JUKI-RX-7使用说明书.pdf - 第125页
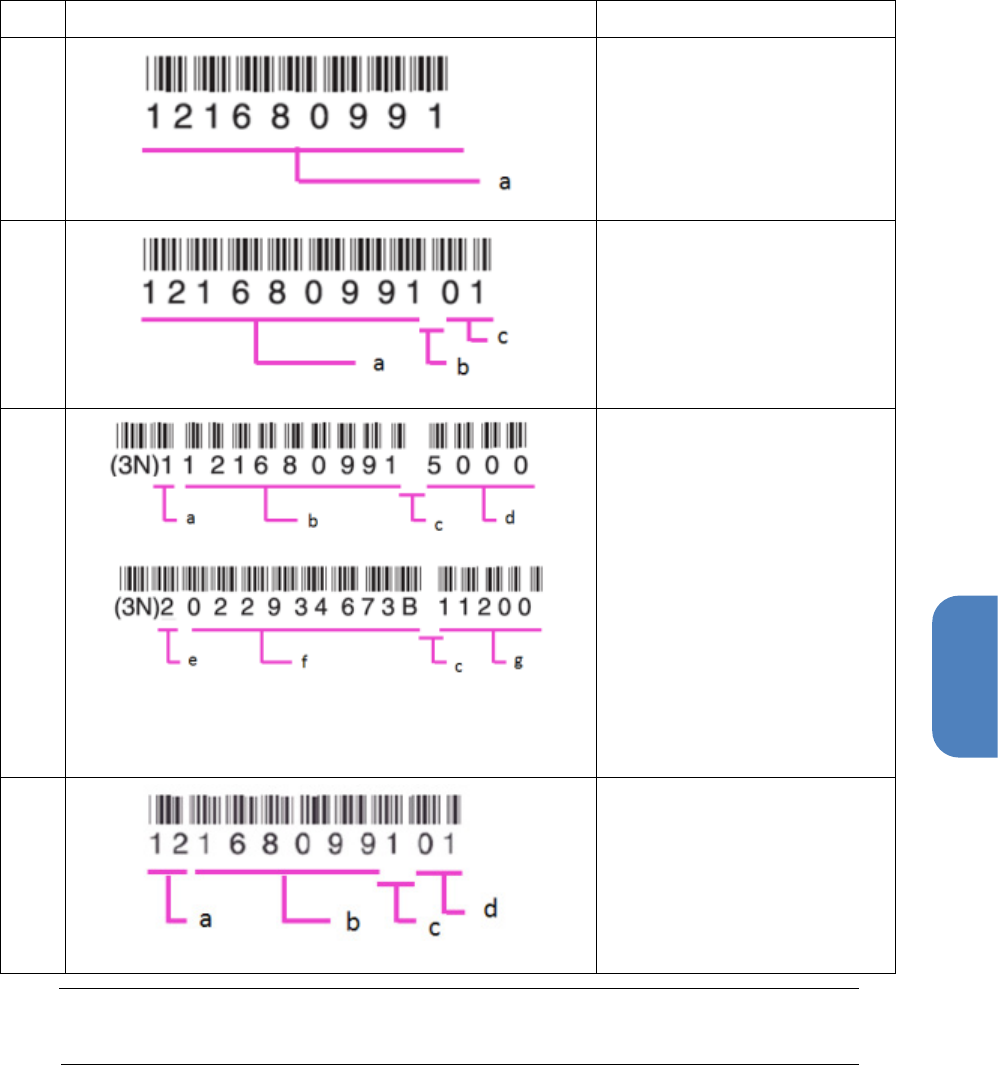
第 4 章 操作篇 4- 4. 更换零件 4 条形码读取用格式 Type 条形码 说明 A (a) 零件代码 B (a) 零件代码 (b) 空格 (c) 随机代码(每个 卷轴自 带的固有英文数 字) C (a) 表示零件代码信 息的识 别编号 "1 " (固定) (b) 零件代码 (c) 空格 (d) 零件个数(不检 查) (e) 表示序列码信息 的识别 编号 "2" (固定) (f) 序列码…
第 4 章 操作篇
4-4.
更换零件
利用条形码检查
为了防止零件弄错,可通过条形码来检查。
更换零件时,利用条形码读码器读取作业员 ID。请事先准备作业员 ID 条形码。
条形码的检查分为以下 4 种。
类型
检查内容
Type A 仅检查更换后的零件代码
Type B 检查更换前后的零件代码和随机代码
支持 1 个条形码中含零件代码和随机代码的情况
Type C 检查更换前后的零件代码和序列码
支持零件代码和序列码不在一个条形码上的情况
Type S 根据用户设定的条形码格式检查更换前后的零件代码和随机代码
支持用户设定的条形码格式
50
第 4 章 操作篇
4-4.
更换零件
4
条形码读取用格式
Type
条形码
说明
A
(a)
零件代码
B
(a)
零件代码
(b)
空格
(c)
随机代码(每个卷轴自
带的固有英文数字)
C
(a)
表示零件代码信息的识
别编号"1"(固定)
(b)
零件代码
(c)
空格
(d)
零件个数(不检查)
(e)
表示序列码信息的识别
编号"2"(固定)
(f)
序列码(所有检查)
(g)
空格
(h)
承包商代码(不检查)
S
(a)
不检查的部分
(b)
零件代码
(c)
不检查的部分
(d)
随机代码
Tips
•
承包商代码为(社)电子信息技术产业协会(JEITA) 中注册的各企业编号。
51

第 4 章 操作篇
4-4.
更换零件
无零件条形码检查时
机器设定中设定为无条形码检查时,将只检查带式供料器是否正确放置在更换对象的供给部中。
1
选择发生零件缺料的零件时,可一边确认零件更换列表,一边触摸 / ,结合发
生零件缺料的供给位置确认零件代码,然后更换零件。
触摸零件更换列表中显示的供给位置,可选择供给位置。
针对发生零件缺料的供给位置,可触摸列表的[零件剩余数],更改零件剩余数。
2
触摸[交换完毕]。
此时,如果有带式供料器没有正确放置在供给部上,将出现零件更换错误,在关闭[零件交
换]对话框后,会马上再次显示[零件缺料]对话框。
此时,请重新确认带式供料器的状态,再次打开[零件交换]对话框,然后触摸[交换完
毕]。
有零件条形码检查时
1
读取更换前(空卷轴)的零件代码。
Type C 时,请同时读取序列(随机)码。
Type B,Type S 还会自动读取条形码中的序列(随机)码。
确认核对结果为 OK。
2
更换零件。
3
读取更换后(新卷轴)的零件代码。
Type C 时,请同时读取序列(随机)码。
Type B,Type S 还会自动读取条形码中的序列(随机)码。
确认核对结果为 OK。
4
触摸零件更换列表的[零件剩余数]文本框,将显示软键盘,可输入零件剩余数。
还可从条形码中读取数值后输入。
输入的值将直接作为零件剩余数写入。
5
触摸[交换完毕]。
52