JUKI-RX-7使用说明书.pdf - 第110页
第 4 章 操作篇 4- 3. 自动生产 错误,警告的显示 记号 名称 说明 (a) 装置显示 [ Left ]表示装置 2 (左侧) , [ Right ]表示装置 1 (右侧)。 装置在降级运行 * 状态时,显示 。 触摸 后,将在[缩退运 行信息※]对 话框中显示当前的降 级运行状 况。 (b) 生产步数 通过右侧的数值 和进度条,显 示正在生产的机种中 已经完成安装 的生产 步骤的进度比例 。 用前后轨道生产 时,分 2 行 分…
第 4 章 操作篇
4-3.
自动生产
4
平均运行率,平均节拍时间的计算公式
[平均产能利用率],[平均工时]的计算公式分别有 3 种模式。这些可以在[机器设定]中设定。
平均产能利用率 装置单独运行率 不含基板等待时间和其他装置等待时间的平均运行率
装置相互运行率
不含基板等待时间,但将其他基板等待时间视为运行处理的
平均运行率
装置综合运行率 包括基板等待时间和其他装置等待时间的平均运行率
平均工时
工作台节拍时间
*1
的和
不含基板搬送时间和其他装置等待时间的平均节拍时间
周期时间
*2
节拍时间中不含基板搬送时间,但含其他装置等待时间的平
均节拍时间
轨道吞吐量
*3
节拍时间中包括本机内所有基板搬送时间,其他装置等待时
间的平均节拍时间
*1
工作台节拍时间:以工作台为单位,进行安装动作的时间
*2
周期时间:以轨道为基准,从上游基板定位到下游基板定位的时间
