JUKI-RX-7使用说明书.pdf - 第108页
第 4 章 操作篇 4- 3. 自动生产 停止模式 显示于[生产状 况]画面的下 方。 在开始自动生产 前设定。 • 继续 :触摸[ STOP ],或在完成生产预定块 数时停止。 • 循环停止:完成 1 块基板时 停止。 • 路径停止:完成 从吸附到安装 的一次动作时停止。 • 动作停止:以 1 个动作为单位停止 。在标记识别位置, 零件吸附位置 ,固定相机识别位置 ,安装 位置,废弃位置 的任意一处停 止。 显示生产进度状 况 生产时…
第 4 章 操作篇
4-3.
自动生产
4
Tips
•
实际生产数达到生产预定数的设定值时,自动生产也将自动停止。
4-3-3. 生产状况的显示
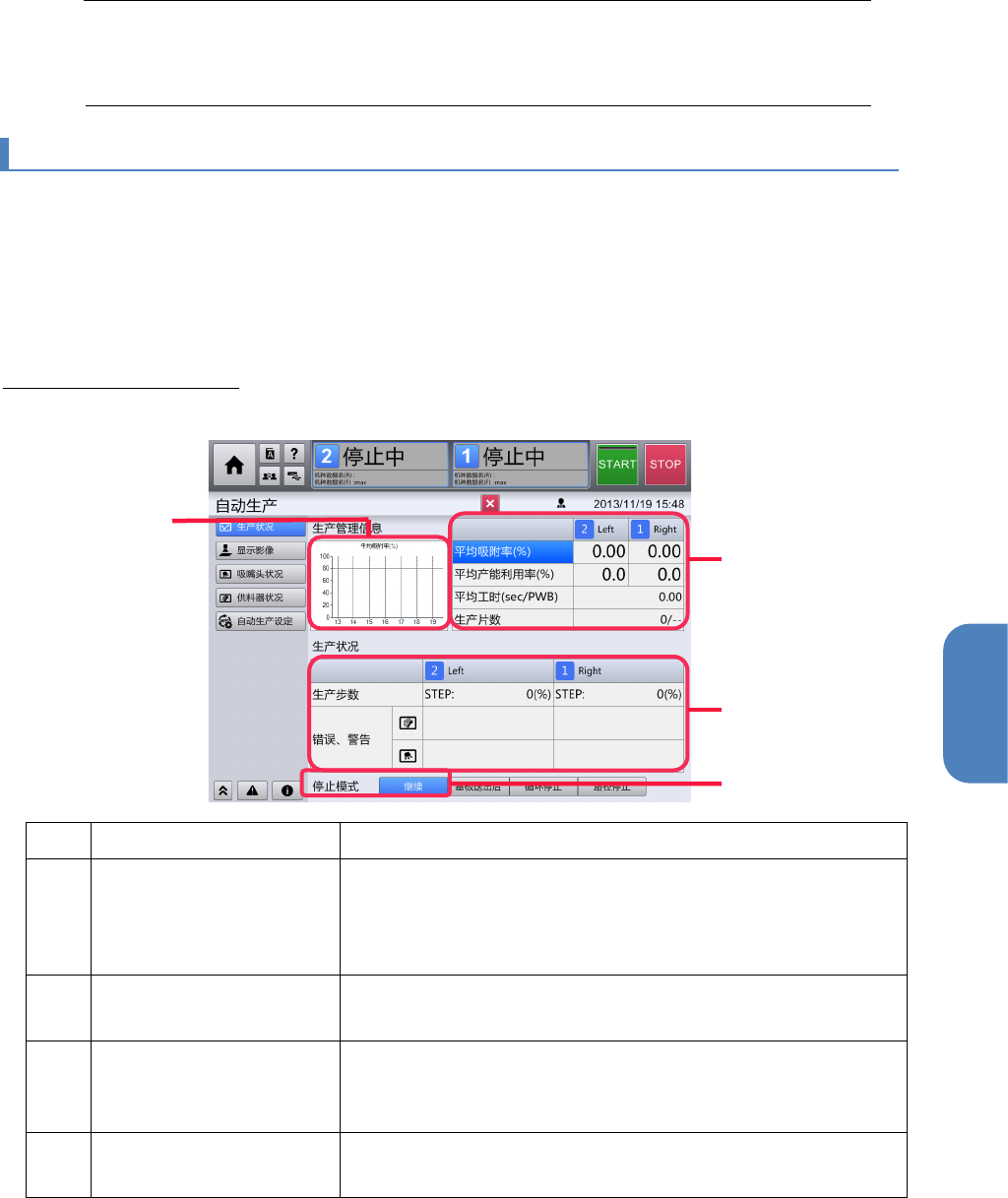
触摸[自动生产]中子菜单面板的[生产状况]后,可显示生产状况画面。
在生产状况画面中,除了可控制本机自动生产的开始,停止状态之外,还可随时方便地确认生产中本机
内各装置的运转状况,错误状况,警告状况。此外,还可通过图表确认主要生产管理信息随时间的变
化。
显示生产中的生产管理信息
生产状况画面中将显示以下信息。
记号
名称
说明
(a) 生产管理信息图表 显示生产管理信息的迁移图表。
显示平均吸附率,平均运行率,平均节拍时间,生产块数在每
小时的变化,触摸生产管理信息列表的各项目名称,切换图表
的种类。
(b) 生产管理信息列表 显示生产管理信息的统计值。
有关详情,请参阅下述的“显示生产进度状况”
(c) 生产状况
显示装置 1 和装置 2 各装置的当前生产进度和错误,警告状
态。
有关详情,请参阅下述的“显示生产进度状况”
(d) 停止模式 选择自动生产的停止模式。
显示的按钮种类根据运转模式的不同有所不同。
a
d
c
b
33
第 4 章 操作篇
4-3.
