JUKI-RX-7使用说明书.pdf - 第131页
第 4 章 操作篇 4- 4. 更换零件 4 4 重复上述 1 ~ 3 步骤,直至没有要更换的零件。 返回 [拼接零件更换选择]对 话框。 5 触摸[调整完毕]。 注意 • 由于无零件更换 条形码检查时 ,不检查零件代码, 因此进行拼接 零件更换时,请事先 确认零件代码。 拼接零件更换(设定有 条形码类型 时) 触摸 [自动生产]画面子菜单 面板中的[供 料器状况],显示[ 供料器状况] 画面,触摸画面中的 [拼 接部品更换], 显示[…
第 4 章 操作篇
4-4.
更换零件
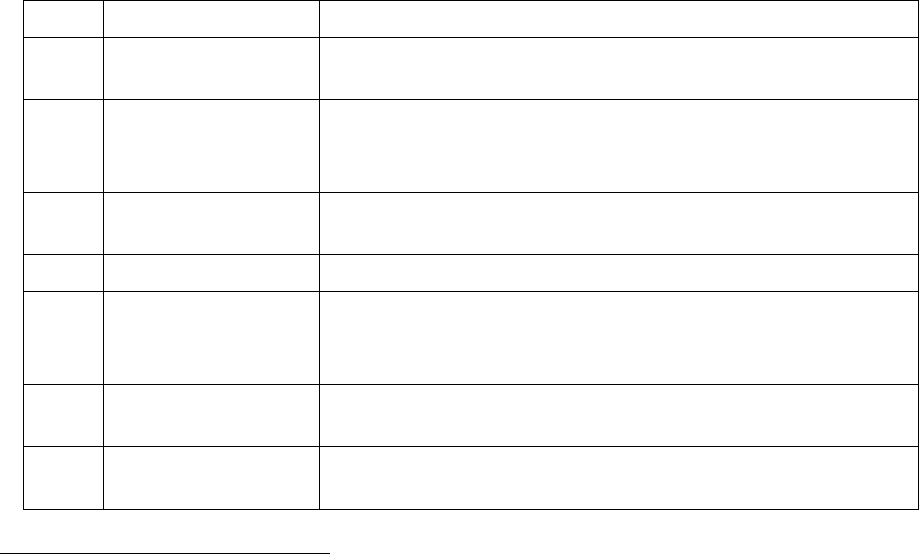
拼接零件更换对话框
[拼接部品更换]对话框将在[拼接零件更换选择]对话框中选择供给部并触摸[开始拼接]后显示。
记号
名称
说明
(a) 正在使用的零件
显示正在使用的零件之[零件代码],[序列号]([随机代
码])。
(b) 零件代码 在上段显示正在使用的零件之零件代码。
此外,下段将通过 OK/NG 显示条形码读码器读取到的使用中零件
的零件代码及核对结果。
(c) 序列号(随机代码)
通过 OK/NG 显示条形码读码器读取的使用中零件[序列号]或
[随机代码]的结果。
(d) 拼接零件 显示拼接连接的[零件代码],[序列号]([随机代码])。
(e) 零件代码 在上段显示拼接零件的零件代码。
此外,下段将通过 OK/NG 显示条形码读码器读取到的拼接零件的
零件代码及核对结果。
(f) 零件剩余数
设定拼接零件的零件剩余数设定值。可用条形码读码器和软键盘
输入。
(g) 拼接完毕
触摸后,将反映选中供给部的拼接零件更换设定,然后关闭对话
框。
拼接零件更换步骤(无条形码时)
触摸[自动生产]画面子菜单面板中的[供料器状况],显示[供料器状况]画面,触摸画面中的[拼
接部品更换],显示[拼接零件更换选择]对话框。
1
确认对话框中显示的供给位置,零件代码。
确认使用中零件的零件代码和拼接零件(新零件)的零件代码是否匹配。
2
更换零件。
3
触摸拼接零件更换列表的[零件剩余数],用软键盘输入更换后的零件剩余数。
请将执行零件更换时的零件剩余数与更换的零件数之和作为零件剩余数输入。
56
第 4 章 操作篇
4-4.
更换零件
4
4
重复上述 1~3 步骤,直至没有要更换的零件。
返回[拼接零件更换选择]对话框。
5
触摸[调整完毕]。
注意
•
由于无零件更换条形码检查时,不检查零件代码,因此进行拼接零件更换时,请事先
确认零件代码。
拼接零件更换(设定有条形码类型时)
触摸[自动生产]画面子菜单面板中的[供料器状况],显示[供料器状况]画面,触摸画面中的[拼
接部品更换],显示[拼接零件更换选择]对话框。
1
用 / 选择要进行拼接零件更换的供给位置编号,触摸[开始拼接]。
显示[拼接部品更换]对话框。
2
确认使用中零件的零件代码选项按钮为有效,读取更换前(使用中的卷轴)的零件代
码。
Type C 时,确认更换前(使用中的卷轴)的序列码选项按钮为有效,读取序列码。
Type B,Type S 在读取零件代码时,还会自动读取条形码中的序列(随机)码。
请确认核对结果为 OK。
3
更换零件。
57
第 4 章 操作篇
4-4.
更换零件
4
确认更换后(新的卷轴)的序列码选项按钮为有效,读取零件代码。
Type C 时,确认更换后(新的卷轴)的序列码选项按钮为有效,读取序列码。
Type B,Type S 在读取零件代码时,还会自动读取条形码中的序列(随机)码。
5
确认零件剩余数的选项按钮为有效,触摸文本框,用软键盘输入零件剩余数。
还可从条形码中读取数值后输入。
输入的值将直接作为零件剩余数写入。
直接输入数值时,请将执行零件更换时的零件剩余数与更换的零件数之和作为零件剩余数输
入。
6
触摸[拼接完毕]。
返回[拼接零件更换选择]对话框。
7
重复上述 1~6 步骤,直至没有要更换的零件。
8
触摸[调整完毕]。
关闭[拼接零件更换选择]对话框。
注意
•
读取选项按钮中显示部分的条形码时,只在选项按钮为有效的状态下为条形码读取对
象。
•
如果在选项按钮未选中的状态下进行读取作业,将发生读取错误。
•
拼接零件更换为有效,零件更换条形码检查为 Type A,Type B,Type C,
Type S
时,如果在不更换拼接零件的状态下切换料带,将在切换时停止生产。此时,请先执
行拼接零件更换,然后重新开始生产。
•
不进行零件更换条形码检查时,如果不更换拼接零件而切换料带,也不会在切换时停
止生产。
58