*3
轨道吞吐量:以轨道为基准,从基板拉入到基板搬出(搬出传感器 ON)的时间
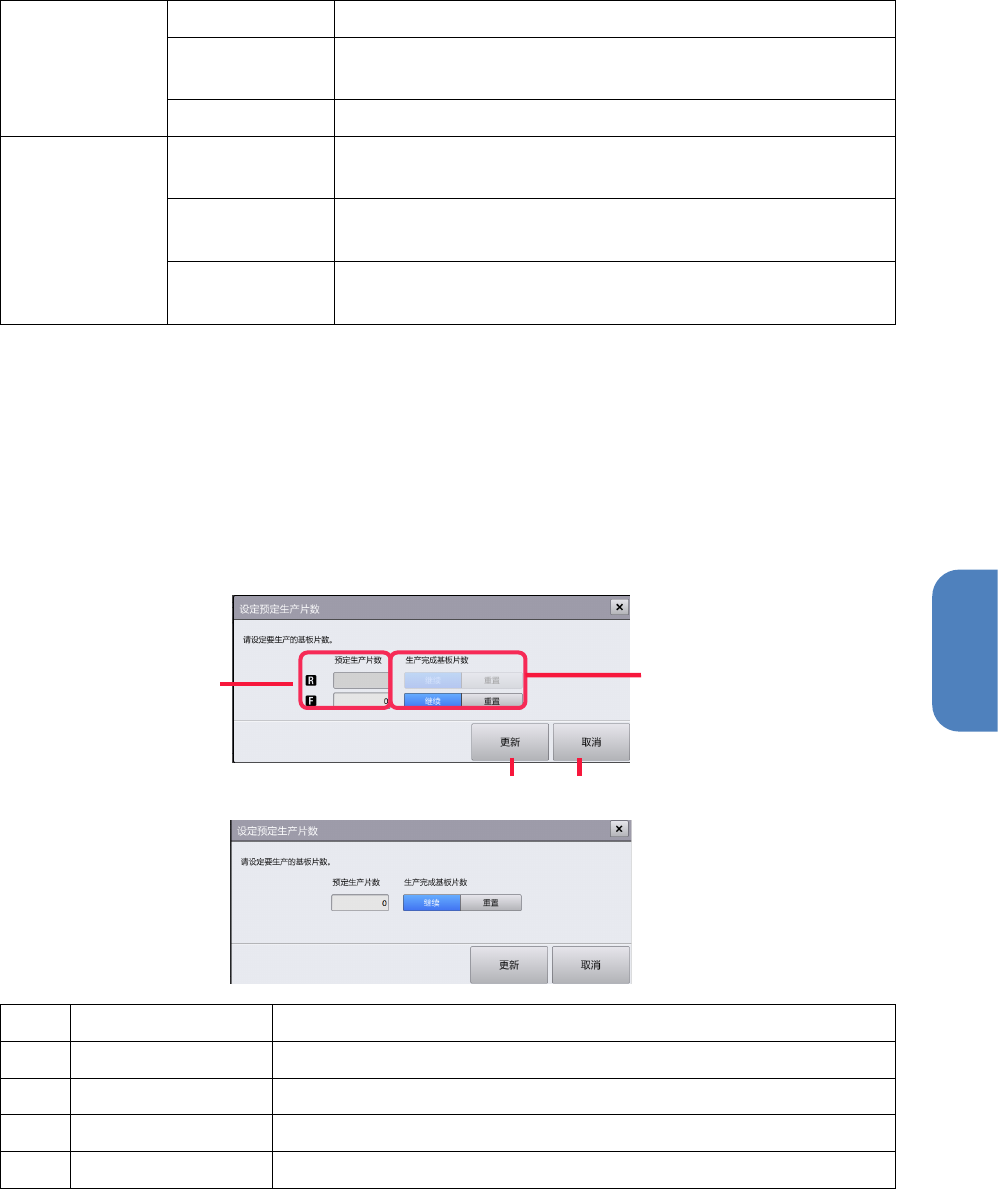
生产预定块数设定对话框
两个装置都停止自动生产时,触摸生产管理信息列表中[生产片数]右侧的数值部分,显示[设定预定
生产片数]对话框。
前后轨道生产不同机种时
其他情况
记号
名称
说明
(a) 预定生产片数 输入设定的生产块数。如果输入 0,则表示无限制,不会自动停止。
(b) 生产完成基板片数 选择是保持生产完成基板块数还是重置。
(c) 更新 更改生产预定块数及生产完成基板块数,关闭对话框。
(d) 取消 不更改生产预定块数,关闭对话框。
a
b
c
d
35

第 4 章 操作篇
4-3.
自动生产
错误,警告的显示
记号
名称
说明
(a) 装置显示
[Left]表示装置 2(左侧), [Right]表示装置 1(右侧)。
装置在降级运行
*
状态时,显示 。
触摸
后,将在[缩退运行信息※]对话框中显示当前的降级运行状
况。
(b) 生产步数
通过右侧的数值和进度条,显示正在生产的机种中已经完成安装的生产
步骤的进度比例。
用前后轨道生产时,分 2 行分别显示生产步骤进度。
(c) 错误、警告
通过图标和文字显示各装置内的供给部,吸嘴头,吸嘴所发生的错误,
警告状况。
*
因吸嘴头,吸嘴,零件不足等,机器无法以原来的速度运行的状态称为降级运行。
a
b
c
36
第 4 章 操作篇
4-3.