自动生产
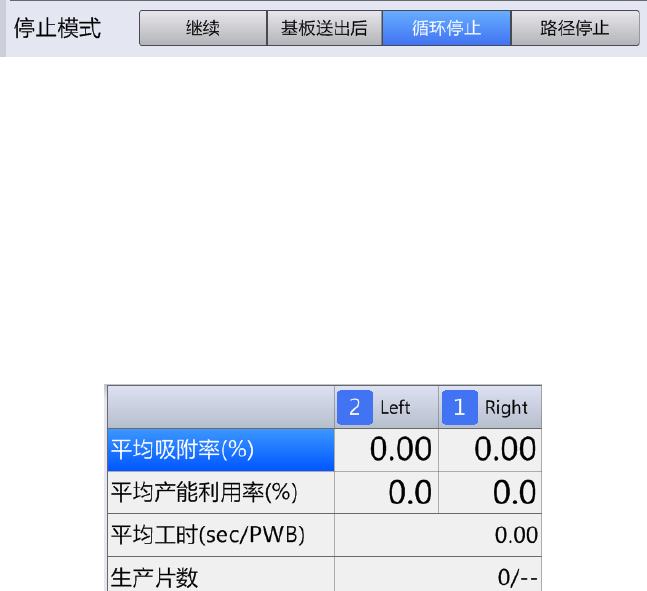
停止模式
显示于[生产状况]画面的下方。
在开始自动生产前设定。
•
继续:触摸[STOP],或在完成生产预定块数时停止。
•
循环停止:完成 1 块基板时停止。
•
路径停止:完成从吸附到安装的一次动作时停止。
•
动作停止:以 1 个动作为单位停止。在标记识别位置,零件吸附位置,固定相机识别位置,安装
位置,废弃位置的任意一处停止。
显示生产进度状况
生产时的进度状况可通过生产管理信息列表确认。
平均吸附率(%)
显示装置 1 和装置 2 的平均吸附率。
将在更改机种分组后,或在未指定机种分组的情况下切换机种后重置。
平均产能利用率(%)
显示装置 1 和装置 2 各装置的平均运行率。
将在更改机种分组后,或在未指定机种分组的情况下切换机种后重置。
平均工时(sec/PWB)
显示当前正在生产的机种中生产每块基板所需的节拍时间平均值。
用前后轨道生产时,分 2 行分别显示平均节拍时间。
sec/PWB:秒/基板
生产片数
显示当前正在生产的机种之生产块数和生产预定块数。
前后轨道生产不同的机种时,分两行显示各自的生产块数和生产预定块数。
34
第 4 章 操作篇
4-3.
