JUKI-RX-7使用说明书.pdf - 第119页
第 4 章 操作篇 4- 3. 自动生产 4 4-3-7. 自动生产设定 自动生产模式的设定 触摸 [自动生产]画面子菜单 面板中的[自 动生产设定],显示 [自动生产设 定]画面。 记号 名称 说明 (a) 运转模式 选择自动运转的 运转模式。 • 正常 :在普通模式下生产。 • 试用 :在试制模式下生产。 • 通过 :不进行零件的安装动作 ,只将基板从 上游装置搬送 到下游装置。 仅在用户级别为 [维护]时可 选择[通过]。 (b)…
第 4 章 操作篇
4-3.
自动生产
记
号
名称
说明
(b) 错误、警告 显示与对象供给部相关的错误,警告的发生状况。
触摸
/ ,可确认所有的错误和警告。
(c) 零件交换 更换在对象装置中发生零件缺料错误的零件。
(d) 拼接零件更换
(库存零件设
定)
更换对象装置供给部的拼接零件
*
。
*
在生产中的卷轴末端接上新的卷轴,在发生零件缺料错误前补充零件。
有关拼接零件的更换详情,请参阅“4-4-3. 拼接零件更换”
(e) 零件残数设定 更改对象装置供给部的零件剩余数。
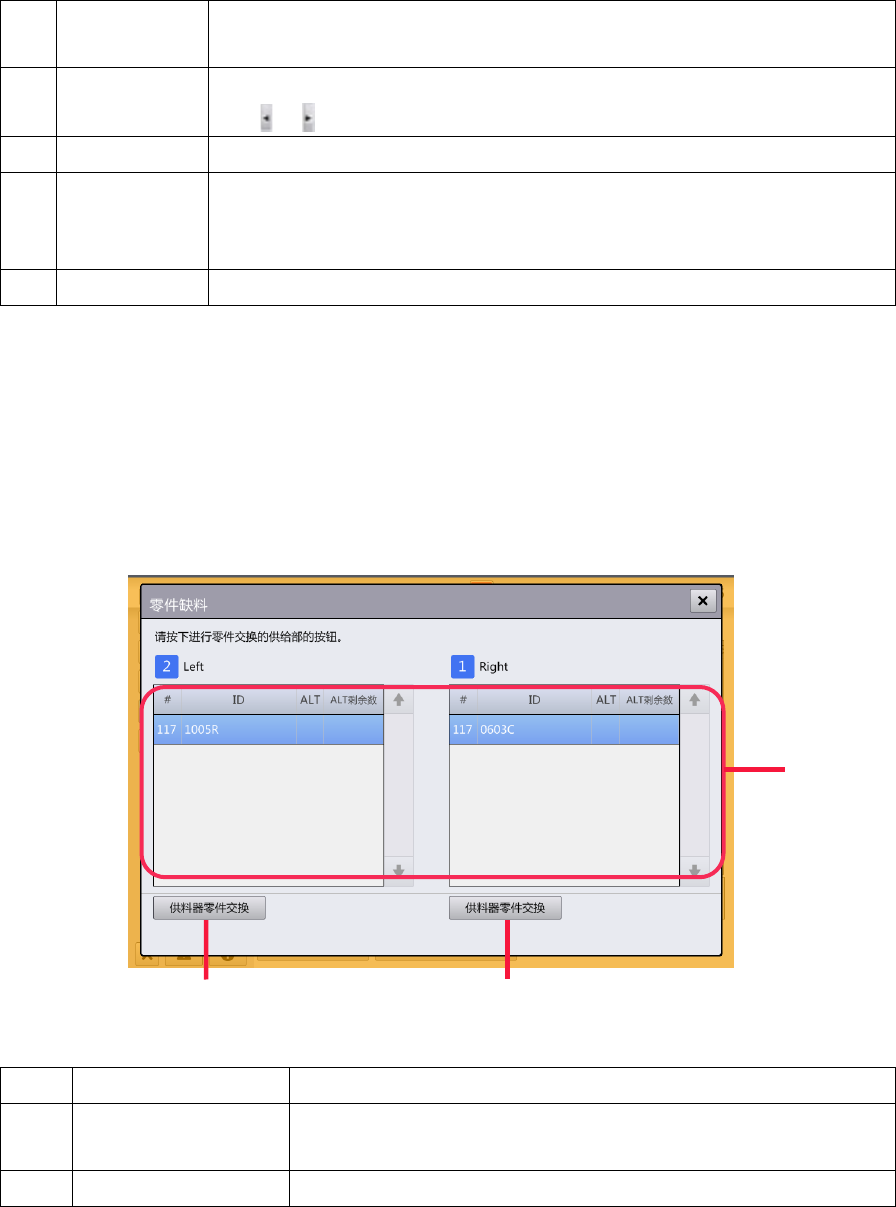
零件缺料错误
自动生产过程中发生零件缺料时,将显示[零件缺料]对话框。
触摸[零件缺料]对话框中的[带式供料器零件交换],显示[零件交换]对话框,可更换指定装置的
零件。
关于零件更换的详情,请参阅“4-4-1. 零件更换作业”。
记号
名称
说明
(a) 零件缺料状况列表 显示各装置供给部的零件缺料状况。