自动生产
4
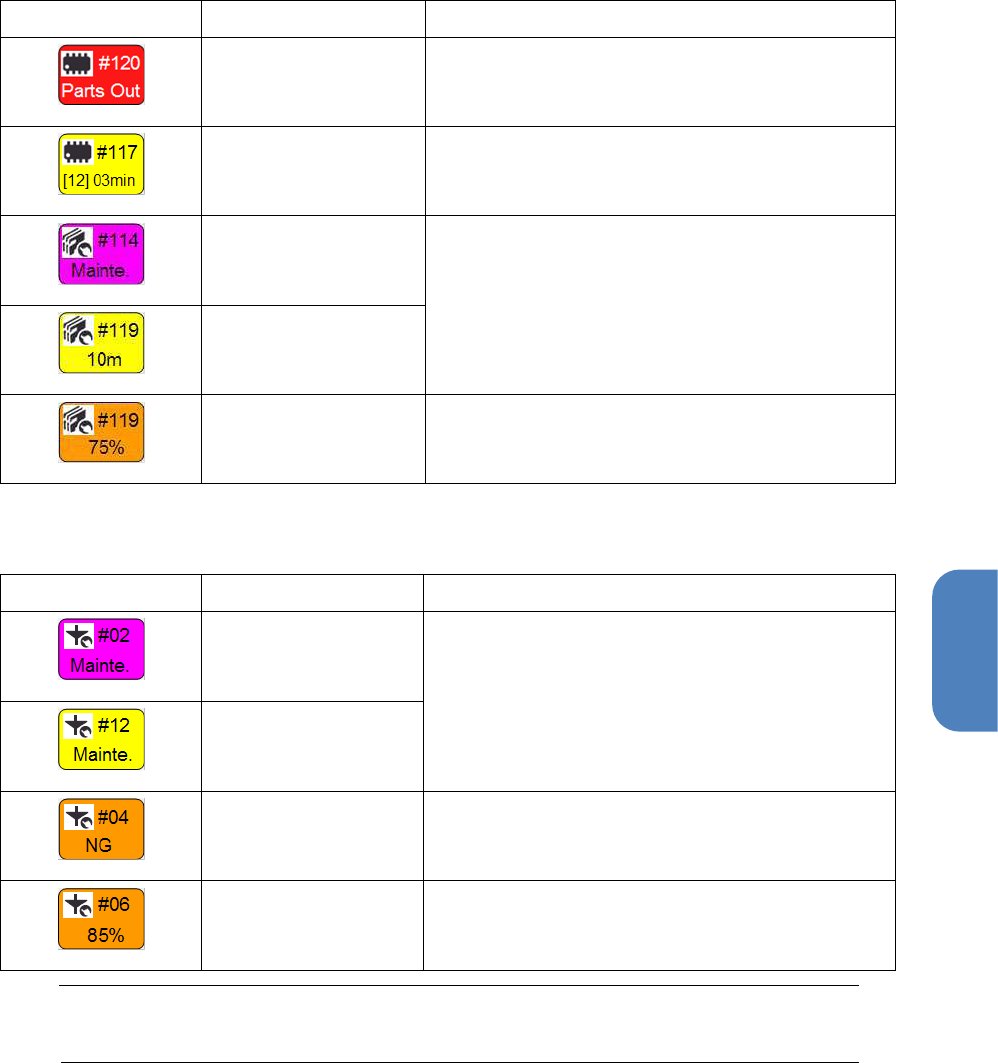
供给部相关的错误,警告
供给部发生错误,警告时,将显示以下图标。
显示
状态
说明
零件缺料错误 显示发生零件缺料的供给位置编号。
零件缺料警告
显示预测可能发生零件缺料的供给位置编号和基板
预定块数,预定时间。
带式供料器维护不可继
续生产
显示因长期使用,需要对带式供料器进行维护作业
的供给位置编号。
带式供料器维护警告
吸附率降低警告
显示低于各零件所设定吸附率的带式供料器供给位
置编号和实际吸附率。
吸嘴头,吸嘴相关的错误,警告
吸嘴头,吸嘴发生错误,警告时,将显示以下图标。
显示
状态
说明
吸嘴维护不可继续生产
显示因长期使用,需要对吸嘴进行维护作业的吸嘴
索引。
吸嘴维护警告
吸嘴不良警告
显示经常发生吸附错误,判定为状态不佳 (NG) 的
吸嘴索引。
吸附率降低警告 显示低于设定吸附率的吸嘴索引和吸附率。
Tips
•
以上显示的错误和警告将在更改机种分组后重置。
37