自动生产
4
平均运行率,平均节拍时间的计算公式
[平均产能利用率],[平均工时]的计算公式分别有 3 种模式。这些可以在[机器设定]中设定。
平均产能利用率 装置单独运行率 不含基板等待时间和其他装置等待时间的平均运行率
装置相互运行率
不含基板等待时间,但将其他基板等待时间视为运行处理的
平均运行率
装置综合运行率 包括基板等待时间和其他装置等待时间的平均运行率
平均工时
工作台节拍时间
*1
的和
不含基板搬送时间和其他装置等待时间的平均节拍时间
周期时间
*2
节拍时间中不含基板搬送时间,但含其他装置等待时间的平
均节拍时间
轨道吞吐量
*3
节拍时间中包括本机内所有基板搬送时间,其他装置等待时
间的平均节拍时间
*1
工作台节拍时间:以工作台为单位,进行安装动作的时间
*2
周期时间:以轨道为基准,从上游基板定位到下游基板定位的时间
*3
轨道吞吐量:以轨道为基准,从基板拉入到基板搬出(搬出传感器 ON)的时间
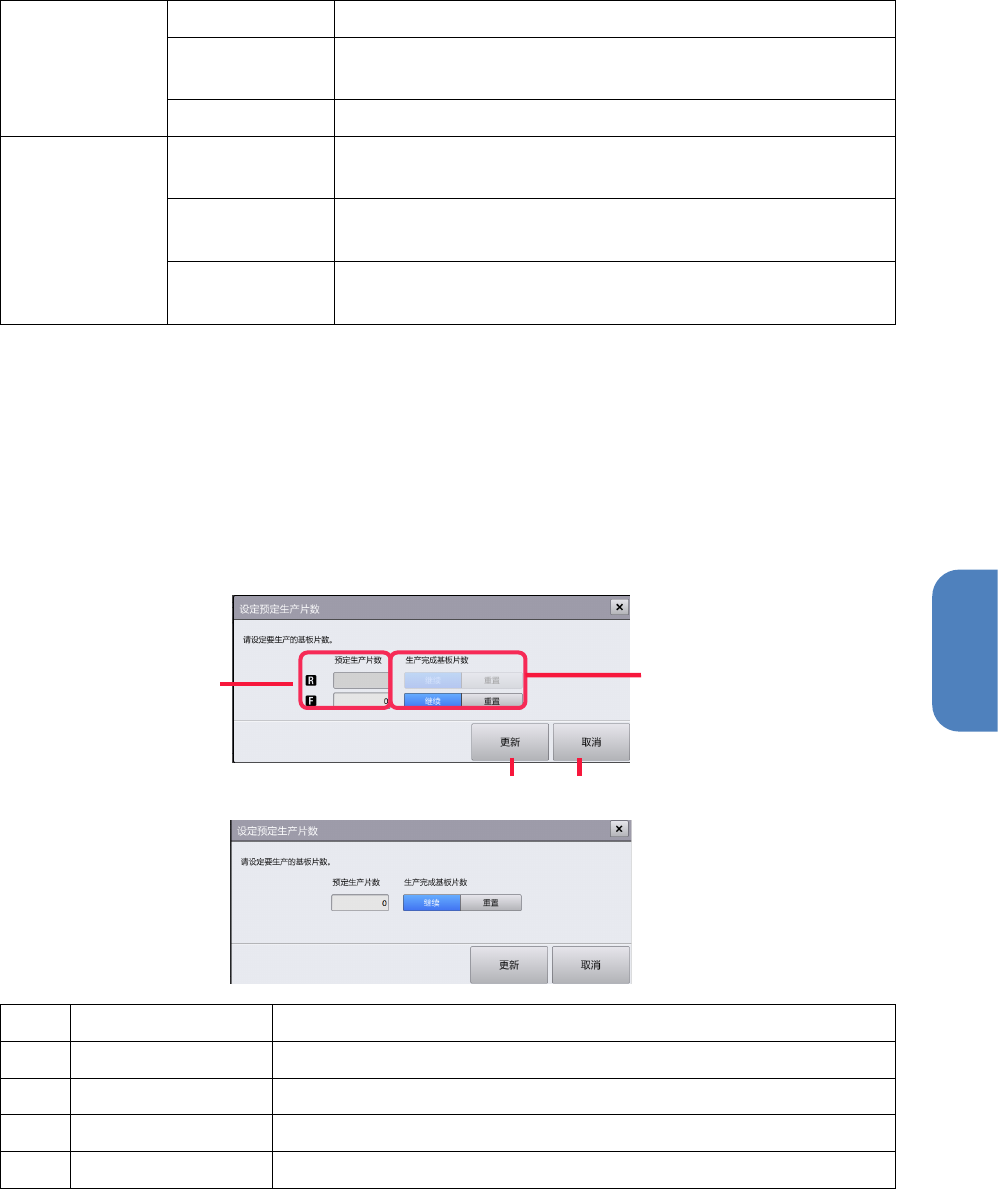
生产预定块数设定对话框
两个装置都停止自动生产时,触摸生产管理信息列表中[生产片数]右侧的数值部分,显示[设定预定
生产片数]对话框。
前后轨道生产不同机种时
其他情况
记号
名称
说明
(a) 预定生产片数 输入设定的生产块数。如果输入 0,则表示无限制,不会自动停止。
(b) 生产完成基板片数 选择是保持生产完成基板块数还是重置。
(c) 更新 更改生产预定块数及生产完成基板块数,关闭对话框。
(d) 取消 不更改生产预定块数,关闭对话框。
a
b
c
d
35