按供给位置编号分类显示带式供料器,托盘的零件缺料状况。
(b) 供料器零件交换 开始更换带式供料器供给部的零件。
a
b
b
44
第 4 章 操作篇
4-3.
自动生产
4
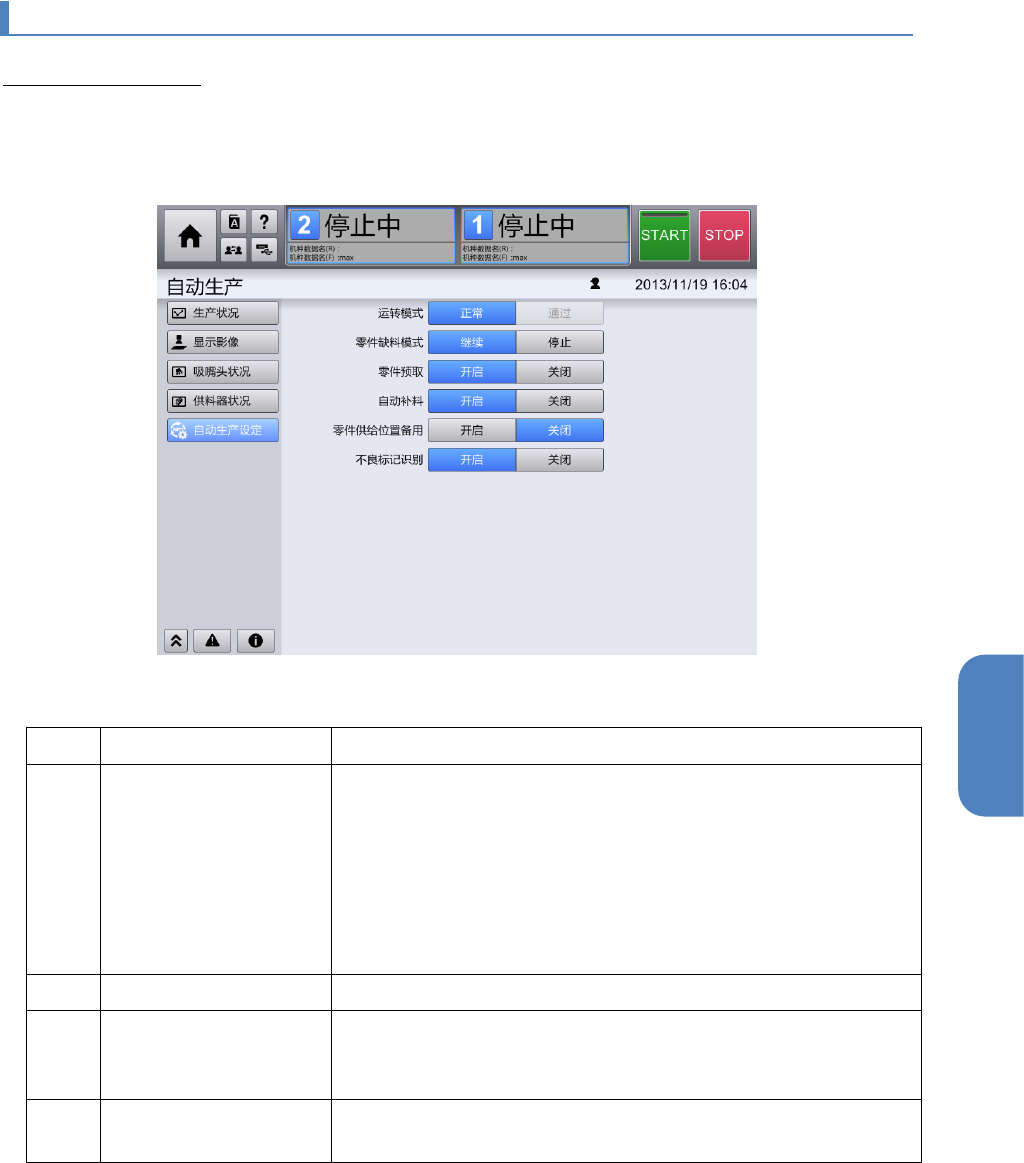
4-3-7. 自动生产设定
自动生产模式的设定
触摸[自动生产]画面子菜单面板中的[自动生产设定],显示[自动生产设定]画面。
记号
名称
说明
(a) 运转模式 选择自动运转的运转模式。
•
正常:在普通模式下生产。
•
试用:在试制模式下生产。
•
通过:不进行零件的安装动作,只将基板从上游装置搬送
到下游装置。
仅在用户级别为[维护]时可选择[通过]。
(b) 试用运转工作台位置 运转模式为[试用]时,选择执行试制运转的工作台位置。
(c) 模式设定区域
设定[零件缺料模式],[停止预测零件缺料],[零件预
取],[自动补料],[零件交替],[不良标记识别][双重
基板搬出顺序]的各种模式。
(d) 明细设定
设定零件缺料预测停止功能的详情。触摸后将显示[停止预测零
件缺料]对话框。
45
第 4 章 操作篇
4-3.
自动生产
模式设定中各按钮的作用
可设定本机在自动生产时的动作。
名称
说明
零件缺料模式 发生零件缺料时,选择是否继续生产。
如果选择[继续],则即使发生错误,也不停止生产。
停止预测零件缺料 零件数不够完成 1 块基板的需要时,选择是否继续生产。
如果设为[On],将不继续自动生产。
零件预取 选择是否进行零件预取。
