JUKI-RX-7使用说明书.pdf - 第402页
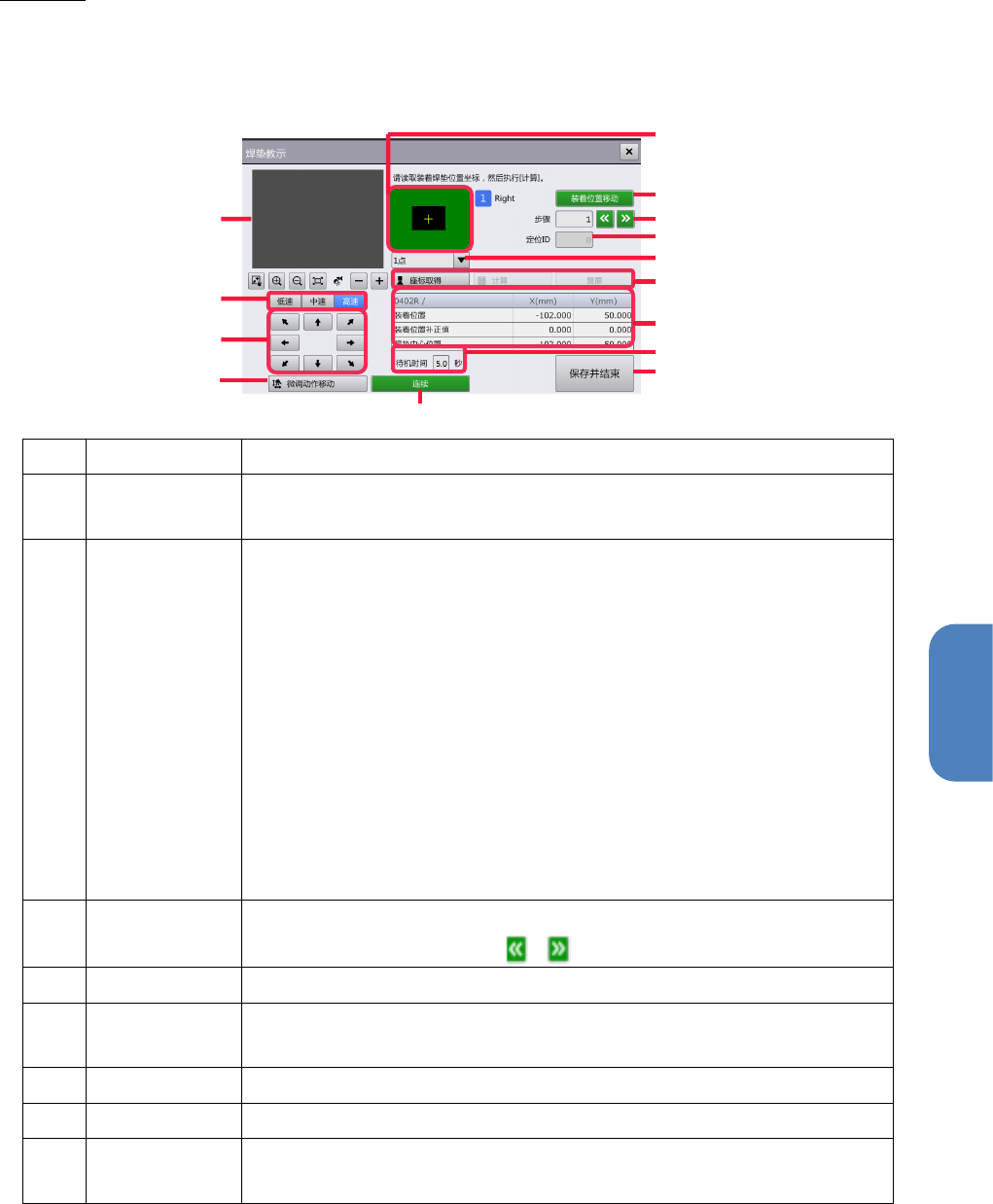
第 4 章 操作篇 4- 15. 示教 记号 名称 说明 (i) 移动按钮 移 动相机图像上的十字 标记。 在[微调动作移 动]模式下将 微调移动对象装置上 吸嘴头的 XY 轴(相机 图像的显示中心 位置)。 (j) 待机时间 触摸 [连续], 设定执行中的各点上 相机的待机时 间。 可输入 0 ~ 9.9 的值。 (k) 连续 连 续显示零件的 安装目标位置。 (l) 坐标值列表 显示进行示教处理前后 各步骤的安装位置数 据。 • 装…
第 4 章 操作篇
4-15.
