JUKI-RX-7使用说明书.pdf - 第195页
第 4 章 操作篇 4- 8. 记录 4 装置整体选项卡 列表显示以单元 或装置为单位 统计的生产管理信息 的详细数据。 名称 说明 完成基板数 显示装置整体( 各轨道)的完 成基板数(完成安装 的基板块数) 。 完成区域数 显示装置整体( 各轨道)的完 成区块数(完成安装 的集合板区块 数)。 基板搬入等待时 间 显示装置整体(各轨道 )的上游装置 基板搬入等待时间。 基板搬出等待时 间 显示装置整体(各轨道 )的下游装置 基板搬出等…
第 4 章 操作篇
4-8.
记录
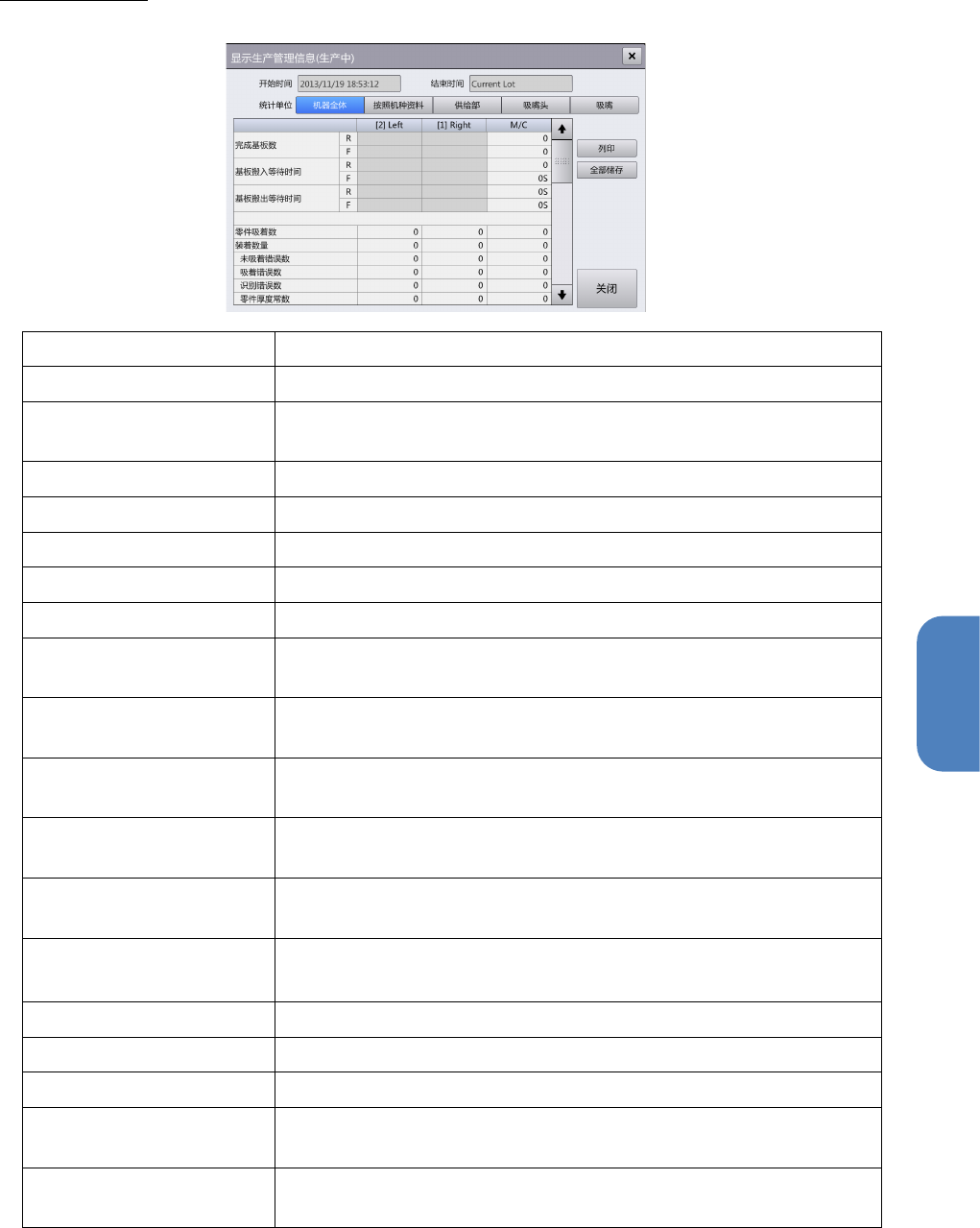
生产管理信息显示对话框
触摸[生产管理信息]画面中的[表示明细],显示各项目的生产管理信息显示对话框,可确认统计的
所有生产管理信息。
统计单位有[机器全体],[按照机种资料],[供给部],[吸嘴头],[吸嘴],触摸画面上方的
选项卡可切换显示。
各画面上均会显示以下按钮。
•
列印:打印输出管理信息。
•
全部储存:显示保存对话框,保存生产管理信息。
