JUKI-RX-7使用说明书.pdf - 第295页
第 4 章 操作篇 4- 12. 零件编辑 4 BGA 零件时 项目名称 说明 球直径 在 0.001mm ~ 99.9 99mm 的范围内输入锡球的直径 。 直径容许率 在 1% ~ 99% 的范围内输入锡球的直 径容许率。 并列方式 选 择锡球配置的 基本形状。 • Regular :格子状配置 • Checker :对号状配置(配置在角上) • R- Chec ker :对号状 配置(角上不配 置) 球间距 X / 锡球间 距…
第 4 章 操作篇
4-12.
零件编辑
项目名称
说明
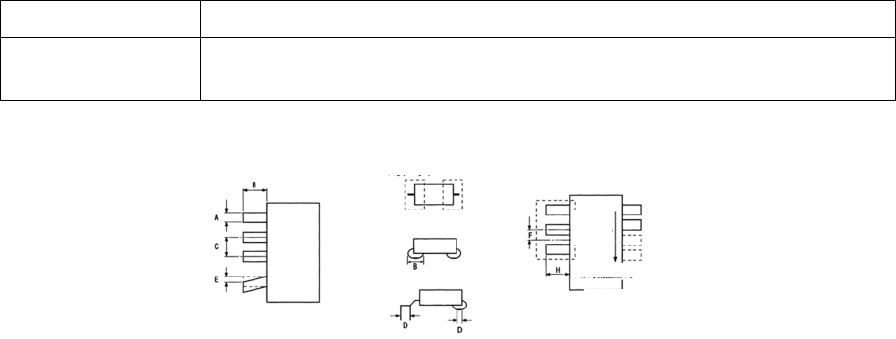
欠缺起点
输入 1 个分组中第一个缺损引脚的位置。俯视零件,按顺时针方向从分组的
开始处数。
引脚信息的详情
(a)
引脚宽度
(b)
引脚长度
(c)
引脚间距
(d)
接地面长度
(e)
引脚弯曲容许率
(f)
引脚偏移量
(g)
引脚尖端到本体的间隔
(h)
缺损个数
(i)
缺损起点
引脚参数 1 引脚参数 2
引脚间距
组中心
元件中心
J:欠缺根数:2
K
:欠缺起点:
3
220
第 4 章 操作篇
4-12.
零件编辑
4
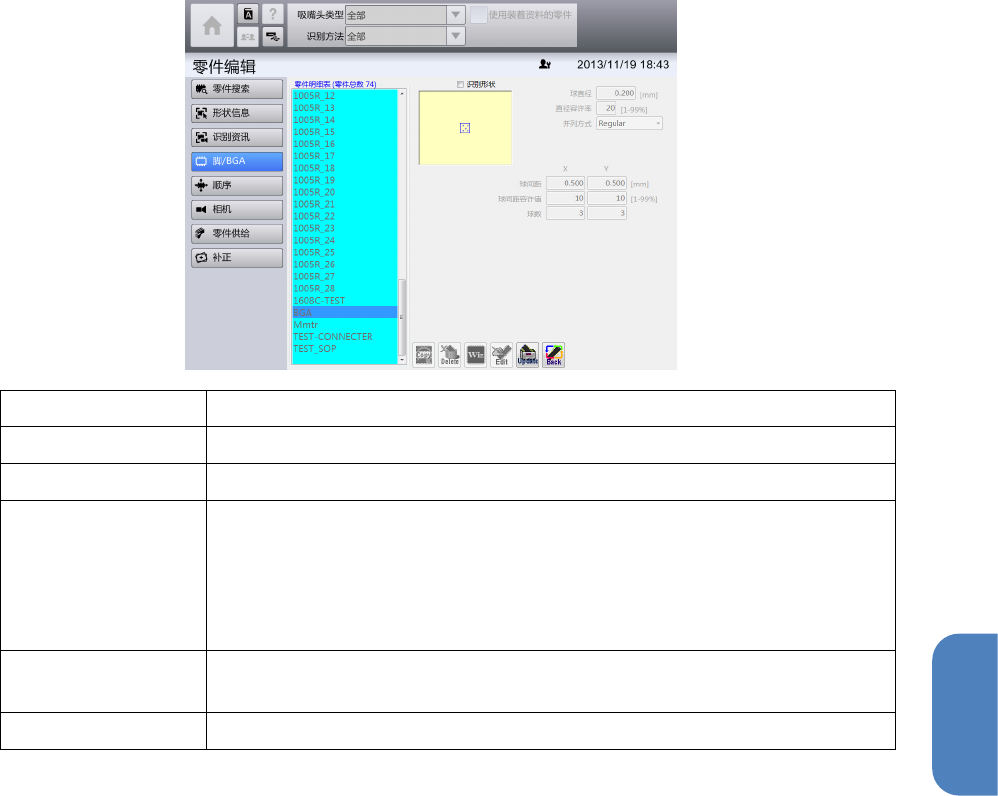
BGA 零件时
项目名称
说明
球直径 在 0.001mm~99.999mm 的范围内输入锡球的直径。
直径容许率 在 1%~99% 的范围内输入锡球的直径容许率。
并列方式 选择锡球配置的基本形状。
•
Regular:格子状配置
•
Checker:对号状配置(配置在角上)
•
R-Checker:对号状配置(角上不配置)
球间距 X /锡球间
距 Y
在 0.001mm~99.999mm 的范围内输入相邻锡球的间隔。
球数 X/球数 Y 在 1~100 的范围内输入锡球的可配置个数。
221
第 4 章 操作篇
4-12.