如果设为[On],则在基板到达前吸附零件并待机。
自动补料 吸嘴无法吸附零件,发生吸附错误时,选择是否进行补料。
如果设为[On],则按照各零件指定的次数进行吸附动作。
零件交替 选择是否进行零件替代。
如果设为[On],则在同一装置的供给部中放置多个相同零件的带式供料
器,可在 1 个带式供料器的零件用完后切换到下一个带式供料器继续生
产。
不良标记识别 选择是否进行不良标记识别。
如果设为[On],则根据不良标记进行安装跳过的功能将有效。
双重基板搬出顺序 选择基板搬出顺序(仅限双输送带时)。
[速度优先]时按基板的完成顺序,[搬入顺序]时按基板的投放顺序搬
出。
关于零件缺料预测停止
为了防止在自动生产过程中因零件缺料而切换卷轴,当零件剩余数不够完成 1 块基板的需要时,不继
续进行自动运转的功能。
各供给部的零件剩余数如果在基板完成后满足以下条件,本机将因警报而停止。此时,零件剩余数不足
的供给部将视为零件缺料,成为零件更换的对象。
•
零件剩余数< 完成 1 块基板所需的零件数+零件缺料预测停止预备零件数
注意
•
使用本功能时,要正确设定零件剩余数。
•
对于设定了零件缺料预测停止的供给部,请勿设定零件替代。
•
零件剩余数的确认将在自动生产开始前和完成 1
块基板后进行,并不保证在生产过程
中因未吸附错误等引起零件数不足的情况。考虑未吸附错误等时,请设定零件缺料预
测停止预备零件数。
•
基板完成时的零件缺料预测停止警报不计入生产管理信息的机器故障次数中。
•
零件缺料预测停止不计入生产管理信息的零件缺料停止次数中。
46