示教
4
焊盘示教
在焊盘示教对话框中,针对安装数据中设定的零件安装目标位置,可将其与基板上焊盘位置的偏移量作
为安装目标位置的补正量进行示教,以使零件安装到焊盘位置的中心。
在主菜单中按[生产助理] - [安装调整]的顺序触摸,在显示的安装调整画面中选择[焊垫] -
[开始教示],显示[焊垫教示]对话框。
记号
名称
说明
(a) 示教点 显示进行示教的标记图像。
存在多个示教点时,触摸图形后选择任意的点。
(b) 焊盘监视器
为了计算焊盘的中心位置,从下拉菜单中选择进行坐标导入的示教点数
量。
示教点数量
•
1 点(初始值):仅指定零件安装中心位置上的 1 点。
•
2 点 CON:指定对角的 2 个点,计算中心位置(电容器等)。
•
3 点 SOP:指定对角的 2 个点和对向的 1 个点,计算中心位置
(SOP 零件等)。
•
3 点 BODY:指定对角的 2 个点和对向的 1 个点,计算中心位置
(BGA 零件等)。
•
5 点 QFP:指定对角的 4 个点和对向的 1 个点(QFP 零件等)。
详情请参阅下述表格
(c) 步骤 显示示教对象的步骤。
触摸文本框输入数值,或触摸
/ ,移动到前后的步骤上。
(d) 定位标志 ID 显示补正步骤安装位置的定位标 ID。
(e) 相机图像 显示操作对象装置(吸嘴头)的相机图像。
用于示教的坐标导入位置以红色十字标记显示。
(f) 装着位置移动 相机移动到对象步骤的焊盘的中心位置。
(g) 移动速度 从[低速],[中速],[高速]中选择十字标记或 XY 轴的移动速度。
(h) 微调动作移动 触摸切换[微调动作移动]模式和十字标记移动模式。
蓝色状态为[微调动作移动]模式。
g
e
i
h
a
f
c
d
b
m
l
j
o
k
327
第 4 章 操作篇
4-15.
示教
记号
名称
说明
(i) 移动按钮 移动相机图像上的十字标记。
在[微调动作移动]模式下将微调移动对象装置上吸嘴头的 XY 轴(相机
图像的显示中心位置)。
(j) 待机时间 触摸[连续],设定执行中的各点上相机的待机时间。
可输入 0~9.9 的值。
(k) 连续 连续显示零件的安装目标位置。
(l) 坐标值列表 显示进行示教处理前后各步骤的安装位置数据。
•
装着位置:NC 数据中零件的安装位置 (X,Y)
•
