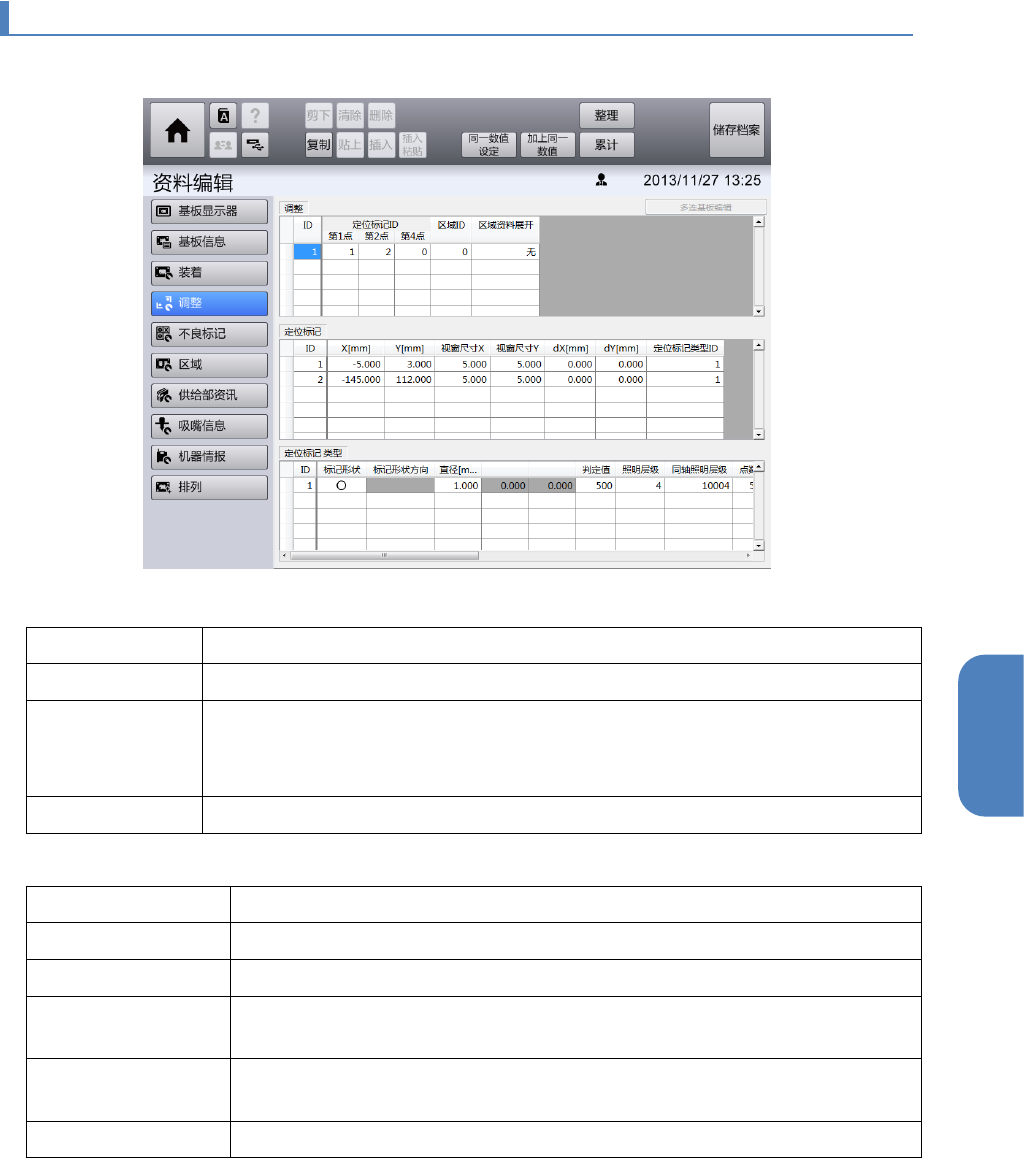
4-11-5. 定位标编辑
触摸[数据编辑]菜单画面左侧的子菜单面板中的[调整],显示[调整]画面。
定位标组
项目名称
说明
ID 在 1~500 的范围内显示与注册数量对应的序列号。通常为不编辑。
点 1-ID/点 2-ID 将 2 个定位标位置作为一组,可组成定位标组。
在 1~1,000 的范围内输入所用定位标位置的 ID。
不可在一个组内指定同一 ID。
区域 ID 在 0~500 的范围内显示定位标组所属区块的 ID。
定位标位置
项目名称
说明
ID 在 1~1,000 的范围内显示与注册数量对应的序列号。
X (mm) / Y (mm) 在 -999.999mm~999.999mm 的范围内输入定位标设定位置的 XY 坐标。
视窗尺寸 X/视窗尺
寸 Y
将用相机识别定位标时的识别范围之 XY 大小作为窗口大小在 0.001mm~
999.999mm 的范围内输入。如果输入的范围过窄或过宽,将无法识别。
dX (mm) / dY (mm)
在 -999.999mm~999.999mm 的范围内输入相对于输入的窗口大小的微调用
XY 偏移量值。
标记类型 ID 在 1~20 的范围内输入所用定位标类型的 ID。
193