有关详情,请参阅下述的“保存对话框”。
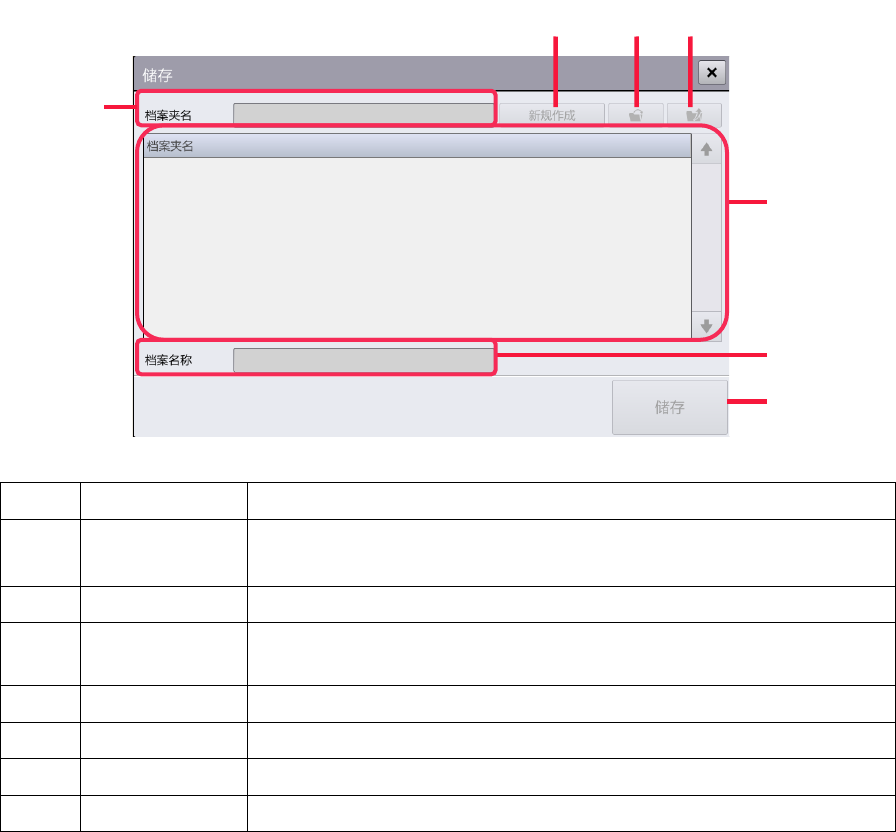
保存对话框
触摸生产管理信息显示对话框中的[全部储存]后,将显示保存对话框。
在生产管理信息中输入任意名称,指定要保存的文件夹后触摸[储存]。创建新的文件夹时,触摸[新
规作成]后输入文件夹名称。
记号
名称
说明
(a) 档案夹名 选择文件夹名称列表中显示的文件夹后,将显示路径。
输入文件夹名称。
(b) 新规作成 用[档案夹名]中输入的名称,创建新的文件夹。
(c) 打开按钮
打开文件夹名称列表中选择的文件夹,在文件夹名称列表中显示保存的
数据。
(d) 上级按钮 移动到上 1 级文件夹,并在文件夹名称列表中显示保存的数据。
(e) 文件夹名称列表 显示文件夹名称列表,选择要保存生产管理信息的对象文件夹。
(f) 档案名称 输入要保存生产管理信息的文件夹名称。
(g) 储存 按指定的文件名将生产管理信息保存到指定的文件夹中。
a
d
b
c
e
f
g
120
第 4 章 操作篇
4-8.