装着位置补正值:NC 数据中零件安装位置的偏移量 (X,Y)
•
焊垫中心位置:触摸[计算]后计算得到的焊盘中心位置 (X,Y)
(m)
座标取得/计
算/复原
•
座标取得:将相机图像的中心十字标记位置作为示教点中选择的示
教点坐标数据导入并保存。计算焊盘位置所需的所有坐标点的坐标
导入完成后,[计算]变为有效。导入坐标的点为 1 点时,在触摸
[座标取得]后就会进行计算,因此不显示[计算]。
•
计算:计算焊盘位置,更新坐标值列表中的中心位置。
•
复原:将示教位置的值恢复为示教前的值。
(n) 零件装着确认 为了对已示教的安装位置进行安装测试,显示[零件装着确认]对话框。
关于[零件装着确认]对话框的详情,请参阅“4-6-5. 零件安装确认”
(o) 完毕教示 保存所有示教位置的补正量,关闭焊盘示教对话框。
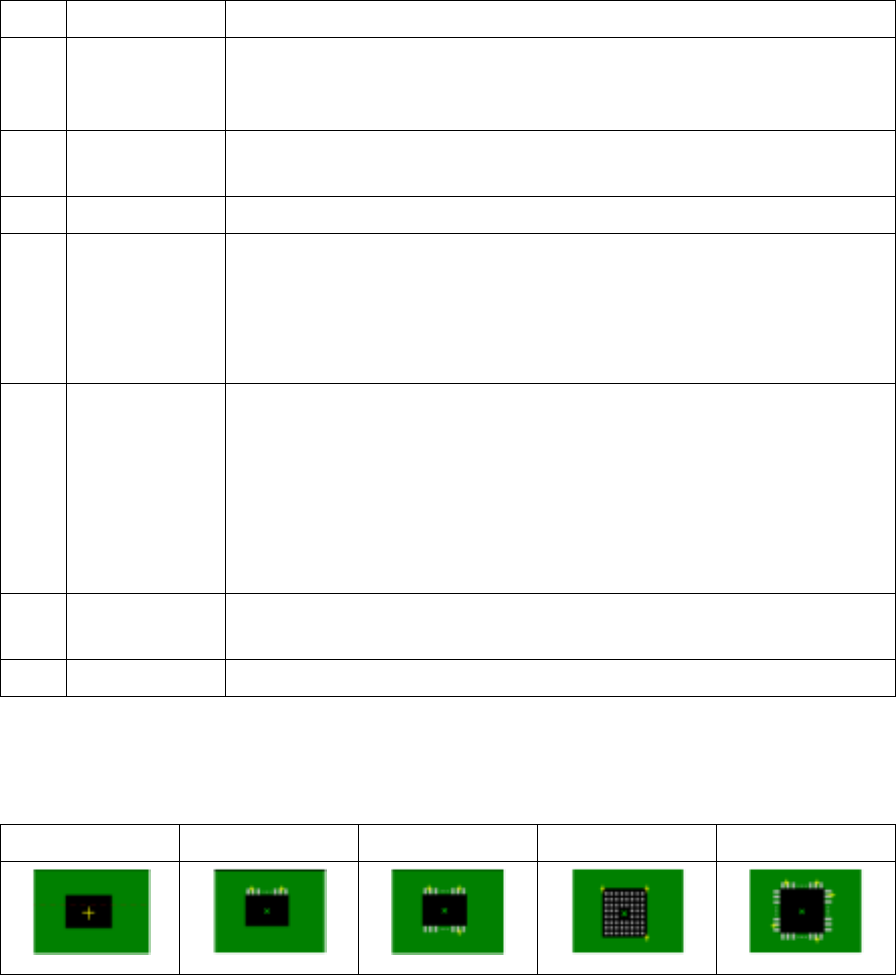
示教点的显示
示教点中将显示坐标导入目标位置的概略图,以进行手动示教。
1 点
2 点 CON
3 点 SOP
3 点 BODY
5 点 QFP
328

第 4 章 操作篇
4-15.
示教
4
焊盘示教的操作
开始操作前,在主菜单中按[生产助理] - [安装调整]的顺序触摸,先打开安装调整画面。
1
在共用面板上触摸选择对象装置。
2
触摸 F/R,选择对象轨道。
3
触摸[基板操作]。
显示[基板操作]对话框。
有关[基板操作]对话框的详情,请参阅“4-6-5. 零件安装确认”的“基板操作对话框的操
作”。
4
根据所使用的装置,触摸[搬入]或[交付]。
确定基板的位置。
5
触摸[关闭]。
关闭[基板操作]对话框,显示安装调整画面。
6
在安装调整画面中触摸[焊垫]选项卡,显示安装步骤列表。
7
从安装步骤列表中触摸选择示教对象的步骤。
8
触摸[开始教示]。
显示[焊垫教示]对话框,相机移动到安装步骤列表中所选步骤的坐标上。
9
触摸[待机时间]文本框,输入待机时间。
设定在各点上的待机时间,用于确认焊盘中心位置的坐标。
10
触摸[连续]。
相机图像将向所有焊盘的中心位置连续移动。确认与焊盘中心位置的偏移。
触摸[STOP]后中断。
11
将焊盘中心位置有偏移的步骤编号输入到[步骤]文本框中。
请触摸文本框输入,或触摸 / 选择步骤。
329