零件编辑
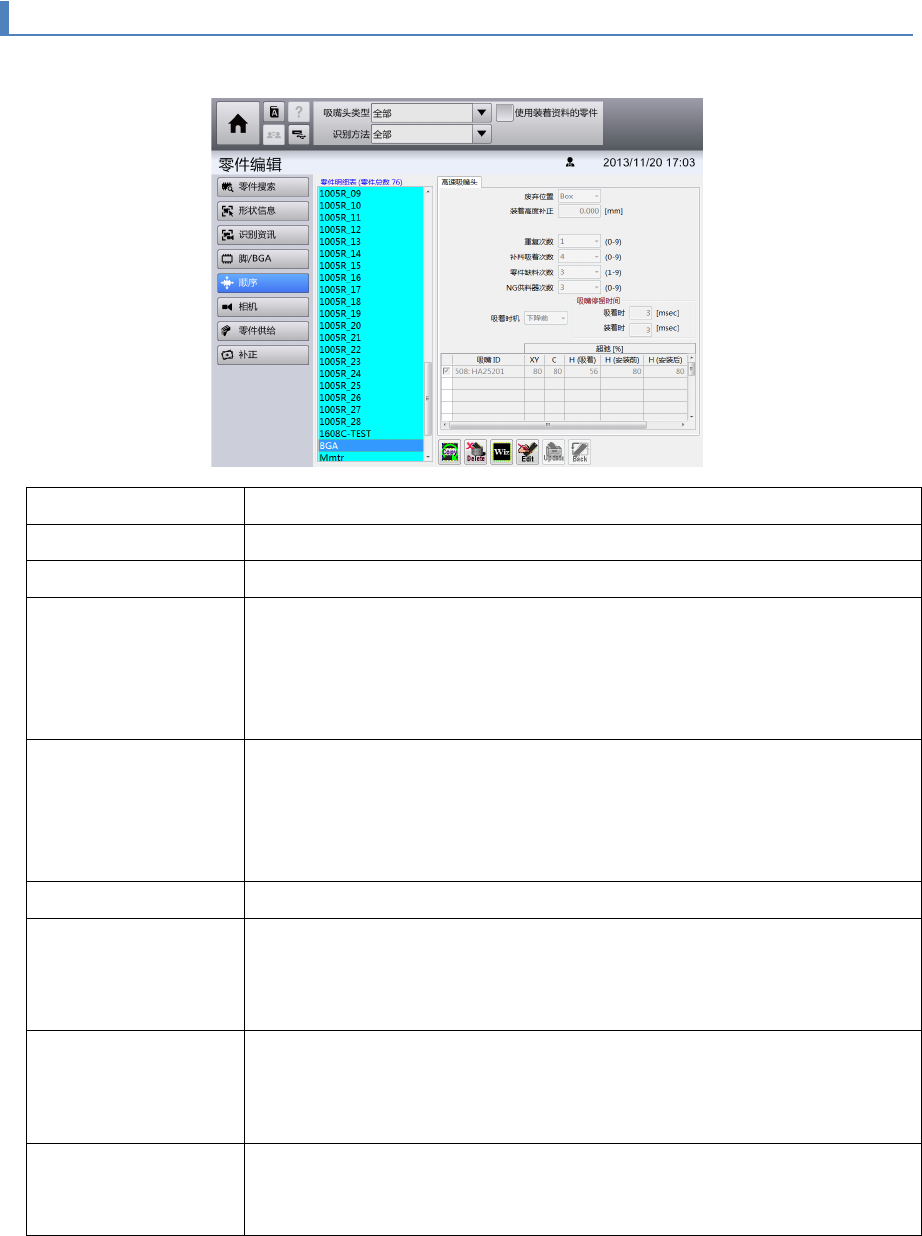
4-12-7. 零件的吸附,安装顺序画面
可显示和编辑本机零件资料库中记录的零件数据之吸附和安装顺序信息。
项目名称
说明
吸嘴头类型选项卡 可使用多个类型的吸嘴头时,选择要设定零件信息的对象吸嘴头类型。
装着运行 ID 显示表示安装动作的 ID 编号。
顺序形式 指定吸附时的动作顺序。
•
正常:通常动作,吸嘴下降的同时打开带式供料器(交叠动作)
•
安全:对高度较高的零件执行的安全动作,按遮蔽器打开,吸嘴下
降,吸附,吸嘴上升,遮蔽器关闭的顺序执行
吸着时机 选择吸附时真空阀动作的时间点。
•
下降前:吸附吸嘴下降前真空阀动作
•
下降后:吸附吸嘴下降后真空阀动作(仅在序列类型为[安全]时
有效)
装着高度补正 输入安装位置高度方向的偏移量。
精度水平 适用于安装时需要高定位精度的零件。
•
0:普通精度
•
1:高精度
废弃位置 指定零件的废弃位置。
•
Box:废弃到废弃箱
•
输送带:废弃到废弃输送带
补料吸着次数
连续发生未吸附或立式吸附时,在 0~9 的范围内指定发生错误之前的次
数。
未吸附时发生零件缺料错误,立式吸附时发生带式供料器不良错误。
222