记录
4
装置整体选项卡
列表显示以单元或装置为单位统计的生产管理信息的详细数据。
名称
说明
完成基板数 显示装置整体(各轨道)的完成基板数(完成安装的基板块数)。
完成区域数
显示装置整体(各轨道)的完成区块数(完成安装的集合板区块
数)。
基板搬入等待时间 显示装置整体(各轨道)的上游装置基板搬入等待时间。
基板搬出等待时间 显示装置整体(各轨道)的下游装置基板搬出等待时间。
零件吸着数 显示装置整体(各单元)的零件吸附数(零件的吸附次数)。
装着数量 显示装置整体(各单元)的安装数(零件的安装次数)。
未吸着错误数 显示装置整体(各单元)的未吸附错误数(零件的吸附失败次数)。
吸着错误数
显示装置整体(各单元)的立式吸附错误数(检测到零件立式吸附的
次数)。
识别错误数
显示装置整体(各单元)的识别错误数(零件的图像识别失败次
数)。
零件厚度常数
显示装置整体(各单元)的零件厚度异常数(检测到零件厚度异常的
次数)。
强制废弃数
显示装置整体(各单元)的强制废弃数(无法识别零件,强制废弃的
次数)。
附着检出数
显示装置整体(各单元)的附着检测数(附着检测时发生错误的次
数)(配备付费选项中的附着检测功能时)。
不良品检出数 显示装置整体(各单元)的缺件检测数。
高速吸嘴头中不检测。
吸附率 (%) 显示装置整体(各单元)的零件吸附率。
装着率 (%) 显示装置整体(各单元)的零件安装率。
次品率 (%) 显示装置整体(各单元)的次品率。
零件缺料停止次数
显示装置整体(各单元)的零件缺料停止次数(因供给部零件用完而
停止的次数)。
定位标记识别错误停止次数
显示装置整体(各单元)的标记识别错误停止次数(因定位标识别失
败而停止的次数)。
121
第 4 章 操作篇
4-8.
记录
名称
说明
基板搬送错误停止次数
显示装置整体(各单元)的基板搬送错误停止次数(因基板无法搬
送,或检测不到搬送结束而停止的次数)。
吸着错误停止次数
显示装置整体(各单元)的吸附错误停止次数(因零件吸附错误达到
设定的自动补料次数而停止的次数)。
零件识别错误停止次数
显示装置整体(各单元)的零件识别错误停止次数(因零件识别错
误,或零件厚度异常而停止的次数)。
保养停止次数
显示装置整体(各单元)的维护停止次数(因维护警告而停止的次
数)。
带式供料器故障停止次数
显示装置整体(各单元)的带式供料器故障停止次数(因访问带式供
料器失败而停止的次数)。
机器故障停止次数
显示装置整体(各单元)的机器故障停止次数(因其他故障而停止的
次数,包括紧急停止)。
通电时间
显示装置整体的通电时间(从打开装置电源到当前时间的累计时
间)。
运转时间 显示各单元的运行时间(在安装模式下进行自动生产的累计时间)。
装着时间 显示各单元的安装时间(零件安装动作的累计时间)。
装着无效时间
显示各单元的安装无效时间(基板搬送时间,基板标记识别时间等对
安装来说无效的累计时间)。
基板等待时间
显示各单元的基板等待时间(前后轨道的基板搬送(搬入/搬出)动作
等待累计时间)。
其他装置等待时间
显示装置整体的其他单元等待时间(单元间基板递送动作的累计等待
时间)。
辅助运转时间
显示装置整体的辅助运行时间(在非安装模式下进行自动生产的累计
时间)。
停止时间
显示装置整体的停止时间(单元为自动生产停止状态下的累计时
间)。
零件缺料停止时间
显示装置整体的零件缺料停止时间(因零件缺料而停止的累计时
间)。
保养停止时间 显示装置整体的维护停止时间(因维护警告而停止的累计时间)。
错误停止时间
显示装置整体的错误停止时间(从错误停止(包括紧急停止)到错误
重置的累计时间)。
正常停止时间
显示装置整体的正常停止时间(零件缺料停止时间,维护停止时间,
错误停止时间以外的累计停止时间)。
产能利用率 (%) 显示装置整体的运行率。
Tips
•
在[生产管理信息]画面的生产管理信息显示部分中,将从上述列表中挑选[完成基
板数],[完成区域数],[吸附率 (%)],[装着率 (%)],[次品率 (%)],
[产能利用率 (%)]后显示。
122